AP1000核电厂IRWST低压安注性能研究
2014-03-20 08:23肖三平陈树山
原子能科学技术 2014年1期
肖三平,钱 辉,吴 昊,陈树山
(深圳中广核工程设计有限公司 上海分公司,上海 200241)
核电厂失水事故后期的堆芯长期冷却能力历来是核安全关注的重点。AP1000核电厂依靠安全壳内换料水箱(IRWST)的重力注射为堆芯提供长期冷却,IRWST 作为三大安注水源之一,在破口及自动卸压系统(ADS)阀卸压后,依靠重力向反应堆冷却剂系统(RCS)提供低压安注,排出堆芯衰变热与RCS显热。文献[1]采用WCOBRA/TRAC 程序对AP1000核电厂冷却剂丧失事故(LOCA)的堆芯长期冷却进行了分析,验证了AP1000的长期冷却能力足以带出堆芯衰变热和金属显热。
本文基于AFT Fathom 程序对IRWST的注入系统进行详细建模,采用一系列保守假设,分析AP1000核电厂在压力容器直接注入管线(DVI)双端断裂工况下事故后期的安全注射能力。
1 计算方法
在AP1000核电厂破口事故的后期,需IRWST进行安全注射。本文选择压力容器直接注入管线断裂事故作为计算工况。因该事故下IRWST注入最早,因此要求带走的RCS的热量最大。此外,由于一列安注管线失效,IRWST排空时间最早,对其流量要求最严格。若此工况下IRWST 与安全壳再循环的流量能满足要求,则足以证明其安注能力可保证在其他事故工况下也能满足要求。
本文首先根据堆芯衰变热和金属显热计算要求的IRWST 与安全壳再循环流量。然后根据文献[2]给出的RCS压力作为边界条件,利用AFT Fathom 程序计算实际的IRWST 与安全壳再循环流量。最后将实际计算值与要求值进行比较,验证IRWST 的注入流量是否满足带走热量的要求。
2 AFT Fathom 模型
AFT Fathom 程序是一款一维流体计算软件,能详细模拟流体系统的各种管部件,在能源电力、汽车、航空等行业有着广泛的应用。
IRWST 是一个不锈钢大容器水箱,位于安全壳运行平台之下,其底部高于RCS环路的标高。在事故中,当RCS足够卸压以后,箱内的含硼水就可在重力的作用下注入RCS,IRWST在正常工况下,其水位和压力与安全壳内环境压力和温度一致。AP1000 核电厂IRWST有两个独立的注入系列,每列均通过DVI与RCS压力容器相连。在每列注入管线上,为提高可靠性,并联1条支路,支路上分别设置1个止回阀和爆破阀。在止回阀的上游,地坑再循环注射管线与之相连,同样,地坑再循环注射管线也有两列,每列均与IRWST 注射管线相连。
IRWST 有两个独立的注射系列,但并不是每一列的阻力均相等,本文假定阻力较小的一个系列发生破裂,并假定破口位于IRWST水箱与第1个阀门之间,这样,通过破口流失的IRWST 的水装量最大化,IRWST 水位下降更快,IRWST 向堆芯注射的能力更低。因此,在AFT Fathom 模型中,重点对阻力较大的一列进行建模,IRWST 与安全壳再循环子系统的模型如图1所示。
3 事故主要假设
为使得计算保守,本文进行一系列假设使得IRWST 的注射能力最低,主要假设如下。
1)通过安全壳冷凝的冷却剂不再返回IRWST,而是直接流入地坑,在AP1000 核电厂破口事故中,通过破口和ADS排放的流量含汽率接近100%[1],这些蒸汽通过钢制安全壳冷却后凝结成水,然后通过环绕安全壳四周的返回槽进入IRWST,而本文假定这些流量不再进入IRWST,极大地降低了IRWST 的注射能力;
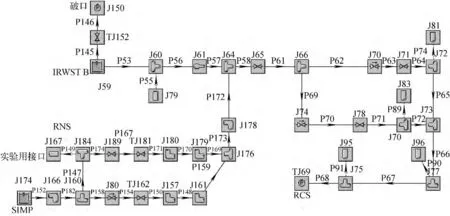
图1 IRWST 与安全壳再循环子系统的模型Fig.1 Model of IRWST and containment circulation system
2)注射系列发生单一故障(阻力较小支路上的1个爆破阀由于某种原因无法打开),本文假定IRWST 两个系列中,阻力较小的一个系列发生双端断裂,仅剩下阻力较大的一个系列进行注射,而阻力较大的一个系列中,又分两个分支,因此,为使得计算保守,本文还假定两个分支中阻力较小的一支由于某种原因失效,进一步降低了IRWST 向RCS的注射能力;
3)安全壳地坑水无法通过破口进入堆芯,本假设比文献[1]保守,在文献[1]中,通过破口DVI进入堆芯的流量约60%,而本文假定通过破口进入堆芯的流量为零;
4)IRWST 内水的温度为对应压力下的饱和温度,IRWST 水温越高,对IRWST 的注射流量要求越大;
5)事故发生时,反应堆压力容器内的冷却剂通过破口排放,IRWST 内的水也通过破口排放,且破口处的压力为大气压,进一步降低了IRWST 向RCS的注射能力;
6)AP1000核电厂ADS1~3级的排放对IRWST 的水位没有影响;
7)反应堆压力容器的压力保守地取最大值;
8)事故发生后1 200s,IRWST 开始向反应堆压力容器注射,根据文献[2],IRWST 的连续注射开始时间为1 796s,远超1 200s,因此该假设是保守的;
9)反应堆衰变热因子取保守值。
4 计算结果
IRWST 注入流量、安全壳再循环流量、要求的安注流量等参数的变化示于图2~6。
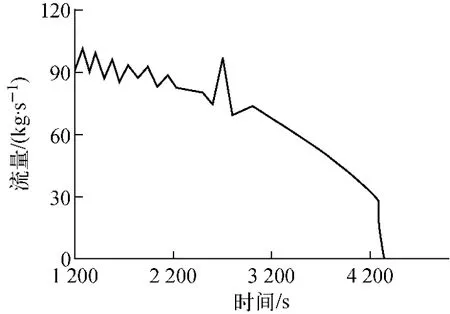
图2 DVI双端断裂工况下完好IRWST 注入流量Fig.2 Intact IRWST inject flow rate of DVI break
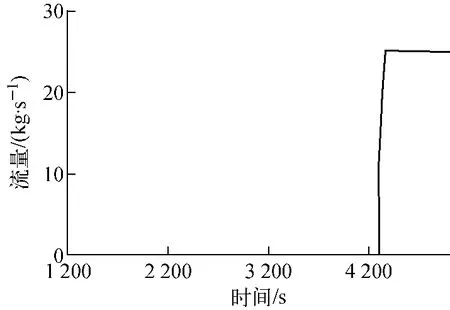
图3 安全壳再循环注入的流量Fig.3 Containment circulation inject flow rate
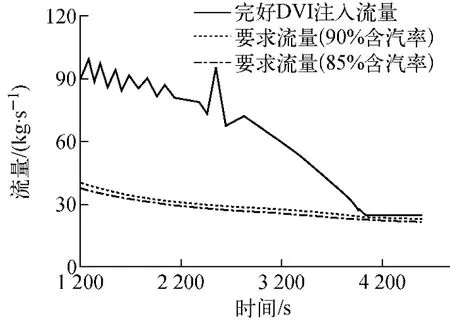
图4 DVI双端断裂工况下完好DVI注入流量Fig.4 Intact DVI inject flow rate of DVI break
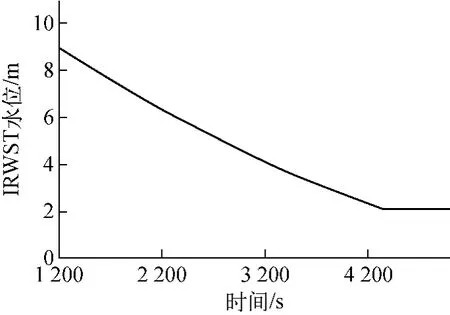
图5 IRWST 水位Fig.5 Liquid level of IRWST
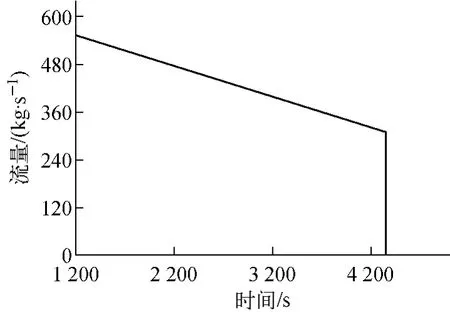
图6 IRWST 通过破口排放的流量Fig.6 Break flow rate of IRWST
图2示出了IRWST 的注入流量。由图2、5可知,随着破口的持续排放以及向RCS的注入,IRWST 水位不断下降,注入流量也随之降低。水位下降到2.134m(7ft)时(约4 500s),IRWST 低-3液位信号开启安全壳再循环爆破阀,安全壳再循环开始启动。由于IRWST 没有后续流量补充(计算中未考虑回流槽等水源的补充),安全壳再循环建立后,IRWST 的注入停止。
图3示出安全壳再循环注入的流量。约4 500s时,IRWST 低-3 水 位 信 号 触 发 安 全 壳再循环爆破阀开启。此时,安全壳再循环开始建立稳定的流量。
图4示出DVI的总注入流量与要求注入流量对比。由图4可知,在IRWST 注入初期,其注射流量远远大于要求流量,说明IRWST的设计裕量很大,IRWST 通过破口不断向安全壳损失流量,通过DVI不断向RCS 注入流量,随着时间的推移,IRWST 水位不断下降,其注射能力越来越低,但仍能满足堆芯衰变热和金属显热的排热要求,当IRWST 水位下降到一定值时,安全壳再循环爆破阀开启,切换到地坑循环模式,由图4可知,地坑循环的流量也大于当时排出堆芯衰变热和金属显热的流量要求。因此,在整个瞬态过程中,IRWST 与安全壳再循环流量始终大于要求注入的流量。
图5示出IRWST 水位随时间的变化。由于破口流量的持续排出和完好DVI的持续注入,IRWST水位不断下降,约4 500s时,IRWST低-3水位触发安全壳再循环爆破阀开启,安全壳再循环开始建立。此时,IRWST 水位不再下降。
图6示出IRWST 通过破口流出的流量。由于破口背压较小(1.01×105Pa),且未考虑排放口处安全壳水位对破口排放的影响,因此破口流量一直很大。IRWST 水位与安全壳水位一致时,破口流量为零。
5 敏感性分析
在计算中发现,如果ADS出口的含汽率越高,则通过IRWST 注入的流量大部分都汽化成蒸汽,则带出的热量就多,在同样大小衰变热的情况下,所要求的流量就越小;反之,如果ADS出口含汽率越低,则没有汽化的那部分流量其实并没有用于带走衰变热和显热,仅流过堆芯,对带热没有任何贡献,所有的热量均依靠汽化的那部分流量带出,如果汽化的流量占总流量的比率越低,也即含汽率越低,则要求的总流量越大。
因此,ADS出口含汽率对要求流量影响较大,本文对出口含汽率进行了敏感性分析,分别计算了ADS出口含汽率为90%、85%时的流量要求,计算结果示于图4。
由图4可知,出口含汽率为85%时,IRWST的注入流量仍能满足要求(文献[1]的出口含汽率接近100%)。
6 结论
本文采用AFT Fathom 程序计算了IRWST和安全壳再循环在DVI双端断裂工况下的注入特性。采用相当严格的保守假设,计算结果表明,即便发生最严重的单一故障,IRWST和安全壳再循环的注入能力仍能满足要求,足够带走RCS的热量,与文献[1]的计算结果相符。
对于计算中采用的主要假设(如含汽率),本文也进行了敏感性分析。分析结果表明,计算结果是可信的。
[1] 孙汉虹,程平东,缪鸿兴,等.第三代核电技术[M].北京:中国电力出版社,2010.
[2] Westinghouse Electric Company.AP1000design control document,Rev.19[R].USA:Westinghouse Electric Company,2011.
猜你喜欢
中国核电(2022年3期)2022-09-17
核安全(2022年3期)2022-06-29
核安全(2022年2期)2022-05-05
核科学与工程(2021年4期)2022-01-12
核科学与工程(2021年4期)2022-01-12
核科学与工程(2020年5期)2020-11-30
核安全(2020年1期)2020-03-03
满族文学(2019年6期)2019-12-02
辐射防护通讯(2019年3期)2019-04-26
中国核电(2017年2期)2017-08-11