推力球轴承保持架锁球模具结构改进
2014-03-07 03:24李艳,薛萍
哈尔滨轴承 2014年4期
李 艳,薛 萍
(1.哈尔滨轴承集团公司 技术中心,黑龙江 哈尔滨 150036; 2.哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036)
推力球轴承保持架锁球模具结构改进
李 艳1,薛 萍2
(1.哈尔滨轴承集团公司 技术中心,黑龙江 哈尔滨 150036; 2.哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036)
原来生产的推力球轴承的钢球数量为偶数且钢球直径较小。根据市场需要,开发设计了大量奇数钢球和钢球直径较大的轴承产品。为满足该类轴承的生产需要,对原铜保持架锁球模具结构进行了改进,保证了产品质量和生产效率。
推力球轴承铜保持架;钢球数量;奇数;偶数;锁球模具
1 前言
推力球轴承是我公司生产的常规产品。此类轴承分为两种保持架锁兜口形式,一种是四点锁口,产品图和保持架示意图如图1 和图2 所示;另一种是两点锁口,产品图和保持架示意图如图3 和图4 所示。 此类轴承的加工难点为:(1)装配时锁紧铜保持架兜孔,确保轴承运转时钢球不脱落。(2)以往只设计偶数钢球和钢球直径较小型号的此类轴承,为了扩大市场份额更好地满足客户需求,开发设计了奇数钢球和钢球直径较大型号的此类轴承产品。虽然产品结构没有改变,但钢球个数和钢球直径的变化却给装配此类轴承增加了难度。

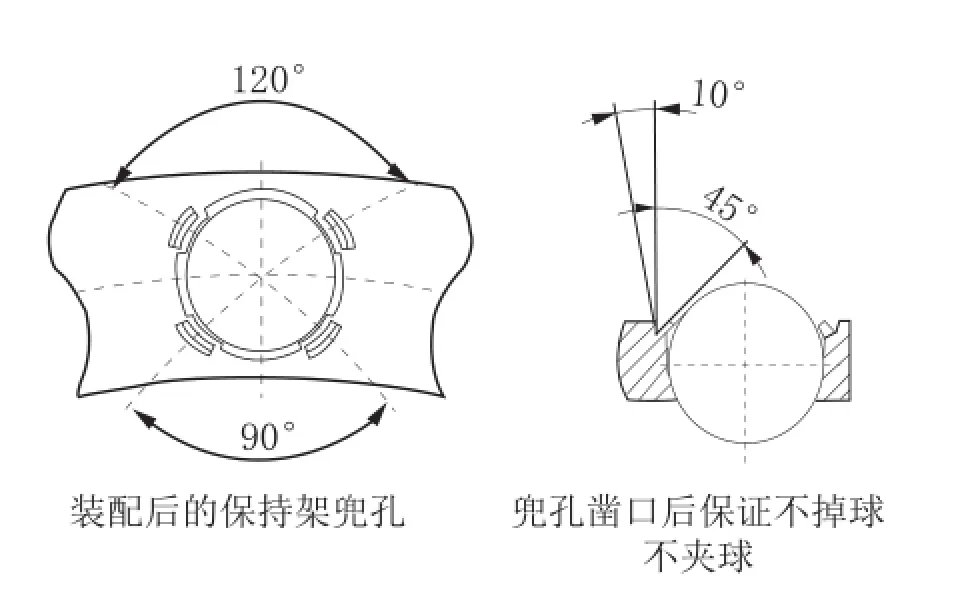
图1 四点锁口推力球轴承示意图
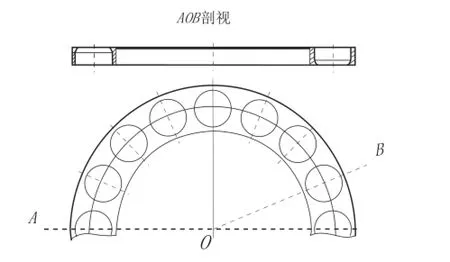
图2 四点锁口推力球轴承保持架示意图

图3 两点锁口推力球轴承示意图

图4 两点锁口推力球轴承保持架示意图
2 保持架兜口锁球模具的设计原理
无论以上哪种铜保持架推力轴承产品,其锁保持架兜口模具的设计原理是一样的,只是锁口点位置及锁口点个数不同而已。
以往设计的偶数钢球和钢球直径较小型号的此类轴承装配时使用的锁保持架兜口模具的结构示意图如图5 所示。
此结构由底座、上模、冲头、压板、导柱及导套等组成。底座是用于支撑装配好的保持架和钢球组合体的,有多少个钢球,底座就有多少个窝孔,此窝孔是用于保护钢球不受磕碰。对保持架兜口有锁紧作用的是上模、冲头及压板的组合体。冲头与上模装配好后用螺钉固定,然后再用螺钉将其组和体固定在压板上。上模及压板的孔数和冲头个数均为保持架兜口数的一半。但此结构只适用于大直径保持架或钢球与钢球之间间距较大的此类轴承,反之就会出现冲头干涉现象。例如轴承的钢球数为20个,底座的窝孔数就为20个,冲头个数为10个。装配工序进行锁口操作时利用锁口模,先一次锁好保持架一面的兜孔,再将保持架翻到另一面,将另一面的兜口锁好。理论上此锁口模具的设计比较合理,但在实际生产中经常出现各种问题。
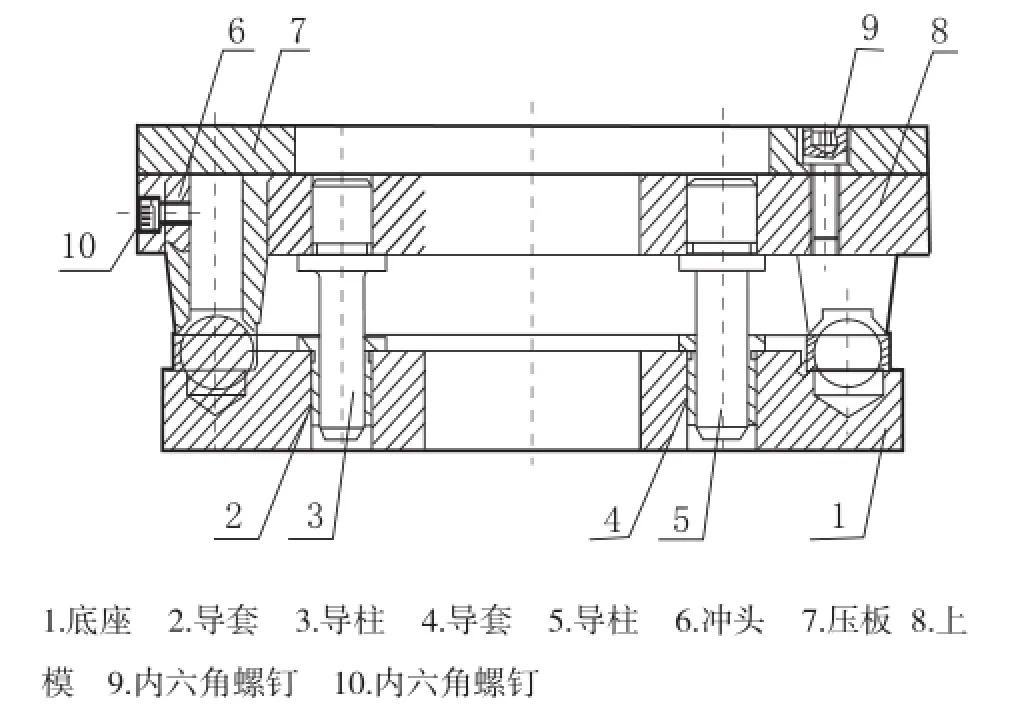
图5 保持架兜口锁球模具
3 保持架兜口锁球模具在使用中存在的问题
(1)锁口处压痕有深有浅,有的甚至锁不住钢球。通过对生产操作现场的观察,发现造成这种情况的原因是:①冲头数目太多,操作者组装模具时很难将冲头的锁口面调整到一个平面上,达到图纸的要求。②即使通过调整能够将多个冲头的锁口面达到图纸要求,但在实际生产中由于压力机的作用,也会造成螺栓连接的上模、冲头及压板的组合体产生松动,致使锁口过程中冲头锁口面不在一个水平面上,导致锁口处的压痕深浅不一,锁不住钢球。
(2)由于冲头数目众多,要将多个冲头同时固定在上模体上,上模体的体积就会增大,组合后再加上压板的重量,一名操作者很难拿动,使用吊车操作,受现场环境的制约也不方便,所以需要多人动作协调的密切配合方能完成锁口操作,这样极大地增加了操作时间及人力消耗,造成很大的浪费。要想根本解决上述问题,就得想办法减少冲头数量和模具重量。
(3)为了满足市场需求,增加了奇数钢球和钢球直径较大型号的此类轴承产品。如果还用此模具进行锁口加工会出现以下问题:①锁好一面保持架兜口后,翻过去加工另一面时,会剩一个兜口没锁,需要单独锁孔,增加了操作工序。②如果采用两套组合上模,一套锁N(钢球数量)/2个兜孔,另一套锁N/2+1个兜孔,后者会出现相邻冲头干涉现象。③钢球直径大,保持架直径小,即使采用每隔一个钢球的距离装一个冲头也会导致相邻的两个冲头发生干涉。鉴于此,只有通过改进原有锁口模的结构,才能达到产品图的要求。
4 保持架兜口锁球模具结构的改进
为了解决以上存在的各种问题,锁好奇数钢球并且满足钢球直径较大同时轴承直径又较小的此类轴承产品的锁球要求,通过对锁球兜口模具结构的合理性及可操作性的反复论证,采取了以下解决方案。
(1)如果将冲头数目减少为1个,这样既解决了按模具图纸要求无法达到的将冲头锁口面调整成一个平面的要求,又达到了极大减重的目的。
(2)如果每次只压一个兜口,就不会再受到钢球个数为奇、偶数的限制,所以加工奇数钢球此类轴承产品的问题就迎刃而解。
(3)如果只有一个冲头,每次只压一个兜孔,即使钢球直径再大,保持架直径再小,也不会发生冲头干涉现象。所以只设计装有1个冲头的锁球兜孔模具,安装好与之配合的各零件,即可达到所有要求。
4.1 改进后模具的设计要点
单个冲头锁球兜口模具的结构设计应注意两点。
(1)底座中的一个窝孔设计为定位孔,可使保持架在其窜动范围内保证锁口点符合图纸要求的位置,其余窝孔只起保护钢球不受磕碰的作用。
(2)设计导向装置,在冲头及底座定位窝孔的两侧设计其有导向作用的导柱和导套装置,用于确保冲头在压力机的作用下仍能保证锁口位置的正确性。
改进后的单个冲头锁铜保持架兜口锁球模具如图6 所示。
4.2 改进后模具的优点
(1)改进后的单个冲头锁兜口模具,无论是奇数还是偶数钢球个数的铜保持架推力球轴承都能够生产加工,弥补了改进前的模具只能加工偶数钢球兜口的缺点。
(2)轴承保持架和钢球直径不受任何限制,均可锁住兜口。
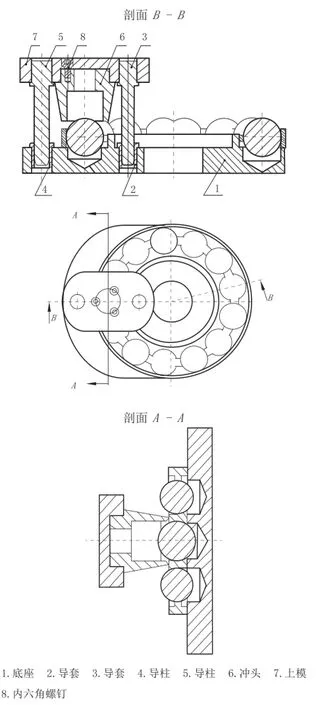
图6 单个冲头锁铜保持架兜口模具
(3)模具的调整简单方便易于操作。
(4)节省了人力物力,虽然是单个锁口,但操作熟练后,生产效率极高,偶数钢球兜孔锁球也采用该模具加工,摒弃了原来笨重、低效、低质的操作。
5 结束语
通过对推力球轴承保持架兜口锁球模具的改进,扩大了轴承生产范围,降低了劳动强度,提高了生产效率,保证了产品质量
(编辑:王立新)
Improvements on structure of thrust ball bearing cage lock ball mold
Li Yan1,Xue Ping2
(1.Technical Center,Harbin Bearing Group Corporation,Harbin 150036,China; 2.Harbin Hazhou Precision Bearing Manufacturing Co., Ltd.,Harbin 150036,China)
The number of balls of the original produced thrust ball bearings was an even number and the diameter of the steel balls was smaller. According to the market needs, the bearings with a large number of odd-ball and with the larger diameter ball were developed and designed. To meet the production needs of such bearings, the original brass cage lock ball mold structure has been improved to ensure the product quality and the production efficiency.
copper cage of thrust ball bearings; ball number; odd number; even number; lock ball mold
TH133.33+1
B
1672-4852(2014)04-0027-03
2014-09-20.
李 艳(1976 -),女,工程师.
猜你喜欢
小猕猴智力画刊(2021年11期)2021-11-28
小学生学习指导(低年级)(2021年5期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年2期)2020-11-06
南京大学学报(数学半年刊)(2020年1期)2020-03-19
哈尔滨轴承(2020年4期)2020-03-17
轴承(2018年6期)2018-07-22
轴承(2014年2期)2014-07-22
轴承(2014年12期)2014-07-21