X20系列PCC在西安市草堂水厂水处理中的应用
2014-03-15 07:14西安全方科技发展有限责任公司陕西西安710076
自动化博览 2014年2期
王 飞,安 鑫 (西安全方科技发展有限责任公司,陕西 西安 710076 )
X20系列PCC在西安市草堂水厂水处理中的应用
王 飞,安 鑫 (西安全方科技发展有限责任公司,陕西 西安 710076 )
本文针对市政水厂水处理的特点和控制要求,设计了一个基于贝加莱X20系列PCC和以太网的水厂水处理监控系统,论述了系统的组成和工作原理。各PCC控制站对数据进行处理,并且使用计算机对系统进行监控。实际运行结果证明,该方案控制结果良好,达到了水厂水处理标准,为市政水厂水处理监控高效化提供了良好的基础。
可编程计算机控制器;以太网;水厂水处理;滤池过滤;监控系统
1 引言
随着计算机和通信技术的发展和自动化水平的不断提高,越来越多的工厂采用分布式控制,集中信息管理的控制模式。对水厂运用集散控制系统模型可以最大限度提高水厂运行可靠性,提高出水水质,降低能耗和工人劳动强度,达到提高经济效益的目的。可编程计算机控制器(Programmable Computer Controller,简称PCC)以其高可靠性、编程方便、耐恶劣环境、功能强大等特性已成为工业控制领域中增长速度最迅猛的工业控制设备,它能很好地解决工业控制领域普遍关心的可靠、安全、灵活、方便、经济等问题[5]。本文以西安市草堂水厂的水处理为例,介绍了基于贝加莱PCC和以太网的水处理自动控制系统的实现。PCC通过控制电缆与现场被控制设备建立连接,通过以太网与上位计算机建立通讯连接,从而实现数据采集和对现场设备的自动控制。
2 水厂水处理流程
草堂水厂日处理水量为5.0万m3/d,出水标准要求达到《城市供水水质标准》要求,草堂水厂工程主要建筑物包括引水口、格栅间、混合反应沉淀池、气水反冲洗滤池、反冲洗间、清水池水泵房及配电室、反冲洗间、加氯加药间等组成。处理工艺采用前加氯预处理、加药混凝、斜管沉淀、V型滤池过滤、滤池反冲洗、滤后加氯消毒等工艺处理,净化水达标后,高区采用水泵送水用户管网,低区利用重力自流送入用户管网。水处理流程如图1所示。
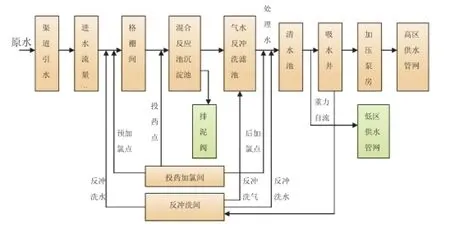
图1 水处理流程图
3 系统控制方案
3.1 系统工艺分析
该水厂进水来自西安黑河水库的蓄水,所以进水的水质变化不是很大。在众多影响混凝剂投加量的因素中,变化频繁影响最直接的是进水的流量变化,进水流量测得水量,水的加注率由进水水质实验室试验确定,加药量等于水量乘以加注率,据此来控制加药泵的频率,即进水流量进行开环控制。
前加氯根据进水流量进行开环控制,即进水流量测得水量,氯气的加注率由进水量进行实验确定加氯量,据此来控制加氯机的频率,后加氯根据余氯仪表的检测进行闭环控制加上前加氯量的前馈反馈,测定进入清水池的过滤水的余氯含量和设定值比较负反馈数学模型的建立,使得进入清水池的过滤水的余氯含量尽可能地控制在设定值左右。这样对加氯的控制有一定的效果,不会因加氯过多造成成本增加,也不会因加氯量不够达不到消毒杀菌的目的。
混合反应池共14 组排泥阀门,根据运行工艺要求3#~7#排泥阀为一组,8#~12#排泥阀为一组,每组设置排泥阀的排泥时间(秒为单位)和排泥间隔时间(分钟为单位)。设定1#2#排泥阀的排泥时间(秒为单位),设定13#14#排泥阀的排泥时间(秒为单位)。每一组排泥阀按照设定时间自动地进行周期排泥运行。刮泥机以周期刮泥时间进行自动运行(小时为单位),正向到位需要设置刮泥机停止时间(分钟为单位)。1#2#排泥阀的开启和1#刮泥机进行联动控制,1#刮泥机正向到位时,触发命令打开1#排泥阀进行排泥XX秒,排泥时间到关闭 1#排泥阀。1#刮泥机反向到位时,触发命令打开2#排泥阀进行排泥XX秒,排泥时间到关闭 2#排泥阀。13#14#排泥阀的开启和2#刮泥机进行联动控制。
滤池共有2系滤池工艺体,每系滤池工艺体有6个单格滤池,共有1#~12#单格滤池。
过滤控制根据工艺要求分为两个阶段:过滤阶段和反冲洗阶段。
A过滤阶段如图2所示。

图2 A过滤阶段流程图
从沉淀池出来的水进入滤池进行过滤。滤池正常工作时,工作过程始终保持恒水位过滤。过滤恒水头由可调节出水阀开度进行控制。滤池水位测量值与水位设定值比较后控制滤池出水阀的开度,使滤池在恒水位条件工作。滤池的正常过滤操作可通过在中央集中控制室上位机进行,也可通过PLC子控制站人机界面进行滤池的操作和相关参数的设定。
B反冲洗阶段如图3所示。
需要反冲洗的条件有2种,一种人工强制反冲洗,在上位机操作反冲命令,滤池将按照PLC程序自动完成反冲洗的顺序控制。一种当设定恒水位过滤时,滤池的水位和浊度已经超过了正常过滤的液位设定值或者浊度设定值,就需要自动进行反冲洗。

图3 B反冲洗阶段流程图
过滤反冲洗工艺控制要求如下:
(1)滤池的反冲洗的3种工作方式:
• 上位机手动点控设备(上位手动反冲);
• 单格滤池强制反冲洗(强制反冲);
• 定时自动排队反冲洗(自动定时反冲)。
反冲洗的顺序按先后顺序排队等候,强制反冲洗某滤池后,此滤池从排队序列中自动排至最后次序。并且显示滤池过滤状态、等待状态、强制过滤状态。
自动反冲洗。当滤池中正常过滤时间已经到达设定时间,单滤池进入自动反冲洗阶段。先关进水阀,按照预先设定开度开出水调节阀。待滤池水位下降到设定值时,开启进水阀,关闭出水调节阀并开启排水阀,启动鼓风机,开启气冲洗阀气冲到设定时间,开水冲洗水泵,气、水混合冲洗,到达设定值后关闭气冲阀,停鼓风机,开排气阀,排掉水分配槽内的空气,避免滤池产生短流现象;经过一个设定时间后关冲洗水阀,停反洗水泵。待水位降到设定值后,关排水阀,开进水阀,清水出水调节阀由水位信号控制,水位到达设定值后,开始恒水位过滤,反冲洗过程结束。在反冲洗过程中的任何一个环节出现了设备故障或者冲洗步序失败,故障报警退出反冲洗状态。
反冲洗过程中的每一个周期、气洗时间、气水洗时间、水洗时间均可以由操作人员根据生产实际情况在中控室上位机或现场操作终端进行设定和更改。在混合反冲洗后的冲洗过程中,进水阀处于开启状态,其目的是通过进水槽底部侧向出水孔水流对滤池表面进行横向扫洗,使污水流向排水槽,提高反冲洗效果。
(2)设定滤池反冲洗周期时间(小时为单位),设定下一滤池反冲洗间隔时间(分钟为单位)。
冲洗过程为三段式冲洗:气冲洗 → 气水混合冲洗 → 水冲洗滤池的气冲洗 → 气水混合冲洗 → 水冲洗阶段的时间接口进行预留(秒为单位)
(3)每次只有一格滤池进行冲洗,1系滤池1#滤池~6#滤池和2系滤池7#滤池~12#滤池反冲洗时的次序进行互倒,1系滤池反冲洗完,下一个反冲洗的应该为2系滤池反冲洗。使得2个系列滤池运行能够相对均衡,提高滤池过滤水的质量和运行效率。
3.2 水厂处理控制方案
自动控制系统采用开放的分布式控制系统,整个污水厂自控系统由中央控制室操作员站、现场控制站和现场仪表组成。基于以上系统结构的特点和要求,选用贝加莱X20系列的PCC控制器,能够较好地满足控制系统设计的先进性、实用性、可靠性、经济性、开放性的原则,满足水厂工程工艺生产管理和自动化控制的要求。
根据水厂的分布情况,共设有二个PCC现场控制站,14套阀岛箱。
(1)反冲洗间PCC1控制站,包括一个控制柜和装在其中的一套PCC及相关的电气元件。其功能为采集进水井、仪表井、格栅、反应沉淀池、滤池、反冲洗间设施间内的格栅、反应沉淀池、滤池、反冲洗间的工艺参数(流量、pH、浊度、液位压力)等,采集工艺设备(格栅机、刮泥机、反冲洗水泵、鼓风机、启动阀门、电动阀门)等设备的运行状态。并根据工艺要求对其进行控制。PCC1站控制柜带有一个HMI人机界面,也可以实现工艺参数的监测和控制。PCC1站工业交换机,通过工业以太网环网与中央监控系统进行通讯连接。
(2)送水泵房PCC2控制站,包括一个控制柜和装在其中的一套PCC及相关的电气元件。其功能为:采集吸水井、给水泵房、仪表井的工艺参数,并根据工艺要求对其进行控制;PCC2站配置1台工业交换机,并通过此交换机与中央监控系统进行通讯连接。
中央控制室操作员站和现场PCC控制站之间通过工业以太网联接,数据和参数可以在PCC与中央控制室管理站之间相互传送[3];PCC控制站和阀岛箱、加氯控制柜之间通过Profibus DP总线进行数据传输,PCC控制站和现场仪表之间通过现场总线和4~20mA进行数据传输;电机控制中心MCC控制站通过PCC控制站的输入输出模块和PCC进行数据传输。
在PCC现场控制站上,配置了带TCP/IP接口的通讯模块,以便和中央控制站通讯。配置了带Prof i bus DP接口的通讯模块,以便和阀岛箱、加氯控制柜之间通讯。PCC现场控制站将监视和控制水厂水处理的整个生产过程,并通过通讯网络与监控计算机及其它现场控制设备进行通讯。中控室能够观察到一些重要的运行状态和工艺参数,对现场设备进行操作及控制参数的设置和修改。考虑到方便、安全调试和运行以及紧急情况,整个系统主要机械设备的控制采用就地手动控制、自动控制、中央控制站遥控的三层控制模式;其它设备采用现场控制、中央控制的两层控制模式。
系统控制结构图如图4所示。

图4 系统网络图
3.3 硬件设计
上位机硬件系统配置监控计算机为两台计算机,其性能稳定,可靠,性价比高。上位组态软件采用IFIX,采取以太网驱动来负责PCC和IFIX组态软件的数据通讯,主要实现对水厂水处理各工艺参数的检测与控制。
下位机系统采用2台贝加莱X20高性能X20CP3484控制器,自带以太网和RS232通讯接口,配置了3个X20IF1061 DP通讯模块,其处理频率达到Celeron 266,达到800US任务执行时间。带Ethernet和USB接口,以及实时以太网Ethernet POWERLINK连接(EPL 框架协议支持)。此外,可为其他接口模块提供三个多功能插槽,可移动存储CompactFlash卡,无风扇运行,极其紧凑。
X20CP3484控制器通过编制控制程序,对现场控制站I/O模块进行数据采集和分析、运算并相应输出结果。自带以太网接口实现与监控中心数据通讯,DP通讯模块与其它工艺控制器进行DP通讯。采用容易扩展X20 I/O单元,采集远程设备数据信号,结构紧凑,功能齐全,性价比高,安装方便[4]。
根据上述控制内容和工艺要求,控制系统要完成对系统参数的检测、控制、报警和自动生成报表等功能。因为本监控系统采集和控制点数非常多,为了实现系统正常、稳定、安全、高效的运行,系统以工业以太网链接为主干网;局部采用Prof i bus DP主从式链路的局域网形式。上位机通过100M Ethernet,采用TCP/IP协议与上位机进行信息传输。通过上位机与主控单元实现对工业现场的实时监视和控制,实践表明,系统有很好的运行结果。
3.4 软件设计
贝加莱的PCC控制器采用分时多任务操作系统,可将控制要求分成多个任务并且在一个扫描周期内同时执行。系统软件使用Automaton Studio,它支持标准的C、Basic、梯形图、指令表、顺序结构图等6种标准的开发语言,提供了强大的数据运算和处理能力。同时编程环境中包含丰富的函数库及功能块,大大减轻了开发人员的工作量。本系统使用高级语言C进行编程,其运算时间快,而且容易实现模块化编程。加上PCC的分时多任务系统,可以使控制更加快速和精确,以达到更好的控制目标。
Automation Studio对所有自动化系统完成集成和配置任务并且能准确地识别硬件组件,提供直观精确的诊断功能,远程诊断功能、开放式接口。它的硬件和软件都是模块化的,可以根据控制需要组合成污水处理的专用控制系统,并具有灵活自由的联网和扩展能力。所有的模块(包括液位控制模块、温度控制模块等智能模块)通过一个系统总线进行连接通讯,中间没有接口,并且还具有分时多任务操作系统,可以设定程序循环周期。例如该系统就针对不同的控制要求采用了三种不同的循环时间,这样系统控制就可以分时实现各自的控制目标,使CPU的利用率达到最高。Automation Studio是确保透明性的研发过程和机器高效运行的安全性保障。系统的程序流程如图5所示。
图5 系统程序流程图及多循环任务
4 控制系统上位机设计
上位机软件采用IFIX5.0版本。IFIX专门为过程控制和现场监控开发的监控系统软件。在组态时充分利用其强大的上下位全集成功能,节约了开发时间并增强了系统的透明访问度。IFIX5.0可以通过以太网驱动与贝加莱PCC进行通讯。首先要设置好贝加莱PCC以太网相应的配置和数据点的分配,接着在IFIX驱动管理器中以太网驱动,再驱动中添加数据点进行配置并激活,在IFIX数据库中定义变量,然后就可以将已经存在的驱动器和数据地址添加到数据库中。
操作员站的两台工控机作为冗余服务器,支持TCP/IP网络协议。在组态服务器时,系统会要求将两台服务器中的一台定为缺省主机,另一台为冗余伙伴服务。在缺省主机上创建工程项目,并对该项目进行组态,建立与各PCC连接的驱动程序,在各个驱动程序下建立驱动连接以及过程变量,归档变量记录和报警记录,创建过程画面等。
在监控画面中可以实现自动控制调节中的手动/自动切换、给定值输入、参数输入等功能,使操作人员操作管理很方便。利用此软件可以完成监视器显示所需的现场设备监控画面。如系统状态图、硬件报警、工艺报警、模拟量趋势、对比趋势、操作日志、报表输出等。可直观、动态地显示出现场各部位重要参数的变化。以系统监控总画面和进水泵画面为例,如图6、图7所示。
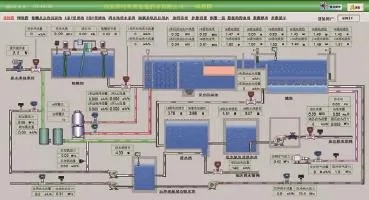
图6 监控系统流程界面
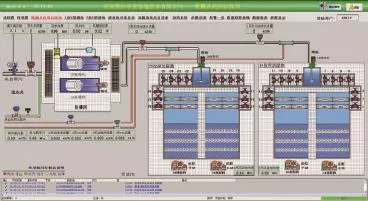
图7 监控系统沉淀池界面
5 结语
本水处理监控系统集PCC技术、网络通信技术、计算机技术、传感器技术、数据库管理于一体,采用分散控制、集中管理、综合监控的模式,准确掌握了水厂水处理各项工艺指标,快速监控设备运行状态,降低了现场操作人员及生产管理者的劳动强度,大大提高了水厂在线监测的自动化程度。在采用技术和软硬件选型上,通过合理的方案配置使水厂水处理监测系统达到最高的性价比。
[1] 韩剑宏. 水工艺处理技术与设计[M]. 北京: 化学工业出版社, 2007.
[2] 张成立, 王健. 水厂自动化中存在的问题探讨[J]. 给水排水 , 2003, 29 (10) .
[3] 贝加莱公司X20选型手册[Z]. 2011.
[4] 张浩, 谭克勤, 朱守云. 现场总线与工业以太网应用技术手册[M]. 上海:上海科学技术出版, 2002.
[5] 齐蓉, 肖维荣. 社可编程计算机控制器技术[M]. 北京: 电子工业出版社, 2005, 11.
Application of X20 Series PCC in Xi'an Caotang Water Treatment
According to characteristic and control requirements of municipal water treatment, this paper puts forward a monitoring and control system for water treatment based on B&R PCC and Ethernet, and discusses its composition and operating principle. The data is processed by the PCC control station, and the system is monitored by Computer. The actual operation demonstrates the effectiveness of this system, and water treatment standards can be reached, which provides a good solution to monitor municipal water treatment.
PCC; Ethernet; Water treatment; Filter fi ltration; Monitoring and control system
王飞(1981-)男,陕西长安人,中级工程师,工学学士,2005年毕业于西安工程科技学院,现任西安全方科技有限责任公司工程师,主要工作方向为净水厂水处理工艺中的自动化控制。
B
1003-0492(2014)02-0066-04
TP273
猜你喜欢
化工管理(2022年14期)2022-12-02
化工管理(2022年13期)2022-12-02
节能与环保(2022年3期)2022-04-26
供水技术(2022年1期)2022-04-19
建材发展导向(2021年13期)2021-07-28
黑龙江水利科技(2020年8期)2021-01-21
科技风(2019年31期)2019-12-05
重庆与世界(2019年10期)2019-11-25
中国电气工程学报(2019年3期)2019-09-10
无人机(2017年10期)2017-07-06