安钢提高烧结余热利用的生产实践
2014-03-15 07:18:44马忠民
冶金动力 2014年10期
马忠民
安钢提高烧结余热利用的生产实践
马忠民
(安阳钢铁集团有限责任公司,河南安阳455004)
对安钢烧结余热利用的生产实践进行了总结,介绍了安钢两套烧结机余热发电机组的建设、运行情况,并对机组发电情况进行了比对,分析了烧结机机尾余热锅炉和液密封环冷机对发电效果的影响,指出了当前安钢烧结余热利用生产暴露出的问题和存在的不足,并提出了解决办法和改进措施。
烧结;余热回收;液密封;生产实践
1 引言
烧结工序的能耗占钢铁生产总能耗的9%~ 12%,仅次于炼铁工序[1,2],因此烧结工序余热回收不仅是降低烧结工序能耗、提高能源利用效率的重要途径,也是钢铁企业节能减排的重要途径。近年来,烧结余热回收发电技术在钢铁行业获得了大面积推广应用[3-5],安钢是自2008年以来第一例采用双温双压余热锅炉、废气全循环技术实施烧结机改造的企业。2011年安钢新建500 m2烧结机时又提出同步设计、同时实施烧结余热发电项目。在结合第一例发电机组技术应用及运行工况的前提下,安钢又提出了回收烧结机尾部烟气余热的方案并给予实施。运行初期,新建余热发电机组存在发电不稳定、效率低的情况,在经过一系列提升发电效率的措施后,发电效果得到较好提升。500 m2烧结机余热发电项目的成功应用不仅大大降低了烧结工艺的能耗,而且给企业带来了较好的经济和社会效益。
2 安钢烧结余热资源利用情况
安钢现有烧结机5台,烧结机面积分别为95 m2、105 m2、360 m2、400 m2和500 m2,其中95 m2和105m2烧结机配备的是带冷机,由于95 m2和105 m2烧结机工艺水平、设备配套、环保设施等已经不能满足当前相关要求,目前已经停产计划拆除。其余3套烧结机均配套环冷机对烧结矿进行冷却。长期以来,安钢对烧结余热资源的回收主要集中在冷却机废气和烧结机烟气上,回收利用的方式有:采用热管式余热回收装置,回收冷却机高温段废气显热产生蒸汽;将烧结烟气返回烧结工序作点火炉助燃空气;预热烧结混合料等。存在的问题,(1)余热资源应用不合理,一方面烧结工序产生的余热资源并未得到有效的回收利用,存在余热资源浪费现象,另一方面,生产、生活需要的蒸汽又要动力厂锅炉供给,冬季公司蒸汽紧张时还不得不烧煤取暖。(2)热管式余热回收技术得到的余热蒸汽产品品质较低,主要用于冬季采暖,利用受季节限制,并且公司热管回收系统没有设除尘器和自动清灰装置,热管翅片上积灰严重,传热热阻很快变大,影响换热效率。另外热管余热回收装置采用的是开路流程,排气温度在200益以上,余热回收效率低。落后的烧结余热回收技术造成烧结工序总能耗偏高,基本在55 kgce/t以上(见表1,近几年安钢烧结工序能耗)。
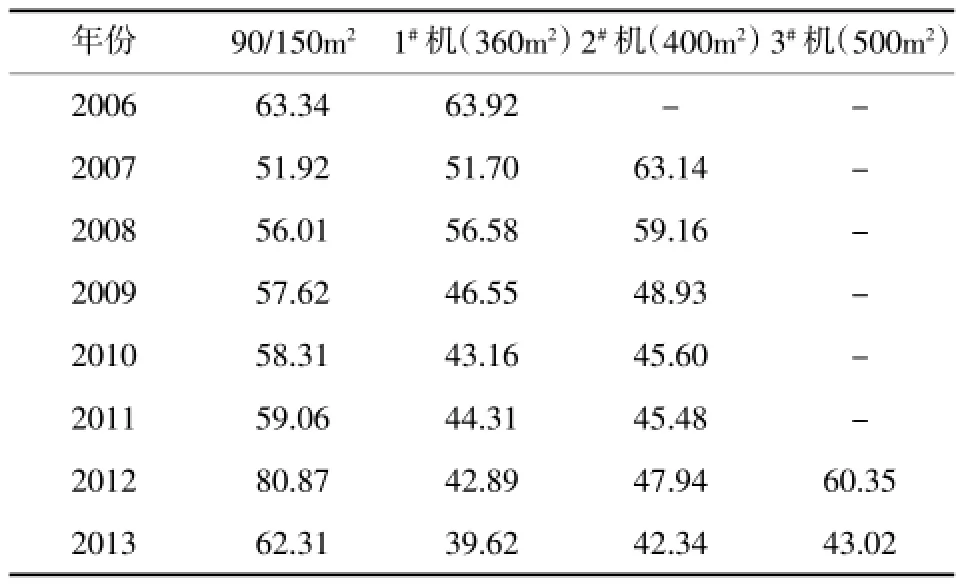
表1 安钢烧结工序工序能耗kgce/t
3 安钢烧结余热发电系统简介
3.1安钢烧结余热发电建设概况
安钢第一套烧结余热发电项目于2007年11月 7日正式开工,在安钢360 m2和400 m2烧结机上实施,360 m2烧结机配套环冷机为415 m2,环冷机配置5台相同的鼓风机,每台鼓风机风量为(45.3~ 48.4)伊104m3/h,风压为3648~4070 Pa;400 m2烧结机配套环冷机为460 m2,环冷机配置5台相同的鼓风机,每台鼓风机风量为(45.3~48.4)伊104m3/h,风压为3648~4070 Pa。经过前期调研、考察、比较相对于闪蒸工艺和单压余热锅炉工艺,双压余热锅炉的发电效率最高,可以达到25%以上,最后确定采用双温双压余热锅炉方式。经过近一年的建设,2008年9月22日汽轮机冲转成功。2012年8月安钢开始实施第二套烧结余热发电项目,项目对应的烧结机面积为500 m2,配套环冷机面积为550 m2环冷机,配置5台相同的鼓风机,每台鼓风机风量为(35.6~ 48.4)伊104m3/h,风压为3648~4070Pa。安钢两套余热发电系统的设计参数比较见表2。
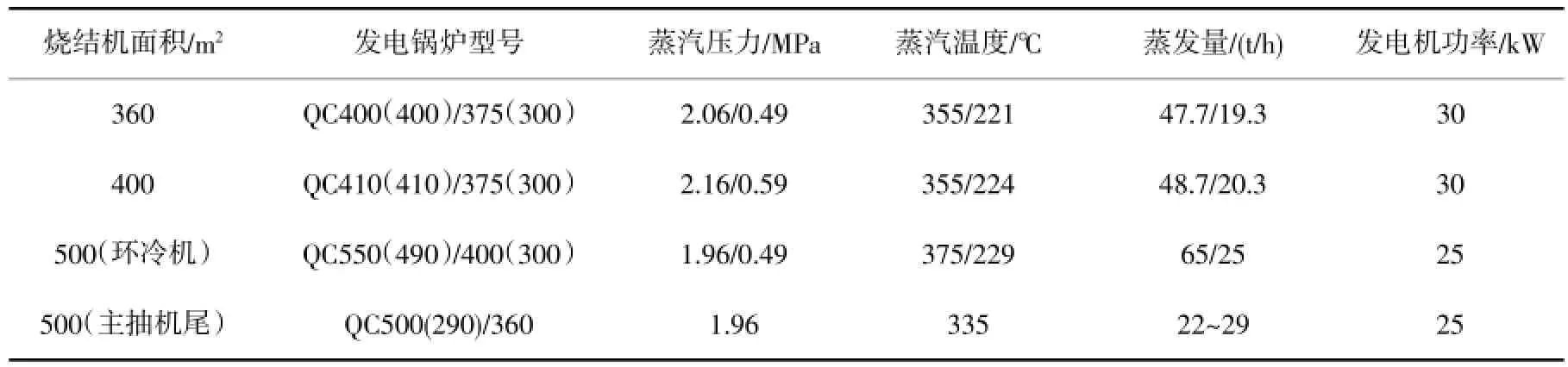
表2 安钢烧结余热发电系统设计参数比较
安钢实施第一例烧结余热发电技术改造时,受技术条件限制只回收了烧结环冷机段的废气余热,主要实施方案为:采用双温双压余热锅炉分段回收环冷机玉段和域段排出来的废气,余热锅炉换热后排出的140益尾气再经循环风机送回环冷机台车风箱。该方案的特点:一是双温双压余热锅炉分段回收提高了I段废气资源的品质;二是废气全循环模式减少了余热资源浪费;三是循环风机可同时替代一段环冷鼓风机,降低环冷机电耗。该方案的工艺简图见图1。
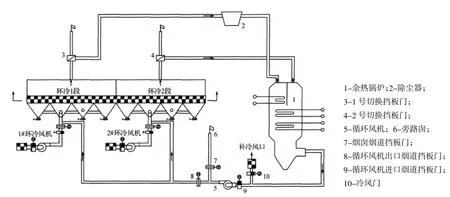
图1 安钢第一套烧结环冷机余热回收工艺简图
2.2烧结机烧结余热发电系统的改进
结合安钢第一套烧结环冷机余热回收项目的实施,在建设500 m2烧结机时即提出同步设计、建设余热发电项目。500 m2烧结机余热发电项目相比第一套余热发电机组有较好改进,主要如下:
(1)延续第一套余热发电技术的优势。采用双通道双温双压余热锅炉、废气全循环模式回收环冷机部分的中低温余热资源,通过锅炉尾部的循环风机将锅炉尾气送入环冷机冷却烧结矿,这样以来不但提高了锅炉进口烟气的温度,增加了锅炉的过热蒸汽温度,从而提高了发电效率,同时还使环冷机出口形成一定程度的负压,使环冷机烟气的泄漏量减少了20%左右,上述中低温余热的分级回收和梯级利用技术,最大限度地实现了中低温余热的充分回收并转换为高品质的电能。
(2)结合第一套运行情况给予改进。采用液密封环冷机替代传统的环冷机,由于液密封的密封效果好,有效减少了环冷机漏风率,提高了鼓风机利用效率,降低风机电耗;同时采用水作为介质进行动态密封,运动阻力小、运行成本低,环冷机台车驱动动能消耗小,通过改进液密封环冷机冷却风的风压及流态的稳定技术,提高了液密封效果的稳定性和台车运行的稳定性;由于液密封有双层台车,解决了台车体易于磨损、积料等问题,延长了台车的使用寿命;经过上述技术改造后,烧结机头尾端部漏风问题得到显著改善,系统漏风率整体下降了20%左右,环冷机排出尾气温度明显提高,基本维持在280~350益之间,同时减少了二次扬尘,周围环境得到了良好改善。
(3)扩大余热回收范围至烧结机尾部余热。设置机尾余热锅炉,将烧结主抽尾部22#~26#风箱的余热烟气引出来,通过余热锅炉换热后再送回主抽烟道,回收烧结主抽废气余热烟气量约27~32万Nm3/h,平均回收烟气温度约320~380益,大大提高了烧结矿余热资源回收量;机尾余热回收简图见图2烧结主抽尾部余热回收简图。
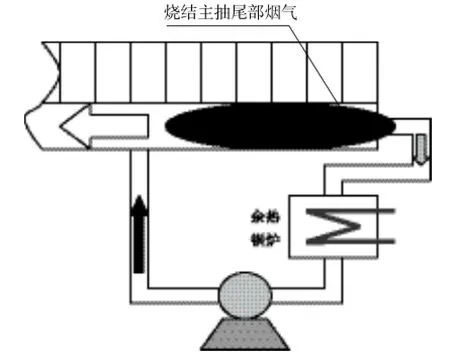
图2 烧结主抽尾部余热回收简图
3 技术应用与对比分析
3.1500m2烧结机余热发电运行状况
500 m2烧结机余热发电于2013年5月份开始试运行。6月份开机时间仅为11天,且有5天不正常,不正常作业率达到45%以上,日平均发电量达不到15万kWh,吨矿发电量仅为12 kWh/t。经过一段时间的运行,量化部分指标至操作规程,如主抽风温控制在120益以下,烧结机及环冷机结合上料量和产量对应不同机速。在双方联系沟通及时、操作优化的情况下,发电指标也有较好提升,发电负荷由5000 kW提升到1.2万kW,日发电量达到25万kWh以上,吨矿发电量可达到19 kWh/t以上,不正常作业率降低到30%以下。影响发电的关键是烧结生产波动造成的降负荷、停机时间(见图3,2014年4月份生产数据)。
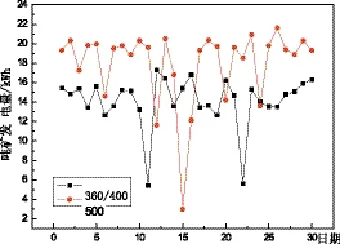
图3 2014年4月份安钢烧结吨烧结矿余热发电指标
3.2500m2烧结机余热发电与环冷余热发电对比
500 m2烧结机余热发电相比公司第一套环冷余热发电有不小改进,主要为增加烧结机尾部余热回收,并采用液密封环冷机。配置结尾余热锅炉后,吨矿蒸汽量可增加余热蒸汽25.9 kg,增加发电量约4.3 kWh/t。采用液密封环冷机后,环冷余热锅炉的品质得到较大提升,同时吨矿蒸汽量可增加3.1 kg/t(中温段),增加发电量约为0.9 kWh/t。总体来看,500 m2烧结机余热发电机组比第一套环冷余热发电机组提升发电量约为5.2 kWh/t,见图3。机组正常工况下主要对比参数见表3。
3.3效益分析
由以上分析可以看出,500 m2烧结机余热发电机组回收机尾余热并同时采用液密封技术比传统余热发电机组提高发电量约5.2 kWh/t烧结矿。以年产1000万t钢的企业计算,年产烧结矿约为1200万t,年发电量可提高约6240万kWh,折合标煤约为0.77万tce,减少CO2排放约为6 t,按华北地区的电价计算,年增加企业效益约为3744万元。
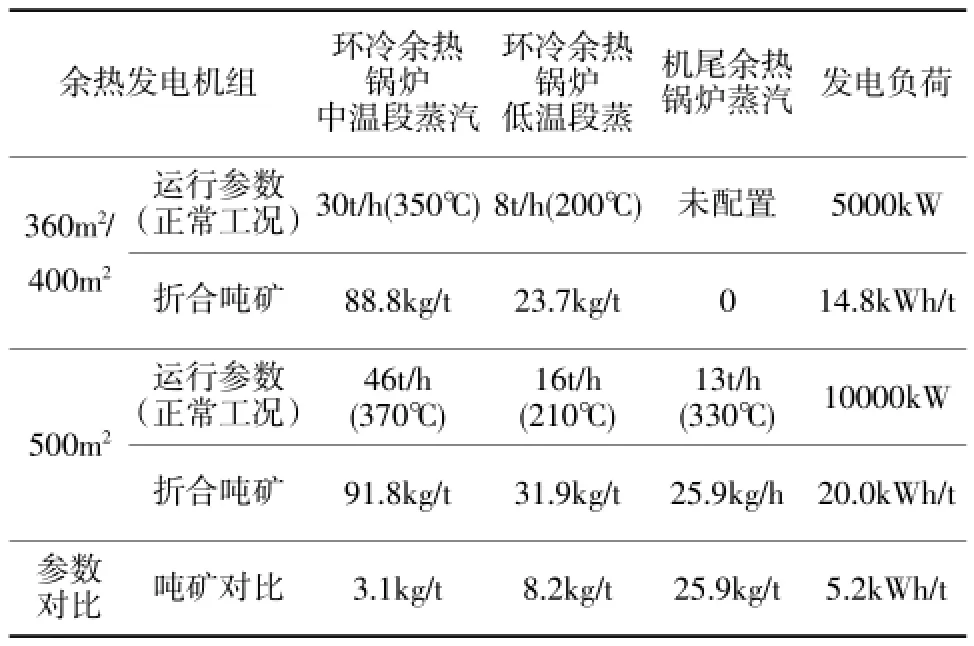
表3 余热发电机组运行参数及对比表
4 存在问题及改进措施
(1)废气温度波动大,实际运行中余热回收段温度最高能达到500益,最低时只有300益左右。
安钢首先在不影响全厂生产流程的前提下,积极调整烧结上下工序,保证烧结生产的连续,进而保证烧结余热资源的稳定、连续;其次,针对烧结机和环冷机,在满足烧结矿烧结质量的前提下,适当调整烧结工艺,加大厚料层烧结、密切注意观察倒数每4个或第5个风箱的废气温度作为超前控制的参数,采用调整机速的办法适当后移烧结终点,尽可能控制烧结终点在烧结机的末端实现,减少烧结余热通过主抽风机的热量损失,加大烧结余热的回收量,同时避免出现过烧或夹杂生料未烧透的现象出现导致降低成品率,而使吨烧结矿能耗上升。
(2)汽轮机运行不稳定,存在日常维护工作量较大、额定发电量不达产等问题,实际运行的发电量与设计的发电量数值差距在25%以上。
在烧结余热发电的实际运行中考虑到换热温差的条件下,适当提高主蒸汽温度,提高双压系统余热利用效率,增大汽轮机轴端功率。合理控制补汽蒸汽压力,补汽蒸汽压力的过高,使得进入汽轮机低压通流部分做功的补汽蒸汽进口比焓值降低,低压蒸汽流量减小,做功减少,降低了双压系统汽轮机轴端功率。由于汽轮机轴端功率随补汽蒸汽温度的变化较小,为了满足汽水换热温差的要求,补汽蒸汽温度的升高也受到了限制,生产中一直将补气蒸汽控制在190~200益范围内。
(3)烧结余热的热源连续性难以保证,500 m2烧结机对应发电机时尤为严重。
由于360 m2烧结机与400 m2烧结机两台烧结环冷机对应的是一台双压余热锅炉发电系统,因此在运行过程中存在缓冲,烧结机停产、检修对其烧结余热发电产生的影响相对较小,基本能够保证汽轮机的运行,实现了烧结矿显热回收发电的可调性。而500 m2烧结余热发电系统采用单台烧结机母管供给配一套发电系统的模式。烧结机在所难免的短暂停机后,由于没有热的烧结矿输送到环冷机上,导致余热锅炉蒸汽温度急剧下降;而重新开机后,从发电机解列到并网,一般需要2 h,针对500 m2烧结机的具体情况,在烧结机短暂停机后采取及时关闭环冷机和余热锅炉引风机的风门,调低发电机运转负荷,关小主抽风机的风门等措施,以减少烧结机的停机次数,提高发电效率。综合来看,采用多台烧结机母管供给配一套发电系统的模式优于单台烧结机对一套发电系统模式。
5 结束语
安钢近年来中低温余热回收技术在烧结余热回收方面得到较好应用,两套烧结余热发电系统的成功实施,不仅有效地降低了烧结生产的能耗和生产成本,同时也为国内同类企业提供了可参考的实例。随着企业余热发电技术应用的经验积累和管理的精细化,安钢在烧结余热发电的潜力会进一步挖掘开发,余热回收利用的应用面将进一步扩大,余热回收利用的经济效果会大幅提高。虽然目前烧结余热回收技术在运行稳定性、投资回报等方面还存在不确定的问题,但随着国家节能减排政策的严格要求,人们低碳经济的意识进一步提高,烧结余热回收利用技术在全国的推广和普及必将更加广泛,在提高企业经济效益的同时也会产生更大的社会效益和环境效益。
[1]蔡九菊,王建军,陈春霞等.钢铁工业余热资源的回收与利用[J].钢铁,2007,42(6):1.
[2]胡长庆,师学峰,张玉柱等.烧结余热回收发电关键技术[J].钢铁, 2011,46(1):86.
[3]汪保平,吴朝刚,顾云松.马钢300m2烧结机带冷烟气余热发电工程[J].烧结球团,2007,32(2):8.
[4]张瑞堂,傅国水,李真明等.济钢320m2烧结机余热发电投产实践[J].烧结球团,2007,32(5)47.
[5]王绍云,邓传如,齐温圣.日钢2伊360m2烧结机余热发电系统及生产[J].烧结球团,2011,36(5):48.
Production Practice of Increasing Utilization of Sintering Residual Heat in Anyang Steel
Ma Zhongmin
(Anyang Iron&Steel Group Co.,Ltd.,Anyang,Henan 455004,China)
The production practice of sintering residual heat recovery in Anyang Steel is summarized inthepaper.Theconstructionandoperatingexperienceof thetwopower generators using sintering residual heat at the plant are introduced and the current operation states of the two generators are compared.The effect of heat recovery boiler at sinter tail and liquid sealing circular-cooler on power generating performance is analyzed,problems and shortcomings in the sintering residual heat recovery are also pointed out and solutions and improvement measures are put forward.
sinter,waste heat recovery,liquid seal,production practice
TK115
B
1006-6764(2014)10-0041-04
2014-08-25
马忠民(1962-),男,东北大学热能工程研究生毕业,高级工程师,现从事能源环保专业工作。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:27:12
山东冶金(2019年6期)2020-01-06 07:46:12
山东冶金(2019年5期)2019-11-16 09:09:36
山东冶金(2019年1期)2019-03-30 01:35:08
山东冶金(2018年5期)2018-11-22 05:12:32
经济师(2017年9期)2017-10-30 17:51:16
人力资源管理(2016年5期)2016-08-11 10:06:40
设备管理与维修(2016年6期)2016-03-16 02:21:57
山东冶金(2015年5期)2015-12-10 03:27:42
现代冶金(2015年4期)2015-02-06 01:55:56