超高速纺丝吸丝枪吸丝效率影响因素的研究*
2014-03-16 08:57李永贵张龄方葛明桥
化纤与纺织技术 2014年2期
李永贵,张龄方,葛明桥
(1.闽江学院纺织服装技术福建省高校工程研究中心,福建 福州350108;2.生态纺织教育部重点实验室 (江南大学),江苏 无锡214122)
超高速纺丝 (卷绕速度6 000~12 000 m/min)已经由实验室阶段向工业化转变。然而,传统的以压缩空气为动力的吸丝枪的吸丝速度不到6 000 m/min[1-3];因此,在超高速纺丝生头或换筒时,不得不先降低卷绕速度,待吸丝枪捕获纱线完成生头或换筒后,再回到正常的卷绕速度。这使得高速纺丝不能完全实现,超高速卷绕机也不能完全发挥其作用[4-5]。因此,迫切要求开发新型的超高速吸丝枪。为了给制备高性能吸丝枪 (强吸丝力和低能耗)提供技术支持,本实验对最具代表性的涤纶FDY型吸丝枪进行了系统研究,考察了主要结构参数对吸丝能力[5-7]、 流场[8-9]和纱线运动[10-11]的影响。不同的纺丝设备、不同的产品规格及纺丝速度、不同的供气压力需要选取不同规格的吸丝枪。但是,这方面的研究尚未见相关报道。本实验测试了不同纱线种类、纱线喂入速度和供气压力下吸丝枪的吸丝张力和压缩空气质量流率,分析了这些因素对吸丝枪吸丝效率的影响机理,为进一步提高吸丝枪的性能提供参考。
1 实验
1.1 实验装置及方法
如图1所示,从空压机1出来的压缩空气,经过储气罐2、油水分离器3、流量计4和压力表5,进入吸丝枪6。从筒子7上退绕下来的纱线被吸入吸丝枪。纱线速度由速度调节器 (喂给罗拉)9控制,由张力仪10测得的张力 (以下称吸丝张力)间接表示吸丝枪的吸力[5-6]。

图1 实验装置示意图
1.2 吸丝枪结构及工作原理
图2是本研究所设计的吸丝枪的结构示意图。吸丝枪主要包括纱线吸入管①、喷嘴②、拉瓦尔管③和直管④。压缩空气通过入口进入气室,然后从压缩空气流入孔喷出,进入喷嘴丝道。压缩空气流入孔均匀分布于喷嘴圆周,它们的轴心线具有吸丝枪轴心线的轴向和周向分量。纱线推进管由拉瓦尔管③与直管④组成。从压缩空气流入孔喷出的气流以螺旋运动形式通过推进管,最后从直管排出。由于空气旋流中心产生了强烈的负压区,因此,纱线吸入管①入口处呈负压,纱线容易被吸入。纱线被吸入吸丝枪后,进入推进管。在推进管内,螺旋气流对纱线产生强力的推进作用。最后,纱线与气流一起被排出吸丝枪外[4-5]。
1.3 实验条件和材料
在本研究中,吸丝枪的结构参数采用文献[5-7]所得的最佳值。纱线喂入速度v=200~1 200 m/min,供气压力p=0.4~0.6 MPa(表压),所选择的纱线品种及规格见表1。图2为吸丝枪结构示意图。
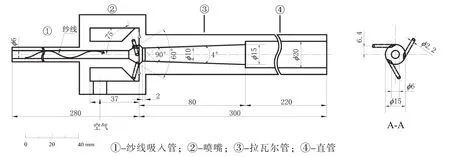
图2 吸丝枪结构示意图

表1 纱线品种及规格
1.4 评价方法
吸丝性能的评价指标有吸丝张力、吸丝速度和纱线吸入管入口负压等。为了便于不同吸丝枪的性能比较,从能量效率的角度,采用吸丝效率η来评价,其定义为吸丝张力F与空气质量流率G的比值,即η=F/G[5-7]。
2 结果与讨论
2.1 纱线喂入速度及供气压力对吸丝效率的影响
如图3(a)所示。不同的供气压力p下,随着纱线喂入速度v从200 m/min到1 200 m/min逐渐增大,吸丝力F都呈减小趋势。这可能是由于随着v的增大,吸丝枪内空气与纱线的相对速度越来越小,从而使得两者间的摩擦力减小,通过纱线张力来反映的F就呈现减小的趋势。当v相同时,F随着p的增大而增大。其原因可能是,随着p的增大,压缩空气流入孔中,压缩空气处于超临界状态 (马赫数M=1)[12]空气速度不变,空气密度随着p的增大而增大,从而空气质量流量G也随之增加,空气密度也相应提高,从而纱线与空气之间的摩擦力增大,结果使F提高。如图3(b)所示,总体来看,在p一定的条件下,吸丝效率η随着v的增大而减小;当v保持不变时,随着p的增大,η基本呈下降趋势。这可能是由于p越大,枪内尤其是压缩空气流入孔出口附近由于空间较小,使得乱流越多,造成较多的空气动能损失,转化成无用的热能 (或势能),最终降低了η。而p过小,则难以形成超音速涡流,在纱线吸入管中无法产生足够的负压,纱线不能被吸入,吸丝枪无法应用。

图3 纱线喂入速度v和供气压力p对吸丝效率的影响
2.2 纱线品种及规格对吸丝效率的影响
全拉伸丝 (FDY)和拉伸变形丝 (DTY)是涤纶长丝中应用最为广泛的两种。我们用这两类长丝的10种纱线 (见表1)来进行实验,通过改变纱线品种与细度来考察纱线特征对吸丝枪吸丝效率的影响规律。设定v=600 m/min,p=0.5 MPa。
如图4所示,随着FDY、DTY纱线线密度增大,F随之增加,η也随之提高。这主要是因为,对于同一类纱线,纱线直径随着纱线线密度增加而增加,从而增加了纱线与空气之间的摩擦力,即提高了F。同一细度的不同纱线,在同一条件下,FDY受到的F要比DTY的F大。这可能是因为DTY纱线具有较高的弹性,尽管单丝有波状屈曲,增大了与空气的摩擦力,但由于DTY有卷曲,实际喂入速度比设计给定值大,所以实测F值会较小,总体表现出来的F就小于相同细度的FDY纱线。随着纱线种类及规格的变化,空气质量流量G基本不变,因此本文未列出,其影响可以忽略不计,原因可能是纱线直径相对吸丝枪气道直径来说很小,对气流流场的影响很小。η与F变化趋势相似。
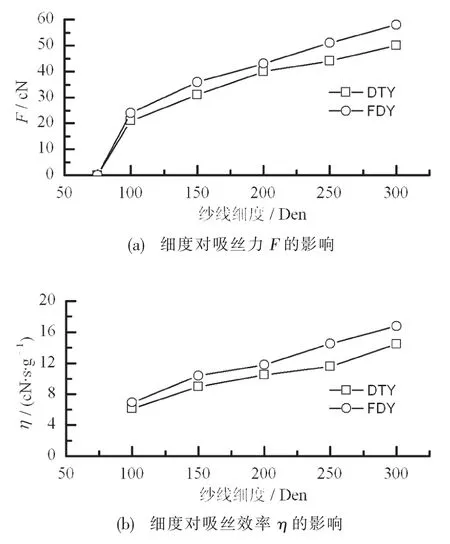
图4 纱线种类和细度对吸丝效率的影响
3 结论
本实验研究了实验条件和纱线种类与规格对吸丝枪吸丝效率的影响。结果表明:
(1) 对同一种纱线,在p一定的条件下,随着v的增加,吸丝力F和吸丝效率η呈现减小趋势;v一定时,随着p的增大,F和空气质量流量G均增大,但η呈下降趋势。
(2)在p和v一定的条件下,同一类纱线,线密度越大,F和η越大;对于相同细度的FDY与DTY, FDY受到的F较大,η较高。
(3)仅通过增加供气压力来提高吸丝枪作用的办法并不可行。
[1] RICHTER H H.Yarn handling apparatus: US, 345 2910[P].1969-07-01.
[2] VANDERIPHA.Yarnhandlingmethodandapparatus:US,3570339[P].1971-03-16.
[3] MCFALL A J.Yarn-handling device:US,4181247[P].1980-01-01.
[4] 张龄方,李永贵,葛明桥.国内外吸丝枪的研究进展 [J].合成纤维工业,2012,35(6):43-46.
[5] 李永贵,张龄方,葛明桥.吸丝枪喷嘴结构设计[J].化纤与纺织技术,2013,12(1):40-44.
[6] LI Y,ZHANG L,GE M,et al.Design of the nozzle of a yarn suction gun for fully drawn yarn[J].Textile Research Journal, 2014, 84(2):225-230.
[7] IEMOTO Y, TANOUE S, HOSOKAWA J, LI Y et al.Geometry effect of air suction gun on the yarn suction characteristics[J].J Tex Eng, 2008, 54(2):41-47.
[8] LI Y,IEMOTO Y,TANOUE S et al.Numerical simulation of airflow characteristics in air suction gun[J].J Tex Eng, 2010, 56(4):97-106.
[9] LI Y,IEMOTO Y,TANOUE S et al.Numerical analysis of the geometrical effects on the airflow characteristics of an air suction gun[J].J Tex Eng, 2010, 56(6):163-172.
[10] LI Y,IEMOTO Y,TANOUE S et al.Yarn posture in an air suction gun[J].J Tex Eng, 2010, 56(6):173-179.
[11] LI Y,IEMOTO Y,TANOUE S et al.Yarn motion in an air suction gun[J].J Tex Eng, 2011, 57(2):1-7.
[12] FINNEMORE E J,FRANZINI J B.Fluid Mechanics with Engineering Applications[M].10th ed.New York:McGraw-Hill Companies, Inc., 2002:600-601.
猜你喜欢
昆钢科技(2022年2期)2022-07-08
装备制造技术(2020年1期)2020-12-25
现代营销(创富信息版)(2018年9期)2018-09-03
建筑科技(2018年6期)2018-08-30
现代工业经济和信息化(2016年5期)2016-05-17
中国农业文摘-农业工程(2016年5期)2016-04-12
中国工程咨询(2016年4期)2016-02-14
天津化工(2016年5期)2016-02-12
化纤与纺织技术(2015年1期)2015-12-26
海军航空大学学报(2015年4期)2015-02-27