
轴承套圈机械打字上座设计
2014-03-16 12:26李瑞莲
哈尔滨轴承 2014年2期
刘 莹,李瑞莲
(1.哈尔滨轴承集团公司技术中心,黑龙江 哈尔滨 150036; 2.哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036)
1 前言
轴承是一种精密的机械零件,同一型号具有互换性。为了便于识别各类轴承,需要在轴承套圈端面打印上轴承型号、企业商标、生产国家、生产日期等标志。标志轴承套圈主要采用机械打字、电显刻字和激光打字等方法。电显刻字和激光打字在成品工序进行,加大了在制品在工序间流动过程中的管理难度,适合于形状特殊、品种单一、便于区分的轴承产品;机械打字在淬火前进行,便于生产管理,有效地防止混料现象,适合于多品种轴承产品。为了标志多品种轴承产品,设计了一系列的轴承套圈机械打字工艺装备,简称打字工装,其中打字上座是打字工装中一个非常重要的部件,通过打字上座确定打字的中心径尺寸、等分数等要求。根据轴承套圈打字中心径的大小将打字上座设计为固定式与可调式两种结构,并根据打字尺寸范围将打字上座进行了系列设计。经使用验证, 打字上座结构紧凑合理,字迹清晰,保证了打字质量,满足了客户要求,保证了生产顺利进行。
2 轴承套圈机械打字原理
机械打字通常使用40t、35t、25t压力机设备,配备上打字工装(见图1),将轴承型号、企业商标、生产国家、生产日期等内容,打印在轴承套圈的端面上。打字内容分为两等分、三等分、四等分形式,一般要求打印三等分形式。打字工装是由 打字上座1、紧固螺钉2、字头3、调整V形块5、支承板 6、底座7、紧固螺栓8组成,部件之间有形位公差要求。工作原理:将字头3通过紧固螺钉2安装在打字上座1中,再与压力机主轴连接起来,底座7通过紧固螺栓8固定在压力机工作台面上,支承板6通过螺钉安装在底座上,根据轴承套圈4的外径尺寸调整V形块5,使套圈中心位置对准压力机主轴中心位置后,用螺钉固定好,通过压力机驱动装置,实现打字上座轴向运动,使字头压入轴承套圈端面,完成打字工艺。
3 机械打字上座设计
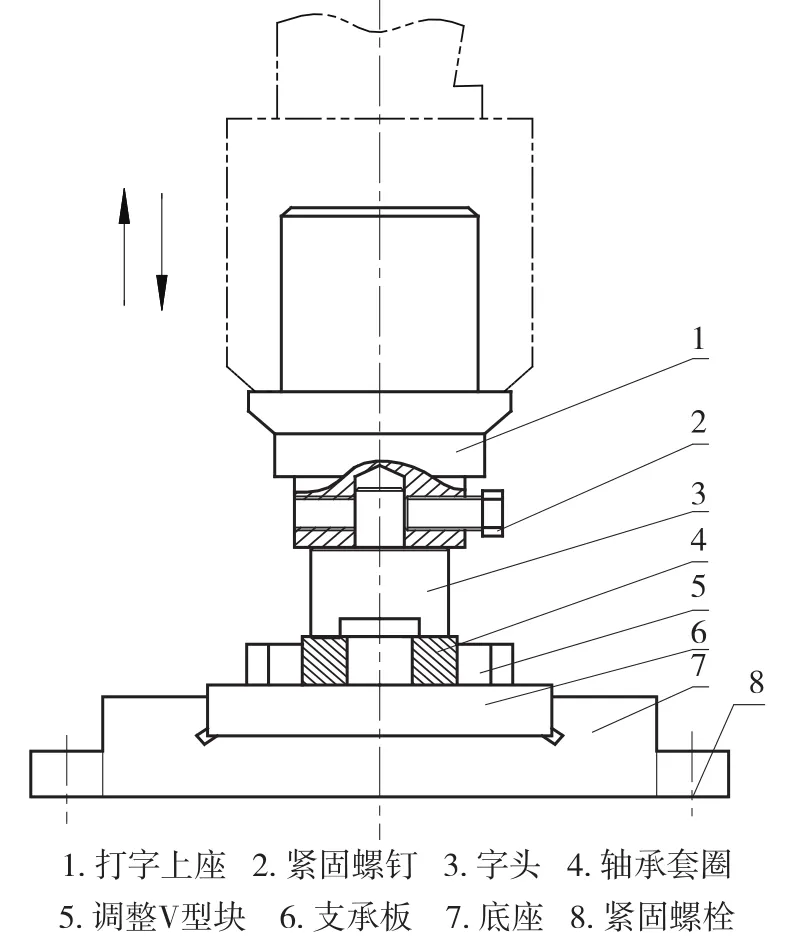
图1 机械打字工装简图
根据轴承套圈打字中心径的大小,规定如下。
(1)打字中心径小于40mm,采用整形字头(见图2),将打字内容按等分数刻在一整块字坯上,称为整形字头。整形字头材料为合金钢。为保证打字精度,要求整形字头两端面与A面的垂直差小于等于0.02mm。根据整形字头结构设计了固定式打字上座(见图3),是由打字上座1、紧固螺钉2、字头3组成。固定式打字上座采用中碳钢制造,结构简单,装卸方便,制造容易。
(2)打字中心径大于等于40mm,采用分离型字头(见图4),分离字头材料为合金钢。为保证打字精度,要求分离字头两端面与A面的垂直差小于等于0.02mm。

图2 整形字头
分离型字头需要按打字内容等分数成组使用,为此,设计了适用于40t、35t、25t压力机,φ35~135mm、φ80~260mm、φ90~300mm等一系列不同范围的两等分、三等分、四等分可调式打字上座。根据客户要求选择不同等分数的打字上座进行打字。以可调式三等分打字上座为例,结构见图5,由调整丝杆1、挡板2、 螺栓3、螺母4、螺钉5、三等分体6、螺钉7、定位块8、字头座9、字头10构成,结构紧凑,较复杂。其中字头座能够沿着等分体上的T形槽滑动,根据打字中心尺寸调整位置,因此称为可调式打字上座。字头座、体、调整丝杆材料均GCr15, 热处理45~50HRC。挡板、定位块材料均为中碳钢。
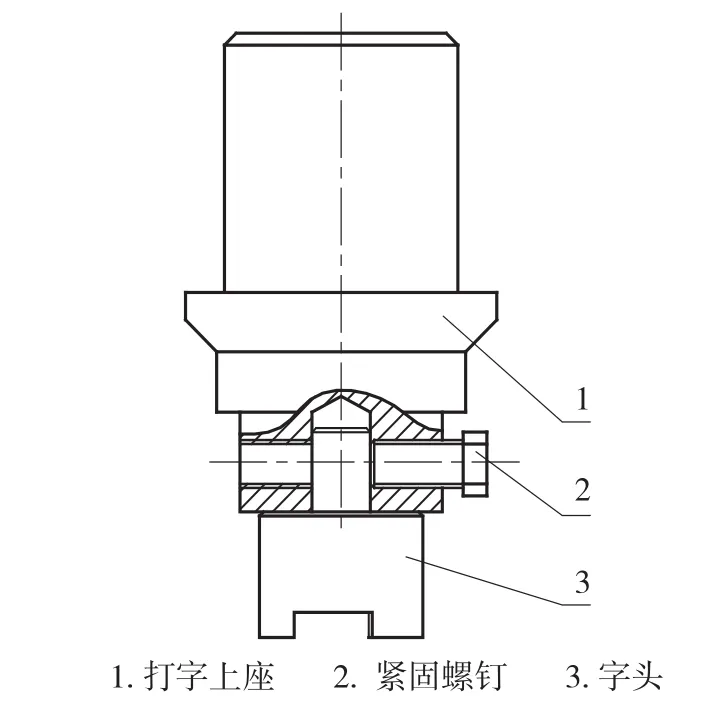
图3 固定式打字上座

图5 可调式三等分打字上座
使用时三个字头座9分别安装在三等分体6的三个等分支架上的6个T形槽内(每个等分支架有2个T形槽),通过螺母4与螺钉5锁紧,三个调整丝杆1分别拧入字头座对应螺纹孔,穿过螺纹孔与定位块8上对应圆柱孔内,用螺钉7固定好定位块,三个字头分别装在字头座上,且三个字头刻字面在一个水平面上,用螺钉3夹紧。打字上座通过床体的柄部与压力机主轴连接,并且要保证打字上座中心与轴承套圈中心一致,然后调整好打字中心尺寸,再通过螺钉将挡板2固定在体上,防止调整丝杆串位。轴承套圈靠调整V型块定好位,实现打字。经使用验证,打字字迹清晰, 满足了客户要求。
4 结束语
对机械打字工装进行了分析,提出固定式与可调式两种结构打字上座,设计遵循使用要求,结构紧凑合理。在生产分厂使用效果好,保证了轴承套圈打字工作顺利进行。
猜你喜欢
中国篆刻(2023年1期)2023-02-16
橡塑技术与装备(2022年10期)2022-10-03
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
有色金属材料与工程(2021年4期)2021-11-27
今日农业(2020年23期)2020-12-15
装备维修技术(2020年4期)2020-11-23
快乐语文(2019年8期)2019-06-03
创新作文(小学版)(2018年31期)2018-05-16
中国化肥信息(2016年44期)2016-05-17
