3.6MW半直驱永磁风力发电机的研制
2014-03-16 06:23李晓峰肖文滔
湖南工程学院学报(自然科学版) 2014年2期
李晓峰,肖文滔
(1.湘潭大学 机械工程学院,湘潭 411105;2.江西特种电机有限公司,宜春 336000)
3.6MW半直驱永磁风力发电机的研制
李晓峰1,肖文滔2
(1.湘潭大学 机械工程学院,湘潭 411105;2.江西特种电机有限公司,宜春 336000)
概述了半直驱永磁风力发电机的技术优势和基本特点,介绍了3.6MW半直驱永磁风力发电机的主要技术参数和具体结构,详细分析了发电机各部件的结构特点、工艺及工装方案,提出了研制中遇到的问题及相应的解决措施,最终的电机试验证明了电机设计和工艺的有效性及合理性,为后续的系列开发及批量制造打下了良好的基础.
风力发电;半直驱;永磁发电机
风能作为重要和最成熟的可再生能源技术,具有蕴藏量丰富、可再生、分布广、无污染等特性,使之成为可再生能源发展的重要方向.
风力发电机种类很多,应用较多的主要有两种:双馈风力发电机和永磁同步发电机.其中双馈异步发电机,其定子绕组接电网,转子绕组接变频器.该机组具有以下特点:转子绕组电源的频率、电压、幅值和相位按运行要求由变频器自动调节,励磁电源的容量仅是电机额定容量的一部分,一般为发电机额定容量的1/4~1/3,成本降低,投资减少.其主要缺点是发电机需要配备增速比高达100的齿轮箱,而随着风机的运行,齿轮箱高速传动部件的故障问题日益突出;另外,其低电压穿越能力较差.
直驱式永磁同步发电机主要的功率输出单元为永磁同步发电机,变频器的容量与系统的额定容量相同.该方案的优点是:采用直驱发电机可以做到风力机与发电机的直接耦合,具备优良的低电压穿越的能力.省去齿轮箱,即为直接驱动式结构,这样可大大减小系统运行噪声,提高可靠性.主要缺点是尽管实现了直接耦合,但是直驱发电机的转速很低,使发电机体积大、成本高.
综合上述两种风力发电机的优点,人们提出了半直驱机型,所谓半直驱是指风叶带动齿轮箱来驱动永磁电机发电,它是介于直驱和双馈之间,齿轮箱的调速没有双馈的高,发电机也由双馈的绕线式变为永磁同步式.半直驱风力发电机结合了两种的优势,在满足传动和载荷设计的同时,结构更为紧凑,重量轻,同时具备了优良的低电压穿越能力,是一种具有广阔发展前途的产品.
半直驱永磁风力发电机一般由以下几部分构成:低速(一级或两级)齿轮箱+中速永磁同步发电机+全功率变频器,由于省去了易出故障的增速箱高速级部分,减少了齿轮箱的故障和损耗,提高了机械转换效率.中速永磁发电机,省去了电励磁控制系统,为风力发电机提供永久性磁场;体积比直驱式发电机小,重量得以减轻.
1 3.6 MW半直驱永磁风力发电机的参数及结构
1.1 主要参数
额定功率:3690kW 额定电压:690V
额定电流:3350A 额定转速:350r/min
额定功率因数:0.95 相数:3
连接方式:2Y 额定频率:46.67Hz
冷却方式:IC81W 绝缘等级:H级
防护等级:IP54 工作制:S1
效率:97% 发电机重量:17300kg
1.2 电机结构
3.6 MW半直驱永磁风力发电机由定子、永磁转子、空-水冷却器、端盖、外风扇、轴承、定子主出线盒、辅助出线盒等部件组成.电机内转子结构,机座采用特殊的空-水冷却方式,外带风机强迫通风,结构紧凑;发电机两端采用绝缘端盖,轴伸端安装接地碳刷,起到保护电机轴承的作用;配备自动注油泵,便于运行期间的维护.其外形示意图如图1所示.

图1 发电机外形示意图
2 3.6MW半直驱永磁风力发电机的各部分结构及制造工艺
2.1 定子
定子由机座、有绕组定子铁芯、定子出线盒、引出线等组成.机座采用耐低温钢板焊接而成,是具有内部水道的水冷机座,为防止运行过程中冷却液对金属表面的腐蚀,对内部表面进行了特殊的防腐处理,以保证在整个运行过程中,电机能稳定可靠地运行.
定子冲片采用高导磁、低损耗的优质硅钢片50W350冲制而成,每一层由8块扇形冲片组成,层与层之间采用交错1/2叠装.为削弱齿谐波电势的幅值,改善电动势的波形,采用分数槽绕组和定子斜槽.定子铁心的紧固采用焊接方式,在定子冲片外圆设计有16个筋板槽,埋入16根筋板与铁心及两端压圈焊接固定.
定子铁心采用外压装工艺,对于扇形冲片斜槽铁心的制造,目前国内一些大厂如上海电气、湘潭电机多采用冲斜槽的方法,即利用数控冲槽设备在每冲完一层冲片后移动一个微小的距离再冲下一层,叠压时只需严格按照冲片冲制顺序来进行,斜槽就自然形成,此种工艺依赖于高精度的进口数控设备来保证.另外一种就是采用工装扭斜的方式,但在扇形冲片中应用较少,主要是叠压后槽形不齐,影响后续的嵌线工作.由于缺少高精度数控冲槽设备,经过研究,采用长短斜键组合定位保证斜槽角度,短槽样棒保证槽型尺寸的工艺.经过实际验证,叠压后槽形及槽斜度均满足设计要求.
定子线圈为成型双层短距绕组,四路并联接法.考虑到变频器高次谐波对线圈绝缘的不利影响,对股间绝缘、匝间绝缘及对地绝缘进行了加强处理.股间绝缘为电磁线本身绝缘,电磁线采用单玻璃丝耐电晕聚酰亚胺薄膜烧结铜扁线;六根并绕后,匝间再用聚酰亚胺薄膜玻璃布中胶粉云母带包扎;对地绝缘采用耐电晕聚酰亚胺薄膜补强云母带.定子线圈埋设热敏元件,以检测其温度.定子铁心和线圈采用真空压力整体浸漆后再普通浸漆的工艺,为减少固化过程中漆液的流失,烘焙固化采用旋转烘焙的方法.这样既保证了电机的整体绝缘性能,同时也提高绕组的防潮、防霉及防盐雾的能力.定子铁心外圆与机座采用过盈配合连接固定,为提高其热传导性能,铁心外圆涂上了一层导热硅脂.定子结构示意图如图2所示.

图2 定子结构图
从图2可看出,其结构决定了在装配时只能由非出线端先进入机座,而且出线端绕组排布紧密,没有空间附加吊环螺栓等辅助起吊零件.原采用卧式装配方法,即利用钢管将有绕组定子铁心抬进机座,实际操作发现由于机座和铁心外圆为整圆配合,两者配合面存在一定的椭圆度,且装配时很难保证两者轴心线的同一,稍有不慎,就出现卡住现象,导致装配难以进行.后决定采用立式装配的方案,并设计一套内撑式定子吊具,其结构如图3所示,工作时首先转动旋转丝杆(两端螺纹分别为左、右旋),两个螺套同时向带动连杆及撑爪向外张开撑紧定子内圆,橡胶块安装在项撑爪上,以增大摩擦力及防止定子内圆受力过大而损伤.由于内撑式定子吊具多用于中小型电机,大型电机的应用尚无先例.此定子重量有5t,因此在吊具设计时对受力情况作了详细的计算,同时考虑其为扇形冲片铁心,故相应增加了吊具与定子内圆的接触面积;为增大接触面摩擦系数,对橡胶块的选型及处理工艺也做了特殊规定,确保吊装安全可靠.在吊装定子前,还通过吊装铁心来进行工艺试验.事实证明,该吊具使用方便可靠,完全达到了预期目标.

图3 定子吊具结构图
2.2 转子
转子为内置式永磁转子结构,由转轴、转子铁芯、磁钢、磁钢压板及紧固件和粘结胶水等组成,轴向通风结构.铁芯冲片有32个磁钢槽,磁钢安装于硅钢片铁芯中,类似于磁极盒的结构,每磁极由2块矩形磁钢组成,轴向方向排列10块,分别从两端嵌入到磁极槽内.磁钢牌号为N38UH,工作温度为-40~180℃,表面镀镍铜+环氧.相邻磁极之间设计有空气隔磁槽以减少漏磁,两端用隔磁压板将磁钢封闭固定.具体结构如图4所示.
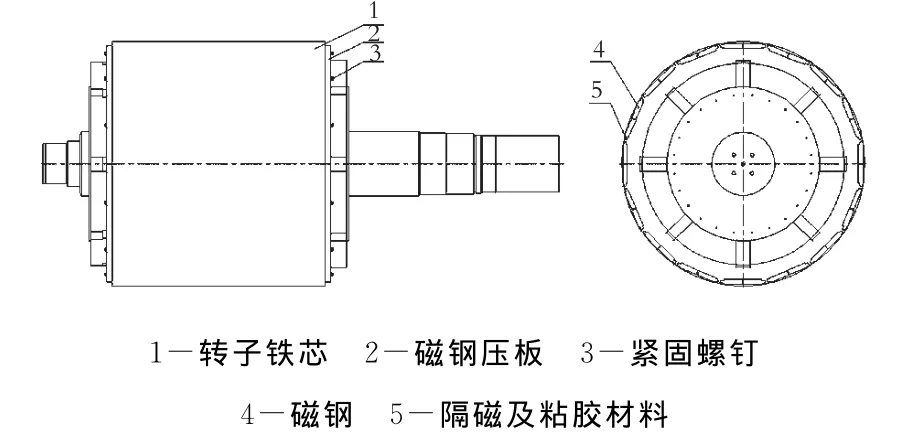
图4 转子结构图
转轴采用了幅筋焊接结构,轴材料采用35CrMo,幅筋用Q345D,确定合理可靠的焊接工艺是保证焊接质量的重要手段;转轴采用35CrMo锻件,筋板采用Q345D,根据国际焊接学会推荐的碳当量计算公式,当Ceq>0.60%时,钢材的可焊性较差,属于较难焊接的钢种.经计算得出,35CrMo钢的碳当量值Ceq=0.72%.由此可见,这种材料的焊接性不良,所以我们在选取合适焊接材料、合理焊接方法的基础上,采取较高的焊前预热温度、严格工艺措施和控制适当的层间温度的条件下,保证了产品图纸的要求.
为消除冲裁应力造成圆片多边形效应,铁芯冲片采用先冲槽型后落外圆的工艺.安装磁钢时表面涂环氧树脂改性胶粘剂,该胶常温固化,耐温范围:-52~225℃,固化后表面平整、光亮、无气泡,粘附强度高.转子最终整体真空浸漆一次,提高防盐雾抗氧化能力.永磁转子在进行动平衡时,应注意动平衡设备及其附件需离转子铁芯表面300mm以上,以排除磁钢磁力对转子的影响,从而保证动平衡有效性及精确度.
由于磁钢具有极强的吸附力,磁性物质靠近时极易吸附,且每极磁钢同性排斥现象也使磁钢装配比较困难.故此针对该转子结构须专门设计嵌入工装,如图5所示.

图5 磁钢装配示意图
工装由三部分组成,支架固定于转轴上起支撑作用,可根据磁极位置绕主轴旋转;操作时将磁钢放于不锈钢导轨中,导轨前段全封闭,旋转推力丝杠将磁钢顺着导轨压入磁极盒内;经过小批量试制验证,该工装操作方便,定位精准,工作效率高;如果将丝杠改装为液压或者气动,效率更高,适合大批量生产使用.
2.3 端盖轴承
轴伸端及非轴伸端均采用焊接端盖,在端盖的直径方向均匀布置加强筋以提高其强度.为防止轴电流,两端盖均采用绝缘端盖结构.首先在端盖轴承套上包裹绝缘层,接触平面垫上绝缘垫板,再将端盖加热套入,冷却后将绝缘螺杆及垫圈装配固定.最后,对端盖的止口及轴承室进行精加工,以确保其尺寸及形位公差要求.端盖精加工后及最终装配前对其绝缘电阻进行测试,其值均大于50MΩ.
电机轴伸端采用深沟球轴承作为定位轴承,C3游隙;非轴伸端采用圆柱滚子轴承作为浮动轴承.轴承采用脂润滑,迷宫式密封结构.
2.4 电机装配
永磁电机由于其永磁体具有极强的吸附力,而定转子之间气隙较小,如不采取有效的措施将导致定转子因吸引力大而产生相擦甚至吸附在一起,从而导致装配失败.由于该电机重量接近18t,气隙为3.5mm,经过分析计算,当定转子相接触时,其磁吸引力为22t,远远大于转子重量,定转子将完全吸附在一起.故此,确保总装时定转子同心是装配的关键因素.我们考虑利用机座外圆导向,辅助以非轴伸端轴承室内圆导向的方法来进行装配.
首先,在结构设计时,要求机座外圆(轴伸端)进行精加工,且与止口和铁心档保证同心;机座外圆(非轴伸端)外止口安装一个工艺端盖,外圆尺寸与机座外圆(轴伸端)一致;这样,保证了机座外圆与定子同心的要求.另外,我们设计了装配工装,如图6所示,经过实际操作,整个装配过程十分顺利.

图6 装配示意图
装配具体过程如下:
(1)预置定子:将定子装上工艺端盖,立放在装配平台上,校正定子轴心线与平台的垂直度;
(2)导向柱定位:把导向柱紧靠定子机座两端外圆,紧固在装配平台上;
(3)抽离定子:将定子垂直吊起,离开导向柱;
(4)转子装配:将转子连同轴伸端盖、轴承及内外轴承盖装配在一起;
(5)转子定位:先把转子装入支撑座,并用螺钉紧固,然后整体吊入导向柱内,校调转子与导向柱同心度,紧固在装配平台上,并在非轴伸端装上导向套;
(6)定子装配:将非轴伸端端盖装在定子上;
(7)定转子合装:吊起定子,沿导向柱从上方慢慢滑入端盖止口,紧固轴伸端盖于定子机座上,然后紧固非轴伸端盖于定子机座上;
(8)整机吊离:撤去导向套,将电机吊离导向柱.
3 总 结
通过后续的生产制造及电机型式试验,证明3.6MW半直驱永磁风力发电机设计结构合理、工艺切实可行,其各项性能指标均满足规定要求;为我们设计及制造该类型电机积累了一定的经验,为后续的系列开发及批量制造打下了良好的基础.
随着风力发电技术的发展,风电项目开发成本和运行费用也逐步降低.风力发电的发展正日益成熟,同时,半直驱永磁风力发电机以其独有的特点及优势,必将得到更加广泛的应用.
[1]唐任远.现代永磁电机理论与设计[M].北京:机械工业出版社,2008.
[2]陈世坤.电机设计[M].北京:机械工业出版社,2000.
[3]牛志钧.永磁电机关键工艺浅议[J].电机与控制应用,2007(4).
[4]李松田.1.65MW半直驱永磁同步风力发电机研制[J].东方电机,2010(5).
Research and Manufacture of 3.6 MW Semi-direct Drive Permanent-magnet Wind Generator
LI Xiao-feng1,XIAO Wen-tao2
(1.Mechanical Engineering Institute,Xiangtan University,Xiangtan 411105,China;2.Jiangxi Special Electric Motor Co.LTD,Yichun 336000,China)
The technical advantage and characteristics of semi-direct drive permanent-magnet wind generator are expounded in the paper.The structural features and process emphases of the 3.6MW semi-direct drive permanent-magnet wind generator are analyzed in terms of structural design and manufacturing process,and the problem during the process and corresponding solution measure are presented.Subsequent production and tests demonstrate that it is reliable,effective and rational,which lays a good foundation for future series exploitation and lot manufacturing.
wind power;semi-direct drive;permanent-magnet wind generator
TM315
A
1671-119X(2014)02-0037-04
2014-01-12
李晓峰(1970-),男,工程师,研究方向:电机结构与工艺.
猜你喜欢
防爆电机(2021年2期)2021-06-09
科学技术创新(2021年13期)2021-05-16
防爆电机(2020年4期)2020-12-14
工业加热(2020年8期)2020-09-14
黑龙江科学(2020年4期)2020-04-08
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年6期)2019-06-25
微特电机(2019年1期)2019-02-25
凿岩机械气动工具(2016年3期)2016-03-01
上海电机学院学报(2015年4期)2015-02-28