
注塑机变频同步控制器的研制
2014-03-09 02:06侍寿永
机床与液压 2014年8期
侍寿永
(1.淮安信息职业技术学院,江苏淮安 223003; 2.江苏省电子产品装备制造工程技术研究开发中心,江苏淮安 223003)
注塑机变频同步控制器的研制
侍寿永1,2
(1.淮安信息职业技术学院,江苏淮安 223003; 2.江苏省电子产品装备制造工程技术研究开发中心,江苏淮安 223003)
传统注塑成型过程要求变频器能迅速切换速度以满足系统所需压力和流量,而产生的冲击电流须通过增加变频器的容量来吸收。介绍一种同步控制器,可根据工艺信号提前改变变频器的输出,为其速度的变化提供缓冲时间,保护了变频器并使其容量与系统所需容量相匹配。较为详尽地阐述了同步控制器的组成及工作原理。实践证明:同步控制器运行稳定、可靠,有效地降低了冲击电流。
注塑机;变频调速;同步控制器
随着变频调速技术的快速发展,变频器已广泛应用于各行各业。注塑机的注塑成型过程是一个变负载过程,完成一个循环过程需要液压电机提供数种压力和流量,通过实时调节变频器的输出频率来控制电机的转速,从而达到控制系统压力和流量,节能效果非常明显[1-3]。由于注塑机工艺过程切换迅速,变频器响应较慢,如果人为缩短变频器转速变换时间,势必产生较大的冲击电流,极易使变频器受到损坏。目前,几乎所有注塑机变频控制系统均采用增加变频器容量来解决此难题,这则造成“大马拉小车”现象,文中采用同步控制器来降低该冲击电流值。
1 同步控制原理
若变频器变速时间设置较短,电动机同步转速则会迅速改变,而其转子因负载惯性跟不上同步转速的变化,转子切割磁力线相对运动速度太大而产生过电流,时间设置越短产生的冲击电流则越大[4]。同步控制器的研制目的是降低变频过程所产生的冲击电流值,使变频器容量得到有效降低。
同步控制器将系统在工频工作方式下零件各工艺系统所需压力、流量及工艺间隔等参数加以记忆;在变频工作方式下根据采集到的工艺及时间选择信号提前改变变频器的输出频率,在下一道工艺到来时变频器的输出使系统的压力或流量恰好达到系统所需压力或流量。提前切换为变频器的改变输出提供缓冲时间,使其产生的冲击电流大大降低,从而保护了变频器,使变频器的容量与注塑机系统所需容量相匹配。
2 硬件设计
2.1 硬件组成及作用
根据上述原理,同步控制器的硬件组成设计如图1所示。同步器由微处理器CPU、工作方式选择电路、时间选择电路、工艺信号采集电路、信号隔离电路、压力与流量信号变换电路、信号流向选择电路、A/D转换电路、PWM波输出电路、指示电路等组成[5-7]。
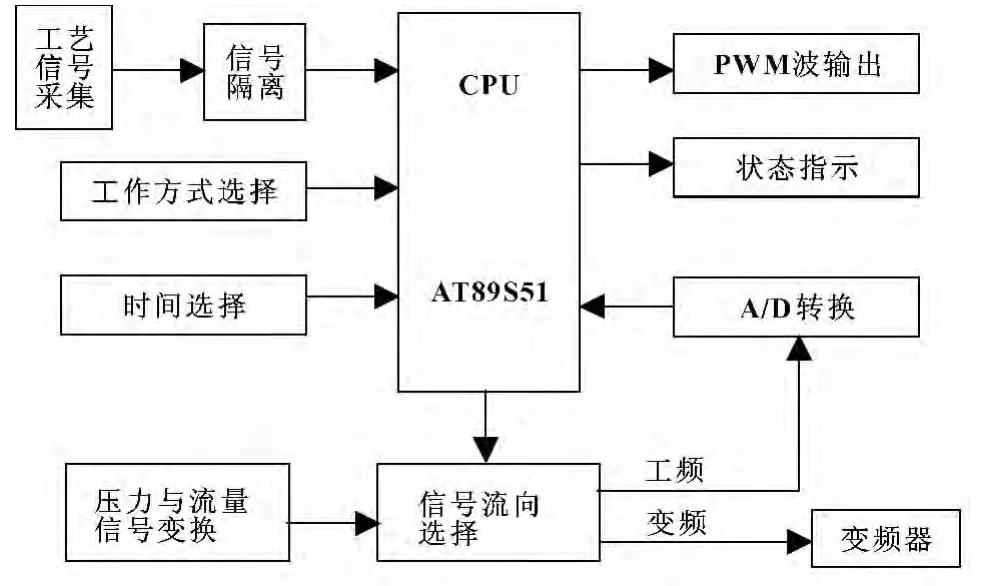
图1 同步控制器组成框图
工艺信号采集电路采集来自注塑机控制系统的塑制零件加工工艺信号,经光耦隔离后传至微处理器;工作方式及时间选择电路主要由可插拔的跳线槽及电阻组成,根据不同的跳线接法,可实现不同的工作方式和提前时间值;采用桥式整流的压力及流量信号变换电路的作用是固化来自注塑机控制系统压力和流量信号的极性,为设备维护或元件更换提供方便;信号流向选择电路的作用是CPU根据工作方式控制压力和流量信号的流向;A/D转换电路是将工频状态下压力和流量信号转换为相应大小的数字信号;PWM波输出电路作用是CPU根据采集信号和其工频状态下记忆参数输出PWM波提前改变变频器的输出频率;指示电路是实时显示注塑机系统的运行状态。
2.2 工作原理
同步器在工频状态下,CPU控制信号流向选择电路将系统各工艺所需压力和流量信号送给A/D转换电路,数据转换后传至CPU加以记忆;在变频状态下,CPU根据采集到的工艺和时间选择信号输出相应的PWM脉冲波提前改变变频器的输出,当下道工艺到来时,停止PWM波的输出,此时变频器的输出恰好达到系统所需要压力和流量。同时,CPU控制信号流向选择电路将来自注塑机控制系统信号直接传至变频器,由此信号控制变频器的实时输出。
3 软件设计
硬件是控制器的必要组成部分,软件则是控制器的核心,它决定控制器能否可靠、稳定地运行。该同步器的程序并不复杂,但从编程、维护方便等角度考虑,在程序设计上采用模块化结构,也便于设计者阅读和修改。
同步器中主程序主要完成系统参数的初始化及调用子程序并不断循环执行子程序的功能。该同步控制器的初始参数就是对部分存储单元清零及中断有关寄存器的设置。子程序主要有变频器提前切换时间和工作方式检测子程序、注塑机系统发出的加工工艺信号检测子程序、A/D转换子程序、状态指示子程序等;中断程序主要是PWM波输出中断程序。因篇幅所限,在此只给出同步器的工作流程图,如图2所示。
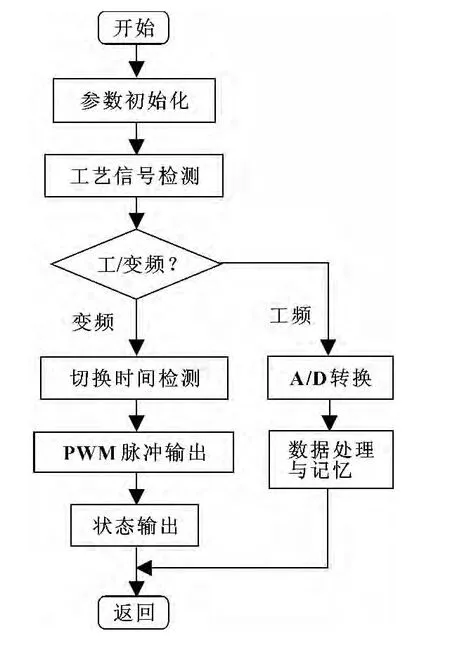
图2 同步器工作流程图
4 运行效果
图3为同步控制器接入注塑机控制系统运行图,原控制系统的控制信号直接传给变频器,现经同步控制器后再传给变频器。KM1和KM2为变频运行接触器,KM3为工频运行接触器,QF为空气开关[8-10]。
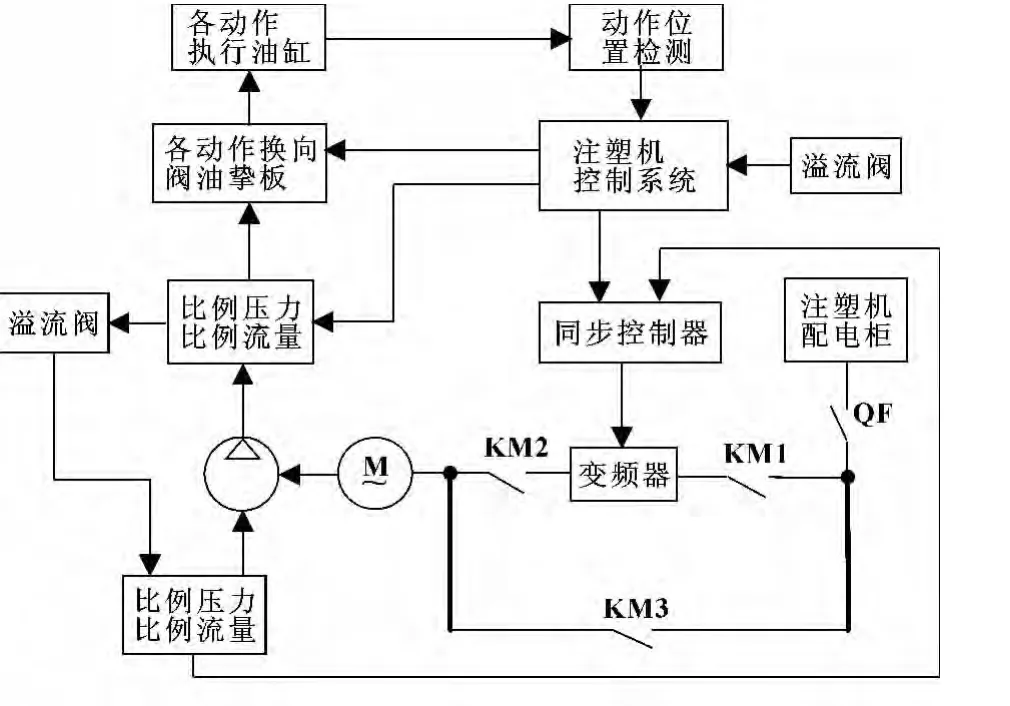
图3 注塑机变频同步控制系统结构图
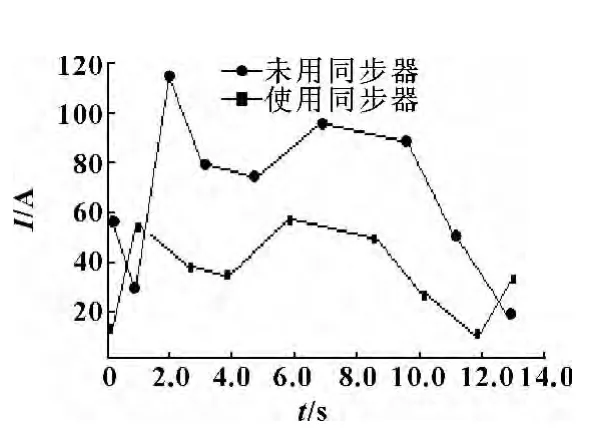
图4 变频器改变输出产生的冲击电流
图4是一台亿利达E160注塑机在使用同步控制器前后变频器改变输出所产生的冲击电流,电动机功率为18.5 kW,生产亚加力透明件,生产周期为14 s,提前时间为1 s。从图4中可以看出:使用后变频器在改变输出时所产生的冲击电流幅度有很明显的降低,从而有效地保护了变频器,使变频器容量与系统所需容量相匹配。提前时间越长,冲击电流降幅越明显,但必须以各工艺加工时间和保证产品为前提进行综合考虑时间提前量。
5 结束语
采用变频同步控制的注塑机系统降低了变频器的容量,使变频器容量与系统所需容量相匹配,减少了系统硬件成本,并有效地保护了变频器。该同步器运行稳定、可靠,操作简单方便,值得推广和应用。
【1】邱戆曦,郗晓田.变频液压型注塑机生产成品质量控制[J].电气传动,2006,36(8):56-58.
【2】冯刚,江平.变频技术和变量泵在注塑机节能方面的应用研究[J].工程塑料应用,2011(3):102-104.
【3】林荣川.注塑机变频驱动节能分析与控制系统研究[J].现代制造工程,2011(2):99-102.
【4】侍寿永.变频器的切换分析与同步控制[J].电气传动,2012(7):69-72.
【5】任继国,王钢明,俞国强,等.基于单片机的注塑机节能控制技术研究[J].宁波大学学报,2009(12):588-592.
【6】周建斌,罗飞,叶力勤.自学习注塑机变频节能控制系统[J].轻工机械,2003(1):26-29.
【7】张如坤.变频器在注塑机上的节能应用[J].制造业自动化,2003(7):60-62.
【8】周孚宏.变频器用于注塑机节能改造[J].电气时代,2005(2):88-90.
【9】陶文勇,孙立中.注塑机节能中变量泵与变频技术的应用现状[J].塑料工业,2011(5):5-8.
【10】黄方平,徐兵,杨华勇,等.变频液压技术在注塑机中的应用[J].液压气动与密封,2004(3):22-25.
Research and Development of Synchronous Frequency Conversion Controller for Injection Molding Machine
SHI Shouyong1,2
(1.Huai'an College of Information and Technology,Huai'an Jiangsu 223003,China; 2.The Engineering Technology Research and Development Center of Electronic Products Equipment Manufacturing of Jiangsu Province,Huai'an Jiangsu 223003,China)
The traditional process of injection molding requires the frequency converter to quickly switch speed in order to meet the pressure and flow rate that the system needs,and the generated impulse current is absorbed through increasing the capacity of the frequency converter.A synchronous controller was introduced which could change the output of the frequency converter in advance according to the process signal,thus buffer time was provided for its speed changing,and the frequency converter was protected and its capacity was made match with the capacity that the system needs.The composition and working principle of the synchronous controller were illustrated in detail.Practice shows that operation of the synchronization controller is stable,reliable and it effectively reduces the impulse current.
Injection molding machine;Frequency conversion and speed regulation;Synchronous controller
TP23
B
1001-3881(2014)8-133-2
10.3969/j.issn.1001-3881.2014.08.042
2013-03-29
淮安市2011年工业资助项目 (HAGZ2011005)
侍寿永 (1975—),男,硕士,副教授,工程师,主要研究方向为智能控制。E-mail:shishouyong@126.com。
猜你喜欢
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
设备管理与维修(2016年7期)2016-04-23
中国科技纵横(2015年2期)2015-11-05
中国塑料(2015年11期)2015-10-14
河南科技(2015年2期)2015-02-27
科学中国人(2014年16期)2014-11-20
中国新技术新产品(2014年3期)2014-03-24
自动化博览(2014年4期)2014-02-28
河南科技(2014年23期)2014-02-27
