
浪形保持架冲孔模退料环加工工艺改进
2014-03-16 12:26寇长江张孝纯
哈尔滨轴承 2014年2期
寇长江,张孝纯
(1.哈尔滨轴承集团公司 小型圆锥轴承分厂,黑龙江 哈尔滨150036;2.哈尔滨轴承集团公司 电机轴承分厂,黑龙江哈尔滨150036)
1 前言
滚浪形保持架冲孔模退料环是浪形保持架冲孔工序用的模具,它的主要作用是通过等分球窝给保持架定位,是通过冲孔模具组合当中的凸模给保持架加工等分铆钉孔的模具见图1,其结构特点是端面有等分球窝,等分球窝自身公差要求高,且等分精度要求也非常高,因此,控制等分球窝的尺寸精度与形位公差成为其主要的质量控制点,加工方法也成为技术难点。冲孔模退料环生产需求量大,加工工艺复杂,工序多,生产周期长,原来存在加工精度低,容易损耗,使用寿命低等缺陷,直接影响冲压保持器分厂生产任务的完成。因此,冲孔模退料环的加工精度与生产效率问题成为关键,急需解决。
2 原来加工方法
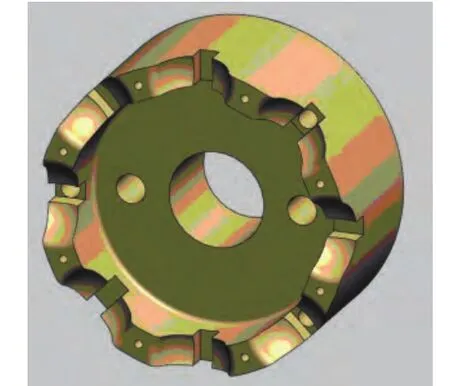
图1 冲孔模退料环立体图
浪形保持架冲孔模退料环加工的关键工序是在等分车床上加工等分球窝,见图2 是先根据球窝的中心距离算出等分盘的偏心距离,然后利用调整块调整好花盘与等分盘的偏心距(需多次调整)。这样可以把要加工的球窝调整到车床主轴中心加工,再用夹块固定好等分盘,把工件与夹胎固定在等分盘上,用平衡块来配重以防止偏心装夹引起失重现象而产生偏心。整个加工过程装夹复杂,测量繁琐,对工人的操作水平要求很高。等分车加工等分球窝是利用缩小等分盘的等分精度来控制等分球窝的等分精度,这样,对于等分盘的精度要求很高,目前我分厂最好的等分盘等分精度也不能完全控制在0.02mm以内,加上手工操作,误差积累就会出现超差的现象。由于零件是偏心装夹在等分盘上,因此车床主轴转速不宜过高,导致球窝光洁度也不好;另外,零件偏心装夹在等分盘上,工人找中心存在一定误差,会出现等分球窝不同心,加工的等分球窝与端面不垂直,磨削平面后产生椭圆,直接影响精度与使用寿命。

图2 等分车装夹示意图
另外,浪形保持架冲孔模退料环在等分车上车等分球窝时,需要把车刀和样板手工磨成球窝形状,会产生有一定的误差,也是影响等分球窝等分精度的一个因素。
3 改进措施
为了避免以上原因对浪形保持架冲孔模退料环的影响,保证各项尺寸精度和形位公差,决定采用镗铣加工中心来加工,镗铣加工中心具有多功能,精度高,生产效率高的特点。可将冲孔模退料环加工工序中的等分车、坐标镗、球磨等三道序在镗铣加工中心一次装夹全部加工完成。冲孔模退料环二维图见图3,其改进前后的工艺路线如下:
3.1 改进前加工工艺
(1)备料:圆料,外径加大20-25mm 。
(2)车工:外径按等分孔中心径加窝尺寸再加大5mm加工,止口不车,小内径按公称尺寸留1mm加工量,两平面留磨量,一批活外径留一致磨量,(加大后外径小于最大外径时按最大外径加工)。
(3)平磨:磨平两平面,平行差0.015mm。
(4)径磨: 磨统一外径相互差0.02mm加工,以端面找正。
(5)等分车:上胎车好等分球窝合样板,等分窝等分差中心径小于φ50的为0.02mm,中心径大于留φ50的为0.03mm。

图3 冲孔模退料环二维图
(6)钳工:划各缺口线。
(7)铣工:铣好各等分槽。
(8)坐标镗:(1)先以端面及等分窝找正,镗好中间孔及工艺孔,尺
寸按公称尺寸0.019加工,同心度与位置允差0.01mm
(2)以端面及等分窝找正,镗好等分小孔及销孔,等分差0.02mm,与球窝不对称允差0.02mm
(3)以工艺孔找正,镗好阶台等分孔。
(9)车工:以中间工艺孔找正或定位,车外径及止口,留磨量0.2-0.3mm。
(10 钳工:钻退料销孔,打字,去毛刺。
(11)径磨:以销孔找正或定位,磨好外径,止口及底端面保证与等分小孔同心允差0.015mm
(12)钳工:去全部毛刺。
3.2 改进后的加工工艺
(1)备 料:圆料,外径加大20-25mm 。
(2)车 工:外径按等分孔中心径加窝尺寸再加大5mm加工,止口不车,小内径按公称尺寸留1mm加工量,两平面留磨量,一批活外径留一致磨量,(加大后外径小于最大外径时按最大外径加工)。
(3)平 磨:磨平两平面,平行差0.015mm。
(4)径 磨: 磨统一外径相互差0.02mm加工,以端面找正。
(5)加工中心:以中心定位,加工好各等分孔、等分球窝,铣好等分槽,保证各位置度与中心在0.02mm以内。
(6)车工:以中间工艺孔找正或定位,车外径及止口,留磨量0.2-0.3mm。(在加工时应检查窝与小孔位置关系不好拒绝加工)
(7)径磨:以销孔找正或定位,磨好外径,止口及底端面保证与等分小孔同心允差0.015mm
(8)钳工:去全部毛刺。
改进之前加工是12道工序,改进后加工减少为8道工序。可以看出,浪形保持架冲孔模退料环在铣镗加工中心加工不仅减少了加工工序,还由于它采用球头铣刀利用数控程序来完成,加工出来的零件不仅光度好,而且各项尺寸要求也非常精确,原等分差为0.04mm,等分中心误差为0.03mm,加工中心加工的各项误差均在0.02mm以内,而且不出现孔位置偏差和球R不合样板的现象,合格率接近100%。缩短了生产周期,提高了使用寿命。
4 结束语
通过工艺改进,不仅提高了产品的精度,还提高了生产效率,使用效果良好。
猜你喜欢
山西冶金(2021年5期)2022-01-24
中国金属通报(2021年9期)2021-08-06
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
中国体育教练员(2019年3期)2019-11-24
中国新技术新产品(2019年8期)2019-05-21
环球时报(2018-10-31)2018-10-31
轴承(2014年12期)2014-07-21
轴承(2010年2期)2010-07-28
