通用卡尺内、外尺寸专用检具*
2014-03-14 10:41黄守义曹盛华上海市浦东新区计量质量检测所
上海计量测试 2014年6期
张 超 黄守义 曹盛华 / 上海市浦东新区计量质量检测所
通用卡尺内、外尺寸专用检具*
张 超 黄守义 曹盛华 / 上海市浦东新区计量质量检测所
介绍一种通用卡尺内、外尺寸专用检具的研发背景、构成及工作原理,分析检测数据,并在实际应用中得到可靠的验证,其结构简单、组装快捷、检测直观、方便易行,该专用检具适用于通用卡尺内、外尺寸示值误差的检定或校准。
通用卡尺内、外尺寸;专用检具;测量标准
0 引言
量块是一种高准确度的实物量具,通用卡尺专用量块主要是提供几组测量需要的外尺寸测量标准,用于通用卡尺示值误差的检定或校准(以下统称检定)。JJG 30-2002《通用卡尺检定规程》中对检定刀口内量爪的示值误差不设检定项目,新修订的JJG 30-2012《通用卡尺检定规程》中提出了刀口内量爪的示值误差应作检定的要求。而原来的通用卡尺专用量块只能作为外尺寸测量标准,量块如不配用量块专用夹具就不能成为内尺寸测量标准。为适应现行规程的要求,急需有多种符合检定规程规定的“量块和内测量专用检具或相应的标准内尺寸作为内尺寸测量标准”。为此,设计研制涉及通用卡尺内、外尺寸专用检具,以满足通用卡尺检定的需要。结合几何量计量基础理论和通用卡尺检定、校准的实践,依椐JJG 30-2012的要求,自主研发的通用卡尺内、外尺寸专用检具,经检测达到了设计要求,日前已通过了“通用卡尺内、外尺寸专用检具”实用新型专利的申请并获得了国家专利证书(专利号:ZL 201320161340.3),为通用卡尺内尺寸专用检具增加了新的成员。
1 专用检具的构成及工作原理
通用卡尺内、外尺寸专用检具是根据双向等量螺旋夹紧扭力平衡原理,利用两套12块组卡尺专用量块,将现有的卡尺专用量块和测量块等有序组合,通过在一根方形主轴上,用测量块与两块一组的同尺寸卡尺专用量块交替排列、错位研合后用定位螺母和锁紧螺帽固定,形成了三组内尺寸测量标准和三组外尺寸测量标准,即成为同时能对通用卡尺内量爪和外量爪的示值误差实施检定的通用卡尺内、外尺寸专用检具,详见图1、2。
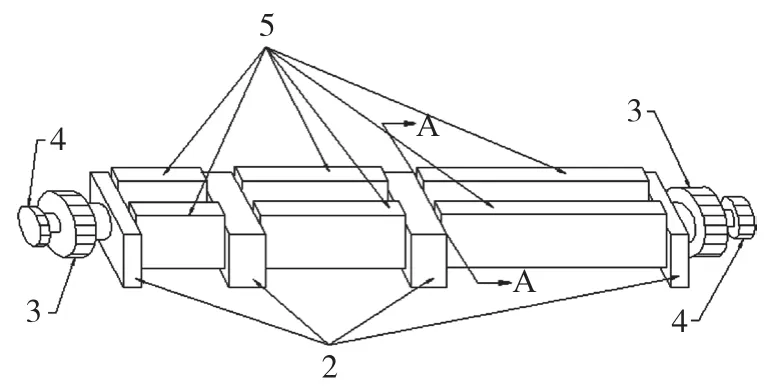
图1 通用卡尺内、外尺寸专用检具结构组成
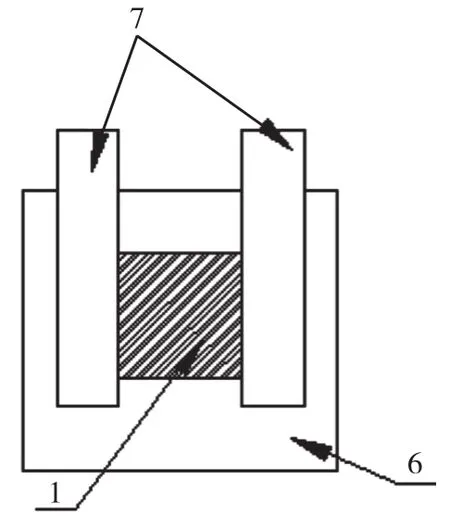
图2 通用卡尺内、外尺寸专用检具A—A向剖视
通用卡尺内、外尺寸专用检具技术方案,包括方形主轴、测量块、定位螺母、锁紧螺帽、卡尺专用量块;方形主轴1顺序穿过四块测量块2,其两端分别有定位螺母3,定位螺母3外侧设有锁紧螺帽4,方形主轴1两侧边及四块测量块2之间夹有三组卡尺专用量块5,方形主轴1中间的截面为矩形结构,测量块2的形状为矩形,测量块2中轴线的上部位开有与方形主轴1相配的方孔,方形主轴1两侧边与测量块2之间分别交替排列夹持卡尺专用量块5,四块测量块2与三组卡尺专用量块5错位研合,由两端的定位螺母3固定后,螺帽4再锁紧,卡尺专用量块5夹持后的两块测量块2两端面一对相互平行测量块内尺寸测量面6之间的距离,形成内尺寸测量标准。卡尺专用量块5置于高过测量块2上端的量块两端面,是卡尺专用量块外尺寸测量面7,为量块原有的外尺寸测量标准。通用卡尺内、外尺寸示值误差检定用内、外尺寸测量标准的测量范围上限在70 ~ 500 mm之间。
本专用检具的安装顺序:测量块2开有的方孔穿入方形主轴1;方形主轴1两侧边及四个测量块2之间夹持卡尺专用量块5;定位螺母3的内螺纹在方形主轴1两端的外螺纹上可顺时针或逆时针旋转;利用两块一组同尺寸卡尺专用量块5分成三组与带孔测量块2交替排列,使两端和中间的测量块2的测量面与三组卡尺专用量块外尺寸测量面7错位1/4左右研合,用定位螺母3顺时针旋转与两端的测量块2锁紧定位,锁紧螺帽4在两端定位螺母3外侧作顺时针旋转恒力紧固。此时形成三个内尺寸测量标准和三个外尺寸测量标准。
2 专用检具的准确度及检测数据分析
根据JJG 30-2012表9及6.3.12.1示值误差中要求:“用3级或5等量块测量”;JJG 146-2011《量块检定规程》规定,部分3级量块测量面上任意点长度(外尺寸)极限偏差和长度变动量见表1中的1、2。考虑到三组3级量块与4块测量块组合后存在平面度、平行度、同轴度等不确定度因素,组合后生成的内尺寸测量标准的准确度随之降低,设定了内尺寸测量标准的内尺寸长度极限偏差是外尺寸量块长度极限偏差三倍或小于三倍,内尺寸测量标准的长度变动量也相应同步放宽(见表1中的3、4)。
用3级或5等量块和测量块等组成一套测量范围上限150 mm通用卡尺内、外尺寸专用检具,其中用四个测量块与两块41.2 mm、两块81.5 mm、两块121.8 mm共三组卡尺专用量块顺序交替排列,测量块测量面与卡尺专用量块外尺寸测量面之间实行错位1/4左右研合,形成了(41.2 mm、81.5 mm、121.8 mm)三个内尺寸测量标准和三个外尺寸测量标准。将专用检具存放恒温实验室20 ℃ 环境中进行24 h恒温处理,用三坐标测量仪对其检具上量块夹持后生成的内尺寸测量标准进行测量,数据见表2。
可以证明,内尺寸测量标准的长度极限偏差和长度变动量均未超出表1的规定, 生成的内尺寸测量标准已能满足JJG 30-2012的要求。专用检具生成的内测量标准准确度能够达到且优于JJG 30-2012规定的示值最大允许误差的三分之一,故通用卡尺内、外尺寸专用检具是完全可以作为检定通用卡尺的内尺寸测量标准。
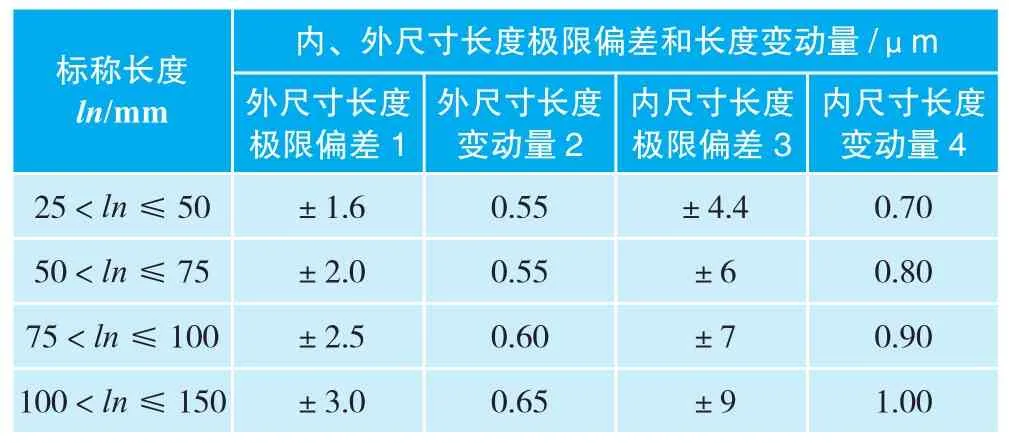
表1 通用卡尺内、外尺寸专用检具长度极限偏差和长度变动量

表2 测量范围上限150 mm通用卡尺内、外尺寸专用检具内尺寸测量标准检测数据
3 应用实例
以分度值为0.02 mm、测量范围0 ~ 150 mm游标卡尺内、外尺寸的示值误差检定为例:用3级或5等量块和测量块组成一个测量范围上限150 mm通用卡尺内、外尺寸专用检具(图1),可对测量范围0 ~ 150 mm以下通用卡尺内、外尺寸,进行各测量点示值误差的检定或校准。
由于通用卡尺在设计上不符合阿贝原理,为控制尺框沿尺身移动时产生的角位移,根据JJG 30-2012规定:“对每一测量点均应在量爪的里端和外端两个位置测量”,故检定时,量爪测量面必须与量块的端面垂直,成十字形状态,要平行且用力不宜过大,以免卡尺量爪变形或磨损,影响测量准确度。
测量内尺寸的操作方法:专用检具如图1放置,专用检具向前旋转90°或者180°;每组卡尺专用量块夹持后的两块测量块两端面形成的是一对相互平行的内尺寸测量面之间的距离,就是内尺寸测量标准,共有(41.2 mm、81.5 mm、121.8 mm)三个内尺寸测量标准,即可对通用卡尺刀口内量爪检定测量。用左手扶持尺身左端部位,右手水平移动尺框使两个刀口内量爪的测量面中部平行卡住两端内尺寸测量面的被测部位, 测量内尺寸时应水平方向轻微摆动卡尺,以找出最佳测量值,手感力度稳定后即可读数,要在卡尺内量爪的里端和外端两个位置上分别进行紧固、松开两种状态下,将三个内尺寸逐一读数记录。
JJG 30-2012规定:“对于测量范围大于300 mm的卡尺,不少于均匀分布6点,根据实际情况可以适当增加测量点位”。故测量范围上限500 mm的专用检具也可配两套专用检具分别进行夹持卡尺专用量块,以缩短方形主轴长度,减小系统误差等。同理,只要更换不同长度的方形主轴和不同规格的卡尺专用量块,就可以分别制成:测量范围上限70 mm、100 mm、150 mm、200 mm、300 mm、500 mm等适应各种规格的通用卡尺内、外尺寸专用检具,能对通用卡尺的内、外尺寸示值误差进行检定或校准,内、外尺寸测量标准的测量范围上限在70~500 mm之间。
4 结语
通用卡尺内、外尺寸专用检具已成功地应用在日常的检定工作中,实践证明,在不增加标准量块的情况下,即利用现有卡尺标准量块,经过专用检具与卡尺专用量块科学巧妙组合,可在同一检具上实现对通用卡尺进行内、外尺寸的检定;装夹量块步骤简捷、定位螺母扭力平衡效果显著、锁紧螺帽恒力紧定科学合理、安装操作安全可靠、检定使用方便易行、读数视野开阔直观、数据测量准确可靠,有效保证检校质量,也满足 JJG 30-2012的技术要求,已得到了可靠的验证,工作效率大幅提高。有了专用检具,不再增加步距规等标准器,在一定程度上节约了费用。专用检具的成功研制以及实用新型专利公报的公布,必将对通用卡尺内、外尺寸示值误差检定提供一种较为理想实用的、多示值的检定内、外测量标准专用检具,也为机械加工行业提高产品质量提供了有效的技术保障。
[1] 全国几何量工程参量计量技术委员会. JJG 30-2012[S]. 北京:中国质检出版社,2012.
[2] 全国几何量工程参量计量技术委员会. JJG 146-2011[S]. 北京:中国质检出版社,2011.
[3] 黄守义,陶三春,张超,等.通用卡尺内、外尺寸专用检具:中国,ZL 201320161340.3[P]. 2013.10.21.
[4] 但渝霞. 游标卡尺测量误差来源分析[J]. 计量与测试技术,2009,8:16-17+19.
[5] 尹文军,罗城钢. 对游标卡尺内量爪检定的两点建议. 工具技术,2004,5:57-58.
The special fi xture for examining and adjusting both inside and outside dimension of general calipers
Zhang Chao , Huang Shouyi, Cao Shenghua
(The Metrology and Quality Inspection Institute of Shanghai Pudong New Area)
In this essay, the research background of one special fixture for examining and adjusting both inside and outside dimension of general calipers is introduced. The theory for constitution and function of the fixture, the analysis on examination data and the reliable verification through practical applications to real cases are also presented. The fixture is uncomplicated to constitute, quick to assemble, easy to examine and convenient to operate; it is applicable to examine or adjust the deviation of both inside and outside dimension of the calipers.
inside and outside dimension of general calipers;special fixture; the standard of measurement
上海市质量技术监督局科技项目(2013-26)
猜你喜欢
科教创新与实践(2021年33期)2021-11-23
商品与质量(2020年43期)2020-11-27
当代陕西(2020年24期)2020-02-01
商品与质量(2019年12期)2019-07-24
仪器仪表用户(2019年4期)2019-04-09
进出口经理人(2017年9期)2017-09-22
山西青年(2016年22期)2016-11-30
国外畜牧学(猪与禽)(2016年9期)2016-10-19
兵器装备工程学报(2016年5期)2016-06-15
动力工程学报(2016年3期)2016-04-19