预热器内筒的安装及故障分析处理
2014-03-10 09:17:46王洪霞
水泥技术 2014年5期
王洪霞
预热器内筒的安装及故障分析处理
Installation and Troubleshooting for Cyclone-duct of Cyclone
王洪霞
1 引言
水泥厂窑尾预热器系统是水泥生产过程中的核心设备之一,主要功能在于充分利用回转窑排出的炽热气流中所具有的热焓加热生料,使之预热和分解,然后进入分解炉和回转窑继续加热分解,完成熟料烧成任务。旋风筒的主要功能是使气料分离,其分离效率的高低直接关系到系统的热效率。其中,旋风筒内筒是预热器的关键部件,内筒使用正常与否,会直接影响旋风筒的分离效率、系统的热效率及系统的正常生产。本文将就预热器内筒安装的注意事项及生产中几例故障的分析处理作一介绍,供同行参考。
2 预热器旋风筒内筒挂片常见结构形式及安装注意事项
内筒工况条件极为恶劣,如高温物料流的磨损、氧化,含K2O、Na2O、SO2、CI-等气体的腐蚀及水泥生产线非正常产量等因素,均会使内筒的使用寿命缩短且容易导致生产运行故障。为了充分发挥内筒的使用性能,延长使用寿命,在保证内筒制造质量的基础上,还应特别注意内筒的安装质量,正确的安装将对内筒长期使用产生重要影响。
2.1 C1内筒
C1内筒为整体筒式结构。C1旋风筒工作温度在300℃左右,温度较低,不易损坏,故一般采用整体的筒式结构。
2.2 C2、C3内筒
C2、C3内筒为挂片筒式结构。C2和C3旋风筒内温度在550~750℃之间,内筒受热腐蚀损坏几率较大,需要阶段性更换。为此,采用悬挂式大挂片等分圆周式结构设计,可以保证挂片间隙均匀分布,便于安装调整,提高设备运行的可靠性。安装前,应仔细校对旋风筒出风口处内筒支架的相关尺寸和螺栓孔定位尺寸,若制作尺寸偏差较大应做必要的修整。第一排挂片安装完成后,要求挂片间隙均匀。
后续挂片安装时不但要保证相邻两块挂片之间的环向间隙达到最佳,而且与上一排挂片之间的竖直间隙也要保证均匀。安装时应避免挂片受斜拉,因为这种情况容易导致挂片间隙上下不均匀,进而影响下一排的挂片缝隙。为避免出现这些情况,应先进行试挂,将尺寸不合适的地方拆下来打磨或修补,达到要求后方可使用。
挂完之后的内筒整体应呈规则的正圆柱形,相邻两块挂片之间的间隙均匀,不存在零间隙情况,也不能有过大间隙。间隙过大,料流和气流短路,会降低旋风筒的分离效率;间隙过小甚至没有间隙往往会使C2和C3挂片因受挤压而断裂,从而降低内筒的使用寿命。2.3C4、C5内筒
C4及C5旋风筒内筒通常为镶嵌式组合小挂片的结构。C4和C5旋风筒内工作温度增加到750~950℃,工况环境非常恶劣,高温和碱性环境易使内筒腐蚀和变形。为此,C4和C5内筒采用镶嵌式耐热钢铸造小挂片结构,便于不定期更换。
C4、C5挂片的安装首先要进行内筒支架及顶盖的检查工作。与安装C2和C3内筒类似,安装时应确保第一排每块挂片竖直平整,挂片之间的周向缝隙均匀,挂片搭接处不存在挤压情况,第一排挂片调整合格后方可进行后续挂片的挂接。
虽然C4、C5挂片尺寸小,安装、调整方便,但挂片安装过程中仍然需要随时检查周向和纵向的挂片间隙。挂片间隙过大,在运行中如遇气流剧烈波动或偶然爆燃、塌料等工艺故障,容易使挂片的挂钩脱落,甚至挂片脱落,造成下料管堵塞或熟料破碎机损坏;挂片间隙过小,在热膨胀后易出现内筒变形等。
综上所述,预热器旋风筒内筒挂片的正确安装是保证内筒正常使用的前提条件。下面,笔者介绍一下因未正确安装及使用挂片而带来的一些故障案列,并就此分析一下故障的原因。
3 预热器旋风筒内筒挂片的常见故障及原因分析

图1 C3挂片受挤压开裂
3.1 C3挂片的开裂及脱落(见图1)
3.1.1 故障现象描述
在南方某现场,C3挂片使用不到半年的时间即出现碎裂甚至脱落的现象。其中,C3内筒第一环挂片损坏共计12块,第二环损坏共计2块(见图1所示)。
3.1.2 故障原因分析
挂片在正常使用时,主要受到三个外力作用:(1)挂片自身重力;(2)物料的冲刷力;(3)旋风筒内的风压。挂片失效通常是在物料冲刷及热腐蚀综合作用下逐步减薄形成的。C3挂片的设计厚度是16mm,现场人员通过测量损坏挂片的端面尺寸,发现挂片的厚度至少有15mm,从图1也可清晰看出,挂片厚度几乎没有磨损、减薄且厚度均匀。因此可以判断:C3挂片碎裂非挂片厚度严重减薄强度下降所致。
前文强调,在安装C2、C3挂片时必须保证每块挂片之间的热膨胀间隙。C3内筒挂片的材质是含Ni的双相耐热钢,虽然韧性优良,但在没有膨胀间隙的情况下仍会受到热膨胀力的挤压而断裂。研究资料表明:这个热膨胀应力是个很大的力。在实验室做高温拉伸试验时,将一根ϕ 10mm、长70mm、与挂片同材质的试棒加热到600℃时,热膨胀力不低于30kN。C3挂片的长度是该试棒的10倍左右,厚度是试棒直径的2倍,其热膨胀应力不言而喻。
图1照片显示:该处损坏的挂片在冷态时已经顶死,这说明挂片是被挤压断裂的。究其原因是在冷态安装时,挂片的膨胀间隙没有达到图纸的设计要求甚至挂片根本就没有膨胀间隙,这就是此现场较短使用时间内挂片即断裂的原因。
3.1.3 故障解决方法
更换损坏的挂片,同时仔细调整C3每环挂片之间的间隙,达到图纸的设计要求,符合挂片安装规范。考虑到现场操作的实际情况,对于那些间隙确实不好调整的挂片,采取补焊或切割的方法来满足挂片间隙的图纸要求,即:对间隙较大的挂片补焊耐热圆钢,把挂片间隙补偿到图纸要求尺寸;对间隙过小甚至没有间隙的挂片,利用等离子切割设备或气刨条,把挂片间隙切割到图纸要求尺寸。
3.2 C4、C5挂片的脱落
3.2.1 故障现象描述
某厂在投料运行几个月后即出现这两级最下边两环的部分挂片(含T型连接块、带孔小挂片、小挂片)有脱落。客户发现该故障现象后,即找到安装公司相关人员对脱落挂片进行了补挂,然而运行不久又发生上述故障现象(见图2、图3)。

图2 现场挂片间隙均匀
3.2.2 故障原因分析
C4、C5挂片由于尺寸小便于安装、调整,安装时很容易达到图纸的技术要求。因此,这两级的挂片出现脱落、挤裂的故障现象很少见。(1)对脱落挂片进行了尺寸测量,获知挂片、带孔小挂片及T型连接块外观良好无明显磨损痕迹,且厚度减薄最多1mm,由此判断:上述零件的脱落并非过度磨损减薄所致;(2)各挂片之间的间隙符合图纸设计要求,说明挂片等零件的脱落不是由于膨胀间隙小受挤压所致;(3)从现场图片看,最下端一圈带孔小挂片后面的内孔圆周内只是点焊而没有满焊,当受到物料冲刷特别是风压的冲击时,由于小挂片没有与T型连接块满焊牢固,导致T型连接块首先脱落而起不到锁片的作用,从而造成带孔小挂片及部分其他挂片的脱落,这就是前述故障发生的原因。
3.2.3 故障解决方法
将脱落的挂片按照图纸要求重新补挂好,并且达到图纸设计的间隙要求。同时,重点对T型连接块应该焊接的部位仔细进行操作,确保每一T型连接块焊接可靠、牢固。经过这次检修,该现场小挂片脱落的故障现象消除,保证了热工系统设备的正常运行(见图4)。
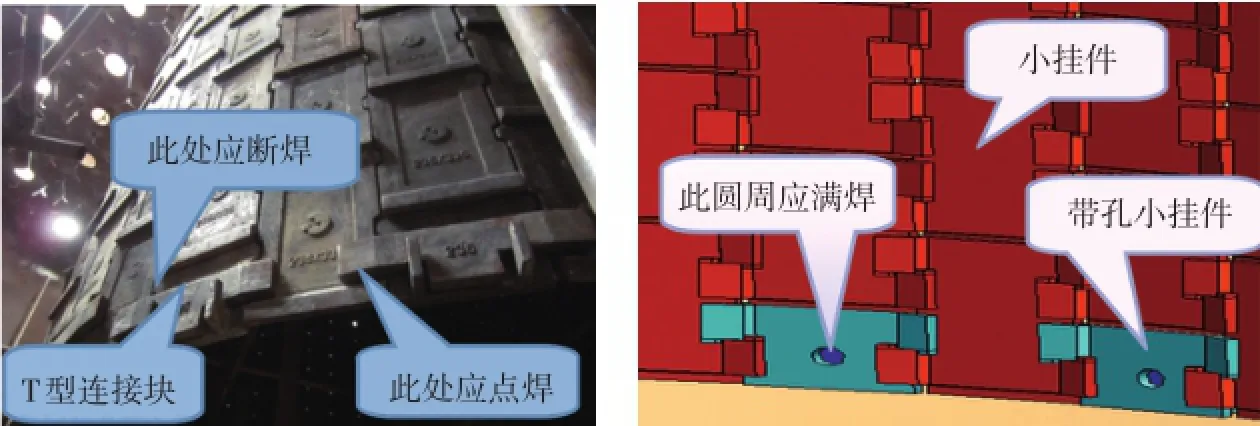
图4C4、C5易脱落的带孔小挂片、T型连接块及其焊接示意部位

图5 内筒严重变形

图6 挂片磨损情况
3.3 旋风筒内筒的严重变形
3.3.1 故障现象描述
这是一条利用化工厂的生产废料电石渣作为原料生产水泥的2500t/d生产线,其预热器为两级,一级内筒为大挂片,二级内筒为小挂片,点火投料运行期间工艺系统正常,产量稳定在2500t/d左右。该生产线运行半年后,一级内筒大挂片严重变形(挂片由耐热钢板制成非铸钢件),导致烧成系统停产。
正常生产时,C1出口压力在-2300~-2800Pa之间,出口温度在580~640℃之间;C2出口压力在-650~-800Pa之间,出口温度在840~890℃之间,产量稳定在2500t/d左右。
故障发生的当天从18:15开始,C1出口压力从-2854Pa不断上升,在23:30己达到-4282Pa,转天上午9点停窑检查发现:预热器C1内筒己完全变形成扁平状,不能通风(见图5、图6)。
3.3.2 故障原因分析
现场实物照片清晰显示,内筒挂片的壁厚减薄严重,大部分挂片的壁厚尺寸只有2~3㎜,大大削弱了内筒的整体刚度,在系统内风压不停的作用下最终导致严重变形。由此判断,内筒挂片的过快磨损、严重减薄是内筒产生变形故障的原因。下面,分析一下挂片磨损过快的原因。
挂片减薄一般情况下是在物料冲刷及热腐蚀综合作用下产生的。此外,还有一个不容忽视的减薄原因是物料中含腐蚀性元素对挂片带来的磨损,其中对挂片使用寿命影响较大的是Cl元素。相关资料表明:入预热器系统的水泥生产原料中的Cl元素会在温度场的作用下离析出来,由于氯离子有很强的可被金属吸附的能力,在氯离子环境中很容易产生应力腐蚀,从而生成可溶性物质,加速挂片的腐蚀。因此,生产中对Cl元素含量的正常控制范围应低于0.015%。由于该生产线水泥原料中含有化工厂的生产废料,其Cl元素成分含量大约在0.03%左右,是Cl元素正常控制范围的2倍,故加速了挂片的磨损。
3.3.3 故障解决方法
现场采取临时补救措施:(1)把已收缩变形的内筒拉开、调圆、找正;(2)内筒基本找好圆度后,在内筒里圈最薄弱部位先焊接一圈耐热钢筋板,然后在其上焊接“米”字支撑筋以加强内筒的刚度;(3)客户应及时订购新内筒挂片,一俟备件到货后立即更换。
对此,我们建议:(1)尽量优化、控制水泥原料组分,即尽可能降低生产原料中Cl元素含量;(2)加强对预热器内筒挂片磨损情况的检查,每个月有停窑检修的机会时要对挂片进行检查,而且两次检查的间隔时间最长不能超过3个月;(3)在Cl元素含量不能有效改善的情况下,建议在挂片材质中增加Mo、N元素或提高Ni含量,以降低Cl元素对奥氏体耐热钢挂片的热腐蚀伤害;(4)库存一套挂片备件。当磨损后的挂片厚度尺寸超过设计尺寸的一半时就要考虑适时更换,以免影响正常生产。
4 结语
虽然预热器是水泥厂烧成系统中重要的工艺设备,内筒挂片产生故障会直接影响烧成系统的正常生产,但由于内筒在设备内部为易损件,大家往往会忽略对内筒挂片运行情况的重视程度。希望通过本文对内筒挂片安装要求和几起典型挂片故障的分析、处理过程的介绍,能引起大家对内筒安装、维护环节的重视,最大限度地延长内筒的使用寿命。■
TQTQ172172..622622..2929
A:A
10011001--61716171(20142014)0505--00410041--0303
中材装备集团有限公司,天津300400;
2014-02-07;编辑:吕光
猜你喜欢
石油化工应用(2024年3期)2024-04-24 09:39:42
石化技术(2023年11期)2023-11-14 05:43:00
钻采工艺(2022年4期)2022-10-21 11:18:54
昆钢科技(2021年4期)2021-11-06 05:31:06
饮食保健(2020年7期)2020-04-30 08:44:44
中国资源综合利用(2017年1期)2018-01-22 02:44:31
中国核电(2017年1期)2017-05-17 06:10:06
中国水泥(2017年9期)2017-05-08 03:36:27
四川水泥(2016年8期)2016-07-18 12:06:31
设备管理与维修(2016年5期)2016-03-16 02:20:45