深沟球轴承密封槽尺寸测量方法分析
2014-03-07 02:15:34赵玉明刘道超
哈尔滨轴承 2014年3期
赵玉明,刘 峰,刘道超
(1. 哈尔滨轴承集团公司 通用轴承公司 ,黑龙江 哈尔滨150036;2. 哈尔滨轴承集团公司 质量控制部 ,黑龙江 哈尔滨150036;3. 哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨 150036)
深沟球轴承密封槽尺寸测量方法分析
赵玉明1,刘 峰2,刘道超3
(1. 哈尔滨轴承集团公司 通用轴承公司 ,黑龙江 哈尔滨150036;2. 哈尔滨轴承集团公司 质量控制部 ,黑龙江 哈尔滨150036;3. 哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨 150036)
通过对不同尺寸的深沟球轴承密封槽尺寸测量方法的对比分析,阐述了各自的特点,并根据其特点提出了具体的适用范围。
深沟球轴承;密封槽;测量位置;仪表测头;适用范围
1 前言
轴承带有密封槽结构可使设备润滑结构简单,目前已广泛应用。但是由于密封槽结构的特殊性,一般都是将密封槽在热处理前车削完成。如何保证密封槽经过热处理后不变形,仍能保证产品使用要求,是值得探讨的问题。其中问题之一是要保证测量尺寸的准确无误。本文将几种测量方法介绍读者,仅供参考。
图1 中:
D ——外径尺寸;

图1 外圈密封槽图
D1——大牙径尺寸;
D2——小牙径尺寸;
H1、H2——牙口位置尺寸;
H——外圈宽度;
B——密封槽宽度;
R1、R2——密封槽底部圆弧半径。
2 几种测量方法
密封槽结构如图1所示,其几何形状如图1中的放大图。密封槽宽B一般取0.8mm。中槽宽及几何形状测量比较困难,其余检验项目都能测量。牙口测量较为特殊,检验人员必须有一定的经验才能准确将尺寸及几何精度测量出来。以外径尺寸划分,介绍密封槽的几种测量方法。
2.1 大牙径尺寸(D1)测量
(1)当D<10mm时,由于其尺寸结构的限制,一般采用D923和G903测量。如果采用手枪表测量,由于密封槽尺寸本身较为窄小,手枪表的固定螺栓占有一定的空间,调整较为困难。采用D923就解决了这一问题。只需两个测杆即可。由于外径尺寸较小,因此工件重量较轻,测量时只需将工件端平即可,否者测量容易失真。其位置用G903测量即可。但值得注意的是,由于牙口空间较小,牙口根部又存在两个圆弧R1、R2,表尖要躲过圆弧,测量根部(大牙径尺寸)较为困难,需要检验人员有一定的检测经验,否者测量不到其根部尺寸。测量牙径的椭圆变化时必须将工件旋转一周以上,才能读出最大与最小值之差。旋转时工件端面无固定点和面,容易偏转或倾斜造成测量值失真。如果对仪器时将端面固定那么如果牙口位置不在合格范围内同样测量结果失真,小牙径D2采用量规测量。
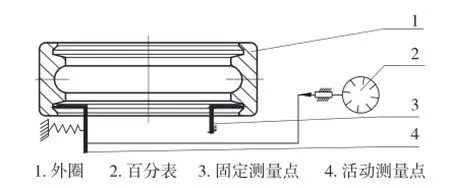
图2 D<10mm测量方法示意图
(2)当10mm<D<100mm时,此类产品牙口位置采用G903测量,但牙径尺寸一般采用手枪表测量。手枪表的结构适合于此类产品的测量,但也需要检验人员有一定的经验。测量椭圆时也需要将工件旋转一周以上,如果工件旋转时受力不稳会影响测量结果。

图3 10mm<D<100mm测量方法示意图
(3)当D>100mm时,此类产品外径尺寸较大,自重较重。无论是测量尺寸还是椭圆,如果工件不固定的话,都将影响测量结果。一般情况下将工件端面固定,并且也将测量大牙径的两个测点增加到三个,即两个固定点一个活动测量点,其原理同一般测量内径方法。这样工件自重就不会影响测量结果。由于测量大牙径的表点有高度要求,所以必须将牙口位置测量准确后才能将大牙径尺寸测量准确。原因是牙口的几何形状导致的,如果测量到牙口的圆弧倒角处将影响测量结果。

图4 外径尺寸D>100mm测量方法示意图(外圈)
2.2 小牙径尺寸的测量
小牙径尺寸尺寸测量相对较为容易,用卡尺一般就能测量。但一般公差要求在 ±0.07mm以内。而卡尺示值最小单位是0.02mm,测量精度不够,建议用塞规测量比较可靠。塞规设计两个极限尺寸,其制造精度较高,一般控制在0.001mm以内,完全可以满足测量要求。
3 牙口位置测量
测量台阶面积较小时,应该采用如图5测量方法得到牙口位置近似值,反之则采用圆柱体测头测量牙口位置,经过换算即可。因为D1与D2相差0.6mm,半径相差0.3 mm,α=5°,通过计算一般相差0.02mm。如果测量经验不足及方法不正确,测量点测量到其根部R处测量结果就会影响较大,R一般0.15~0.2mm.,而牙口位置公差一般0.1~ 0.15mm,因而牙口位置测量要格外注意。

图5 牙口位置测量方法示意图(外圈)
4 结束语
根据上述几种测量方法的比较可以得出如下结论:
(1)外径较小(D<10mm)时,采用D923仪器或内径测量仪器测量大牙径尺寸,但端面不能固定;另外,因为牙径尺寸较小,不能采取两个固定点和一个活动测量点的办法来测量。采用此方法测量,牙径测量尺寸结果不受牙口位置影响。
(2)工件外径尺寸较大(D>100mm)时,将工件端面固定,并且将测量大牙径的两个测点增加到三个,即两个固定点一个活动测量点。
(3)外径尺寸处于两者之间(10mm<D<100mm)时,大牙径尺寸测量仪器采用手枪表其测量结果不受位置影响。
(4)牙口位置一般均采用G903或G904高度测量仪器测量。
(5)小牙径均采用塞规测量。
(6)牙口的几何形状需切片测量,切片时一定要防止变形否则将会影响测量结果。一般样件的厚度不超过0.2mm,这样可保证切片时切割方向尽量趋近工件中心,以保证测量结果的准确性。
(编辑:王立新)
Analysis of measurement methods for deep groove ball bearing seal groove size
Zhao Yuming1, Liu Feng2, Liu Daochao3
( 1. General Bearing Company, Harbin Bearing Group Corporation,Harbin 150036,China; 2. Department of Quality Control, Harbin Bearing Group Corporation,Harbin 150036,China; 3. Small Ball Bearing Branch, Harbin Bearing Group Corporation, Harbin 150036, China)
By comparing and analyzing the measurement methods for deep groove ball bearing seal groove of the different sizes, their own characteristics were elaborated, and the specific scope of application was put forward according to its characteristics.
deep groove ball bearings; seal groove; measurement position; meter probe; scope
TH133.33+1
B
1672-4852(2014)03-0051-02
2014-05-16.
赵玉明(1968 -),女,技师.
猜你喜欢
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:18
河北理科教学研究(2022年2期)2022-09-17 01:29:48
作文大王·笑话大王(2022年9期)2022-05-30 10:48:04
幼儿画刊(2021年11期)2021-11-05 08:25:48
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
电测与仪表(2016年16期)2016-04-12 00:25:32
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27 06:31:38
印制电路信息(2015年6期)2015-12-30 12:57:58
振动、测试与诊断(2014年6期)2014-03-01 01:14:55