
浅谈挖泥船泥泵吸口端封水腔衬套加工工艺
2014-03-06 11:42吴祝华
机电信息 2014年24期
吴祝华
(中交广州航道局有限公司舶船维修分公司,广东 广州510000)
0 引言
为提高挖泥船的泥泵吸口端封水腔衬套的耐磨性,延长其使用寿命,衬套材料选用Hardox400。此种材料具有耐磨性好、强度高、硬度高等特性,能很好地满足泥泵吸口端封水腔衬套的使用特性,节省使用成本。但由于工件材料硬度高和工件直径大、壁薄(图1),导致工件加工制作过程中,存在合金刀粒难切削和工件整体强度不够、装夹容易发生变形等加工难题。为解决这些难题,本公司组织了专业的技术人员,通过实践探讨总结出了一套比较完善的加工工艺,最终解决了难题。
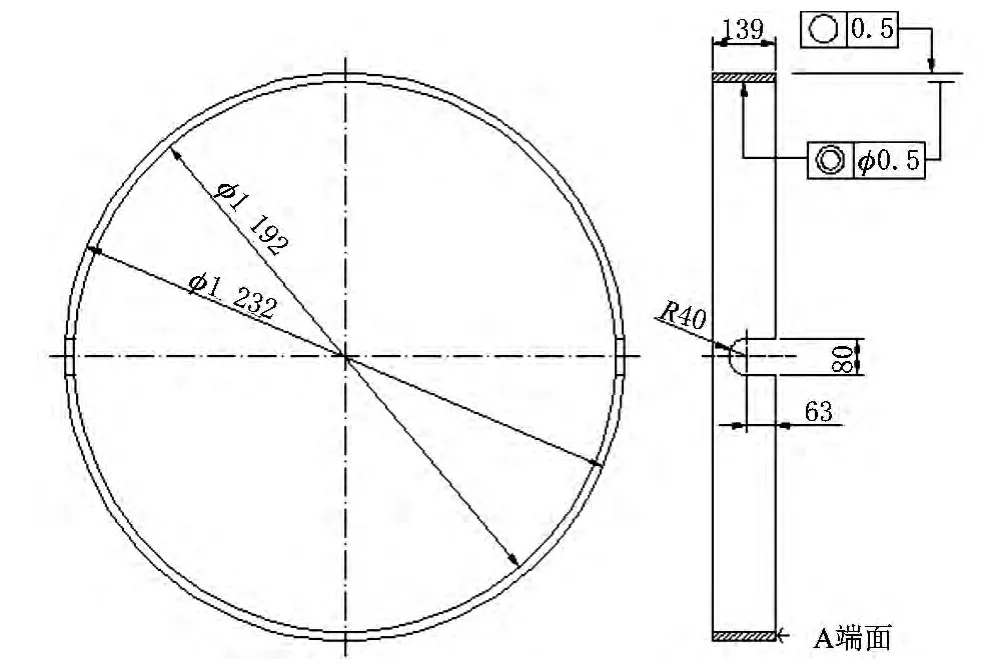
图1 挖泥船泥泵吸口端封水腔衬套图
1 挖泥船泥泵吸口端封水腔衬套的加工方案
通过设计工装夹具转移机床夹盘锁紧力和使用优质陶瓷刀粒代替合金刀粒切削等措施解决了上述加工难题,现将加工方案介绍如下:
1.1 设计工装夹具解决工件装夹变形问题
根椐工件的外形特点及加工要求,分析设计出简单的、有足够强度的工装夹具(图2),通过转移工件装夹位置,将机床夹盘锁紧力转移到夹具上,确保工件上车床装夹、夹紧不发生变形,如图3所示。
圆盘夹具的凸台部分用于与工件A端面平接,设计的6个U形槽方便工件与夹具焊接加固,以及加工完成后工件与夹具的打磨分离。工件与夹具连接后上车床,直接装夹锁紧的是圆盘夹具,夹具整体强度较大,装夹时车床夹盘锁紧力不足以使夹具发生变形,所以上部的待加工工件也不会发生变形。
1.2 选用优质陶瓷刀粒代替合金刀粒进行加工切削
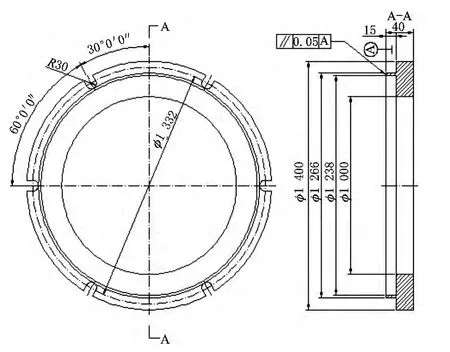
图2 夹具图
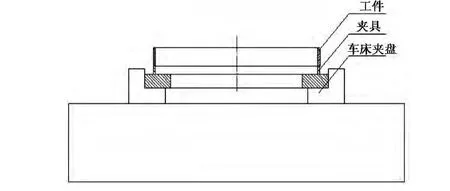
图3 工件装夹图
选用优质陶瓷刀粒代替合金刀粒进行加工切削。进口或国产的优质陶瓷刀粒具有如下特性:(1)高硬度(硬度达HRC85以上)、高强度(600~900MPa),保证能对 Hardox400材料顺利进行切削。(2)抗高温氧化性好。耐热性和抗高温氧化性好,在1 100~1 400℃时,仍能保持较高的硬度、强度进行长时间切削。(3)具有较好的断裂韧性和良好的抗冲击能力,加工过程中刀粒不容易断裂。(4)高抗热震性,较低的热膨胀系数,刀粒受切削热量影响时外形尺寸变化小,能确保工件加工精度。
选用具有以上特性的优质陶瓷刀粒进行加工切削,既解决了工件材料硬难切削的问题,又提高了生产效率和加工质量。
1.3 改进泥泵吸口端封水腔衬套U型口的加工方法
由于工件材质硬度高,如采用传统的U型口铣削加工方法,即使刀具选用优质陶瓷刀粒,生产效率依然偏低,加工成本高。原因如下:(1)工件材质硬,加工又是断续切削,导致刀粒在加工过程中不停地受到撞击,容易造成刀粒崩裂。(2)断续切削加工过程中工件和刀具振动大,导致加工表面粗糙度差,成型不美观。(3)传统的铣削方式是采用去除原材料的加工方法,需将U型里面的原材料由上往下逐层去除,一次进刀2~3mm,103mm的加工深度需要往复进刀40~50次,切削时间长,造成机器成本和人工成本高,生产效率低。
针对上述情况,本公司经过市场调查了解后,决定委托专业的机加工厂家改用线切割加工U型口,只需将工件在机床工作台上装夹、校正好后,利用连续移动的细钼丝(称为电极丝)作电极,沿着U型对工件进行脉冲火花放电蚀除金属、切割成型。切割速度可达3~5m/min,只需短短的几秒钟即可完成U型口切割。相比传统的铣削加工,效率高,成本小,且加工精度高,成型美观。
2 衬套车削加工步骤及保证加工质量的要点
2.1 衬套车削加工步骤
(1)将工件上立车车平如图1所示的A端面。
(2)以加工好的工件A端面为底面,将工件平放于夹具凸台平面上,同心装配工件与夹具,均匀分布内、外圆加工余量,利用6段小间断焊,焊接均匀固定(图4)。
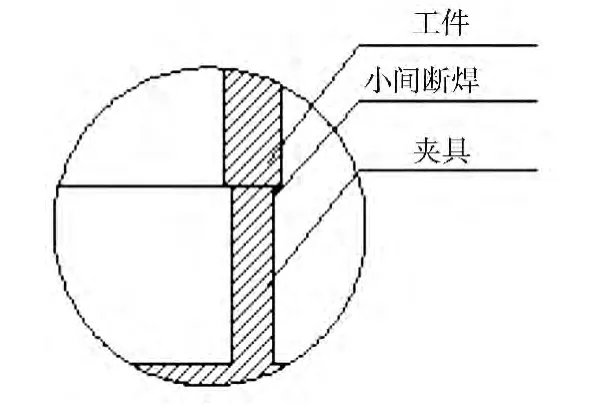
图4 工件与夹具连接图
(3)将工件与夹具的连接体用天车吊上车床装夹,以夹具ø1 266外圆和夹具A基准面作为外圆和平面的校正基准,校正后按图纸要求先粗加工工件,再精加工工件。
(4)车削完成后,用手动砂轮机磨掉6段小间断焊,使工件与夹具分离,并将焊点打磨平整光顺。
2.2 车削过程中保证加工质量的要点
(1)加工工件A端面时,因工件整体强度差,装夹不应太紧,车床转速应在25r/min为宜,吃刀深度和进刀速度要小一些,确保加工安全和工件装夹变形小一些。
(2)工件与夹具连接的间断焊,在确保工件与夹具牢固的情况下,应越小越好,尽量缩小焊接热影响工件材质变化。
(3)工件与夹具连接后的加工,车床转速要调快一些,并且吃刀量要小,防止车削力过大挤压工件变形,以保证工件加工尺寸的准确性和获得较好的表面光洁度。
(4)各车削加工工序车床转速、进刀量、吃刀深度等参数如表1所示较为合理。
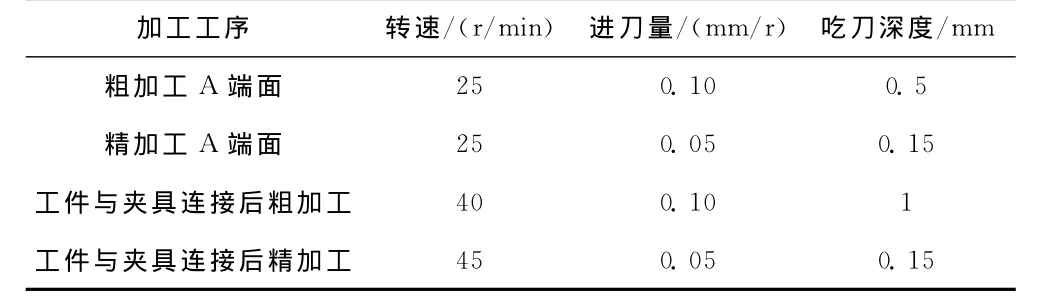
表1 车削参数表
3 结语
生产实践证明,通过使用优质陶瓷刀粒切削工件,自行设计简单、有效的工装夹具转移装夹力,选用线切割加工U型口等工艺措施,解决了挖泥船泥泵吸口端封水腔衬套使用Hardox400耐磨材料后的加工难题,为其选用耐磨材料、延长使用寿命提供了必要的支撑。另外,此工艺可考虑应用在同类耐磨工件的加工上,并在生产实践中进一步探讨与发展,利用新技术与新设备,进一步提高加工效率和质量。
[1]刘会霞.金属工艺学[M].北京:机械工业出版社,2008
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
水泵技术(2021年4期)2021-11-20
中国设备工程(2021年17期)2021-09-17
汽车零部件(2021年7期)2021-07-29
装备制造技术(2020年12期)2020-05-22
探索科学(学术版)(2019年11期)2019-06-16
船舶(2019年1期)2019-03-06
汽车实用技术(2018年20期)2018-10-26
中国设备工程(2018年13期)2018-07-25
