
数控落地铣镗床滑枕挠度补偿控制形式的改进及调试
2014-03-09 02:06刘志友
机床与液压 2014年8期
刘志友
(齐重数控装备股份有限公司,黑龙江齐齐哈尔 161005)
数控落地铣镗床滑枕挠度补偿控制形式的改进及调试
刘志友
(齐重数控装备股份有限公司,黑龙江齐齐哈尔 161005)
针对数控落地铣镗床滑枕行程大而产生的挠度变形问题,采用改进液压控制、电气反馈装置及电气控制等措施,提高了滑枕低头补偿的精度及滑枕移动时的补偿反应速度。该技术提高了数控落地铣镗床滑枕的稳定性。
S7-300PLC;铣镗床;滑枕挠度补偿
目前在机械制造行业,大型数控落地铣镗床主轴直径在260 mm及以上,滑枕和镗箱质量大、相对结构刚性差,尤其主轴箱在工作过程中,铣镗轴及滑枕从主轴箱中伸出的距离比较大,从而使主轴工艺系统在加工过程中刚性变差,造成理论与实际重心值偏差增大[1-2]。为补偿受滑枕伸缩产生的主轴箱重心偏移,普遍采用液压缸对主轴箱理论与实际重心值产生的偏差进行补偿的结构,但液压控制部分无一例外地全部采用进口比例阀控制方式,在实际应用中存在诸多弊端,如:补偿响应速度慢[3-4]、开环控制、系统重复精度低,比例阀控制系统成本过高并且容易受油液温度及清洁度的影响[5],发生故障时不易察觉等。文中对该结构的控制形式进行了彻底的改进,以某公司为青岛海西重工生产的FMBI26X120X60L-NC数控落地镗为例,该台机床主轴直径260 mm,滑枕行程1 600 mm,通过改进提高了系统补偿精度和稳定性,同时降低生产及维修成本,以保证滑枕移动母线与立柱移动母线的垂直度在规定范围内,保证整机的加工精度要求。文中介绍的方案经该设备长期使用验证,已完全解决了这项技术难题。
1 主轴箱平衡补偿系统的补偿结构及检测和反馈装置
如图1所示,滑枕伸出时受其自重影响,使其产生向下弯曲变形产生进度误差[6]。以上述机床为例,实测滑枕伸出1 600 mm时变形量在0.45 mm左右,数控落地铣镗床的W轴与Y轴的垂直度精度 (即滑枕水平方向与立柱垂直方向的垂直度)为一项最基本的几何精度要求,严重影响着该机床的加工精度,该项精度的补偿需要有良好的定位精度、快速的响应和跟随性,使W轴在静止、运动的状态下有一个高精确的水平定位精度,使机床几何精度保持在最佳状态。如图2所示,采用绝对值编码器将其用支架固定在镗箱上,将导轨固定在活塞与钢丝绳联接支架上,中间采用轴承杠杆臂联接,通过编码器的旋转角度直接反映油缸的位置实际值,西门子CNC系统将反馈装置提供的实际值传送给PLC直接控制油缸位置,可有效防止中间环节产生的误差对补偿精度的不良影响,并有利于监控补偿效果,当补偿未到位时及时提醒操作者,并自动做出保护措施。
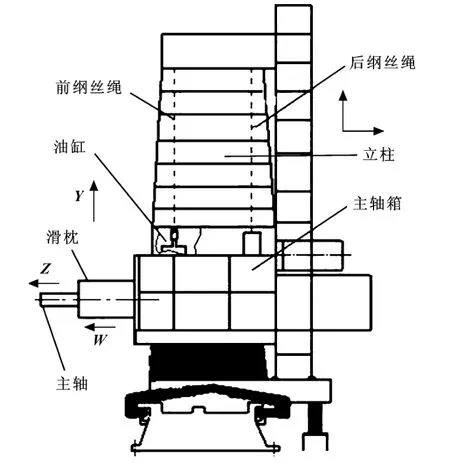
图1 落地铣镗结构示意图

图2 油缸测量反馈装置图
2 液压控制系统的改进
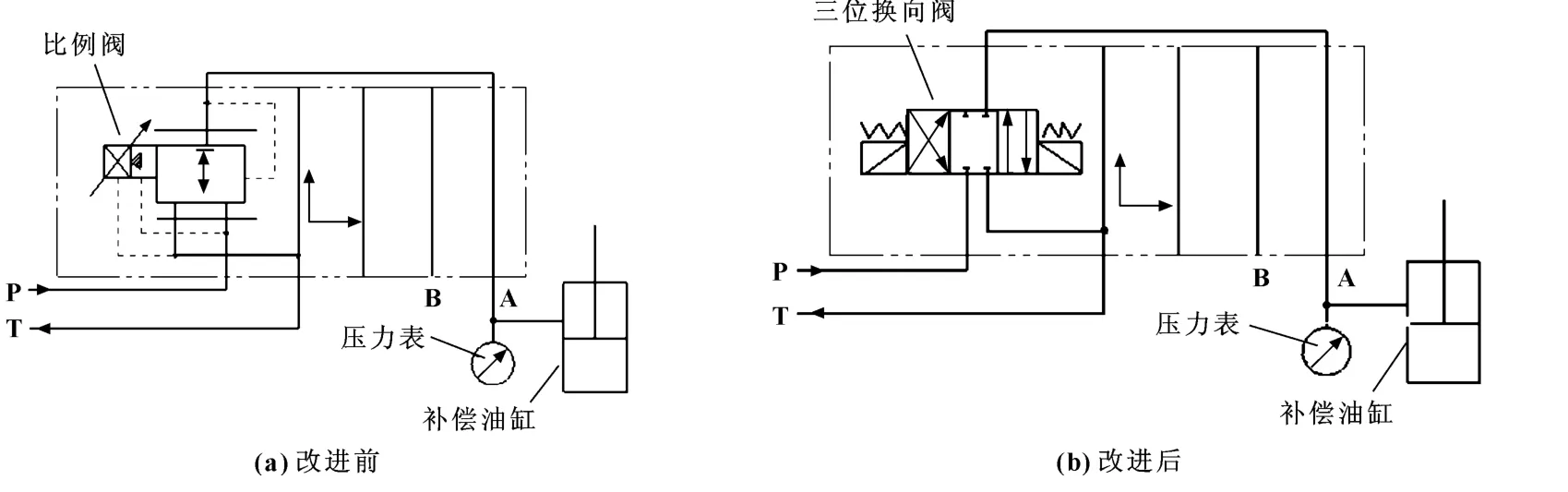
图3 改进前和改进后液压控制系统示意图
对补偿油缸的液压控制方式进行了彻底的改进,如图3所示。将原比例减压阀取消,用ATOS生产的方向控制阀代替原有的比例减压阀,并在回油T口和A口增加两个节流阀用以减小切换动作时的冲击;同时将油缸的行程加大,由原来的80 mm增加到改造后的120 mm,以提高补偿量,减少故障概率及维修成本。
3 电气控制及程序设计
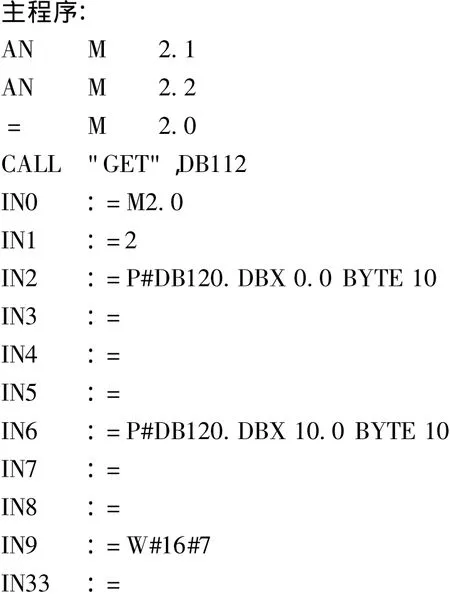
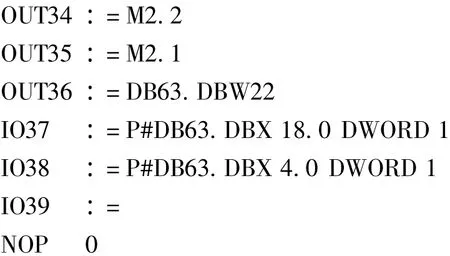
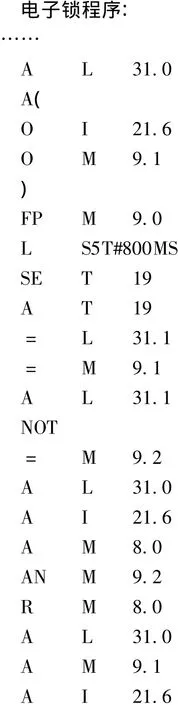
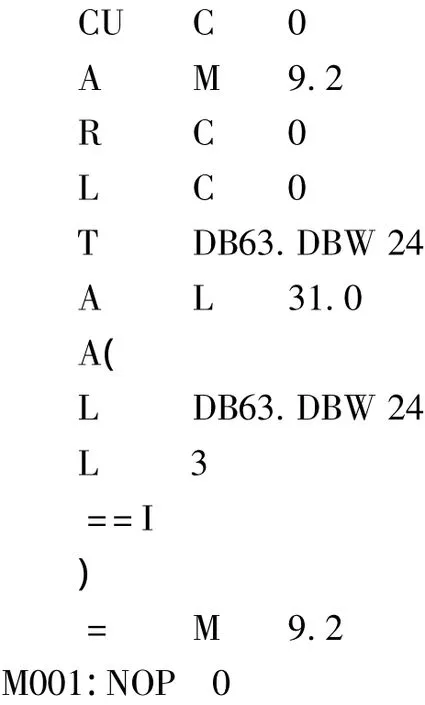
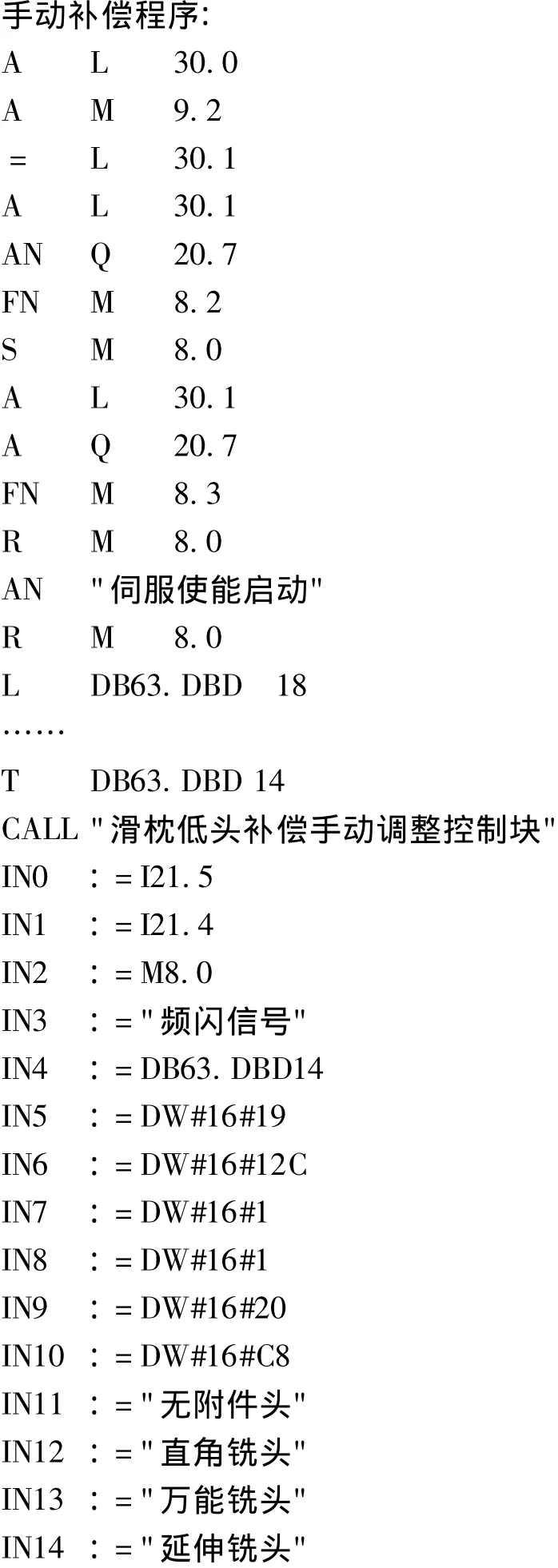
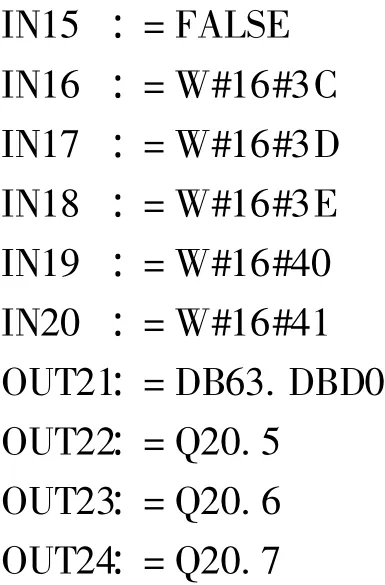
西门子S7-300是一种功能非常强大的PLC系统[7-9],通过PLC对W轴与Q轴 (补偿油缸活塞移动)绝对位置的读取和监控,将W轴绝对位置值作为补偿的参考值,通过系统PLC的运算,将控制信号转化为误差脉冲量输出到PLC的输出口,驱动方向阀的开闭及换向,控制补偿油缸的绝对位置。为防止操作人员误操作,特编写电子锁程序。编写专用平衡油缸补偿量手动调整控制程序,方便操作者在补偿精度不理想时调整补偿量,调节结束后自动保存新补偿值,并为常用调整参数、多附件头补偿表预留接口方便调试。在程序中监控补偿响应,在实际补偿值未达到设定值时触发报警,提示操作者查找原因。在调试主轴箱平衡补偿系统前,应首先保证各部件相关几何精度合格。调试中兼顾系统的稳定性、超调量与稳态精度。
4 主轴箱平衡补偿系统的调试
4.1 调节镗杆回转轴线与镗箱移动母线的垂直度
将滑枕镗轴全部缩进主轴箱内,在镗轴端部固定一辅助测量臂 (端部固定一平头螺丝的钢条),置一千分表,转动镗杆,辅助测量臂随之做回转运动,将测量臂调节至与立柱导轨大致平行的状态下,在此位置对表,将镗杆回转180°,移动镗箱使千分表测头与测量臂测头接触,读出误差值,调节补偿钢丝绳的预紧力,使两者垂直度在公差范围内即可。
4.2 调整滑枕镗轴伸出时的误差补偿
将滑枕镗轴全部缩进主轴箱内,在镗轴端部固定一千分表,当滑枕镗轴外伸时,由于主轴箱重心变化导致倾斜,千分表数值会变化。此时通过调整补偿斜率表的补偿给定值,即可控制补偿油缸的拉伸量,使数值趋于零。然后每隔50 mm进行测量,按上述步骤进行补偿,直至全行程。
4.3 连接附件后的误差补偿
当加上附件后,滑枕前端连接质量不同的附件后主轴箱重心发生变化,需再进行补偿油缸的拉伸量补偿。
5 出现问题与解决方法
(1)补偿油缸缸内油压振荡,活塞位置不稳定
检查控制换向阀是否内泄漏过大,如是则更换换向阀。检查补偿油缸是否内泄漏过大,如是则更换活塞密封圈。检查来油节流阀是否开口过大,适当调节节流阀开口。
(2)补偿油缸补偿动作缓慢,跟不上滑枕移动速度
检查来油回油节流阀是否开口过小,适当调节节流阀开口。检查补偿油泵输出压力及流量是否满足工艺要求,适当提高油缸输出压力。
(3)镗轴微量下垂
镗轴外伸时自重产生挠曲变形而下垂,同样不能仅靠补偿油缸解决,要采用数控系统的垂度补偿来补偿这一变形。该补偿是一个单纯的CNC动作,与液压平衡系统没有直接关系。镗轴每外伸100 mm,其下垂量通过改变Y值进行线性补偿,实施后补偿效果良好,镗轴精度合格。
6 结束语
数控落地铣镗床主轴箱平衡补偿系统是设计与调试的难点,也是关键技术所在,调整不好将造成Z、W轴相关精度不合格,经过补偿后可以使滑枕1 600 mm全行程内直线度控制在0.03 mm内,而且补偿反应速度快,稳定性高。文中所述的控制方法具有结构简单、成本低廉、维修容易、实施效果好等优点,满足了机床滑枕前端安装附件和滑枕伸出时产生的重心偏差的全部补偿要求,大大减小了机床加工时由于重心偏差导致的主轴回转精度误差,更有效地提高了机床对工件的加工精度,保证了产品的加工质量,给实际生产加工带来了很大的方便。
【1】戴晨,刘小鹏,张文桥.TK6916B数控落地铣镗床补偿系统分析[J].湖北工业大学学报,2007,22(4):4-5.
【2】贾铭新.液压传动与控制[M].北京:国防工业出版社,2001.
【3】王建中,黄成军.大型落地铣镗床方滑枕精度变形补偿措施[J].制造技术与机床,2006(7):61-62.
【4】孙文,刘俊龙,李福才,等.数控落地铣镗床滑枕变形补偿系统[J].齐齐哈尔大学学报,2002(3):100-102.
【5】包秀杰.数控落地铣镗床温度影响滑枕定位精度的补偿系统[J].制造技术与机床,2012(1):98-99.
【6】张晓毅.落地铣镗床主轴系统精度补偿技术研究[J].机床与液压,2011,39(16):11-13.
【7】西门子.S7-300指令列表手册(A5E00432713-10)[M],2008.
【8】西门子(中国)有限公司.西门子简明调试手册[M],2006.
【9】西门子.S7-300语句表(STL)编程参考手册(A5E01112995-01)[M],2007.
TG53;TG54
B
1001-3881(2014)8-135-3
10.3969/j.issn.1001-3881.2014.08.043
2013-02-19
刘志友 (1981—),男,大专,助理工程师,长期从事于重型机床的制造、安装、调试及改造。E-mail: zyliu1981@163.com。
猜你喜欢
装备制造技术(2021年2期)2021-07-21
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2018年7期)2018-08-13
证券市场红周刊(2018年21期)2018-05-14
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
中国市场(2016年45期)2016-05-17
制造技术与机床(2015年10期)2015-04-09
中国卫生(2014年8期)2014-11-12
浙江人大(2014年1期)2014-03-20
