
铁-铬-镍系耐热合金的焊接工艺分析*
2014-03-06 06:03黄艳
菏泽学院学报 2014年2期
黄 艳
(菏泽市产品质量监督检验所,山东菏泽 274000)
引言
耐热合金作为单一奥氏体组织,其合金化程度很高,并且具有良好的使用的可靠性、组织稳定性,所以耐热合金被广泛应用于舰船、航空、航天、化工、石油的一类重要材料.按基体元素来分,耐热合金可分为铁基、镍基和钴基等耐热合金.铁基耐热合金使用温度一般只能达到750~780℃,而镍基和难熔金属为基的合金的耐热部件则能在更高温度下使用.
近些年来,国内外学者在工艺参数指定、焊后结合界面组织、接头使用性能评定、焊接方法等方面对镍基耐热合金焊接作了大量研究,同时通过对电子束焊接、真空焊、瞬间液相扩散连接、激光焊及激光熔覆技术、摩擦焊、真空电子束钎焊等各种连接方法的进一步研究,对镍基耐热合金焊接技术的应用和发展做出巨大贡献.然而为保证该铁-硌-镍(Fe-Cr-Ni)系耐热合金的工作性能,需要根据选用的焊接材料和基体材料,选择适当的焊接工艺.本文就Incoloy800耐热合金、铸造耐热不锈钢炉管和HP45NbTi铸造耐热不锈钢的焊接工艺进行对比分析,以期为焊接工程应用提供科学依据.
1 Incoloy800H耐热合金的焊接工艺
Incoloy800H合金的密度较大、导热率低,属于铁基耐热合金.铁基耐热合金具有较高的焊接热裂纹敏感性,焊接过程中会出现焊缝的微裂纹和宏观裂纹.由于铁基耐热合金导热率较低,加上工件的焊接时间长,将会造成晶粒长大,进而促使了低熔点共晶物的形成.
焊前处理不当(工件表面的油垢、氧化膜、潮气等),则会在焊接过程中被吸附和分解,进而造成杂质气体的增多掺生气泡;在铁基耐热耐热合金的焊接过程中,一般情况下焊接接头达不到母材强度的要求,焊接接头在常温和高温下的瞬时强度差不多,但在持续高温下的强度却大幅降低,焊后所进行的热处理效果也不明显[1].生产实践表明,接头热影响区存在过热以及晶粒长大严重将直接影响焊接性能.
由于Fe-Cr-Ni系合金具有敏化温度区,敏化状态发生碳化物的沉淀,引起晶界贫铬现象,导致在介质中的晶间腐蚀、应力腐蚀[1].在焊接该类合金时,应快速冷却,避免焊接区在高温条件下停留过长,防止产生晶间腐蚀.
针对铁基耐热合金容易出现的缺陷,在焊接工艺上,要采用手工氩弧焊,所选焊丝为Er5NiCr3.由于熔敷金属流动性、熔适性差,当焊接材料过热时,脱氧元素会出现过多的烧损,所以应采用小的热输入来增加熔透性.为保证熔透,应采用大坡口角度和小钝边的接头形式.T1G焊对接V形坡口角度为700°±5°,采用直流正极性,高频引弧以及电流衰减、延时断气的焊接技术.施焊时应采用快速焊,操作时可作微小摆动,但应掌握好焊枪和焊丝的角度.多层焊时应控制道间温度(不超过100℃),注意填满弧坑.热输入在保证熔透的前提下尽可能小.焊后应进行快速冷却.
Incoloy800H管焊接工艺参数如下:
焊接电流:80~110 A;电弧电压:12~14 V;焊接速度:7~10 cm·min-1;
电流衰减:7 s;氩气流量:正面:8~10 L·min-1,背面:10 ~12 L·min-1;
电源极性:直流正接.
2 铸造耐热不锈钢炉管的焊接工艺
铸造耐热不锈钢炉管,是用离心铸造或电轧熔铸的方法制成的.铸造耐热不锈钢炉管与锅炉等工业使用的炉管相比,工作温度较高,同时所输送化工介质的流体在工作温度下,具有较活泼的化学性质[1],广泛应用在合成氨、甲醇、城市煤气和还原炼钢工厂的蒸汽转化炉中,此外还应用在乙炔装置中的裂解管中.这里主要介绍HK-40的焊接.
HK-40铸造耐热不锈钢与奥氏体不锈钢一样,均为高铬镍系合金钢,其焊接性与奥氏体不锈钢类似.不过,由于碳含量高,本来就含有一定量的共晶,所以焊接熔池的流动性较好.炉管在正常焊接工艺条件下,焊接熔池在结晶过程中会出现气孔和结晶裂纹的问题,但是并不突出.主要问题在于焊接接头过热区中可能出现液化裂纹,这是由于该处的共晶物会发生液化,如果硫磷等杂质含量较高或偏聚较严中,则在冷却过程中会产生裂纹.
HK-40炉管的主要成分有铬、镍、碳等,其中铬元素大部分成为固溶元素,另一部分则与碳形成铬的碳化物,是合金具有良好的耐热性和较高的高温蠕变断裂强度.HK-40的主要化学成分见表1.

表1 HK-40(ZG4Cr24Ni20Si2)主要化学成分[2]
HK-40炉管焊接最主要问题是裂纹的存在.从力学角度分析:这种材料线膨胀系数大,收缩应力大,特别是坡口不当、焊接夹渣、冷热不均引起较大应力,导致裂纹的产生.从冶金角度分析:焊缝的化学成分对裂纹的形成起较大作用,由于单相奥氏体钢的焊缝为柱状晶组织,利于偏析杂质,而奥氏体钢的合金成分较杂,不仅S、P类杂质易形成易熔夹层,一些合金元素因有限的熔解也会弱化晶界[3].因此,一般要求焊缝限制杂质来源,减少晶间偏析;加入适当的碳化物形成剂,以造成细小的奥氏体和碳化物的双相组织.
正确地选用焊接材料,以确保焊缝金属中杂质含量少,避免产生热裂纹.在应力相分析出温度区段(650~900℃)工作过程中,焊接接头的蠕变强度不应低于铸态炉管,从而避免炉管的损坏发生在焊接接头上.只有选用此类焊接材料,才能提高炉管的焊接性和保持长期工作过程中的稳定性.
本文选用的HK-40炉管的焊接材料为:中国焊丝H4Cr25Ni20与美国AWS焊丝E310H、德国THYSSEN焊丝 Thermanttcr、日本焊丝 TGS-310H-SA,其化学成分,见表2.

表2 H4Cr25Ni20与 E310H ,Thermanttcr,TGS -310H -SA 焊接材料的化学成分[3~6]
E310H为钨极惰性气体焊丝,Thermanttcr为电 弧焊焊丝,TGS-310H-SA为焊条焊芯.
由于焊接材料的化学成分优于炉管本体,希望炉管材料在焊缝金属中所占比例越少越好.这样能提高焊缝金属抗裂性,还可以使焊缝金属局部应力相析出量减少,并能提高高温蠕变断裂强度,延长炉管的工作寿命.
HK-40铸造耐热不锈钢炉管的焊接工艺:
1)施焊以前,炉管的待焊处和焊丝要认真清理,去除油污和杂质,保持干净.
2)避免强力组对装配,减少焊接应力.
3)炉管点固焊后,管内要充氩气进行保护,防止焊缝背面氧化.
4)采用钨极氩弧焊时,要选择合理的焊接顺序来降低焊接应力.多层焊接时,要等第一层焊缝冷却后,再焊次一层焊缝,避免焊缝金属过热,防止晶粒粗大.
5)多层焊时,各层的焊接收弧处要相互错开,避免缺陷重叠而降低焊接接头的力学性能.
6)焊接结束或中断时,要采取电流衰减收弧法,同时也要填满弧坑,阻止弧坑裂纹的形成.
3 HP45NbTi铸造耐热不锈钢的焊接工艺
HP45NbTi铸造型耐热不锈钢是在HP45合金基础上加入Nb、Ti等微量元素制得的,加入Nb、Ti的HP45NbTi铸造型耐热不锈钢比HP45的高温蠕变强度有了较大提高,并具有抗渗碳性能、抗氧化性能、铸造性能和机械加工性能等.因此,HP45NbTi耐热合金已成功地用于乙烯蒸汽裂解炉炉管、甲醇催化转化炉炉管及其他加热炉等部件[7~11].其化学成分见表3.

表3 HP45NbTi耐热炉管的化学成分
HP45NbTi铸造耐热不锈钢炉管的力学性能:
室温抗拉性能:屈服强度≥450 MPa,抗拉强度:≥250 MPa,断后伸长率≥8%;
高温瞬时抗拉性能:温度:900℃,抗拉强度≥147 MPa,断后伸长率≥22%;
高温持久抗拉性能:温度:1 050℃,应力≥25 MPa,时间:≥100 h.
由于HP45NbTi铸造耐热不锈钢Ni含量高,化学成分复杂,因此容易形成液态薄膜;另外,该合金的线膨胀系数大,热导率小,能形成较大的应力,因此热裂倾向较大.由于焊接过程的作用,焊接热影响区的晶粒粗大,奥氏体强化相和碳化物析出和溶解,以及组织变化、内应力和各种显微缺陷的存在,使得焊接接头与母材等性能是很难选择的.但是,采用小焊接热输入,高Cr、Ni和高碳化物的焊接材料,能防止应力相析出,减少Cr23C6的沉淀,并采用短弧焊、小摆动、强制冷却,可改善HP45NbTi铸造耐热不锈钢炉管的焊接接头性能.
本文给出HP45NbTi铸造耐热不锈钢炉管焊接两种可供选择的氩弧焊焊丝,以及母材和焊缝,其化学成分见表4.NiR82焊丝(Ni基)用于打底焊,25-35Nb焊丝用于填充焊和盖面焊.虽然25-35Nb焊丝与母材的化学成分相近,但其熔敷金属的焊态抗拉强度为550 MPa,比母材高100 MPa,且塑性不足.打底焊时,冷却速度大,拘束度大,应力集中系数大,容易产生裂纹.而NiR82焊丝用于打底焊,不易产生裂纹.层间温度应控制在90℃.
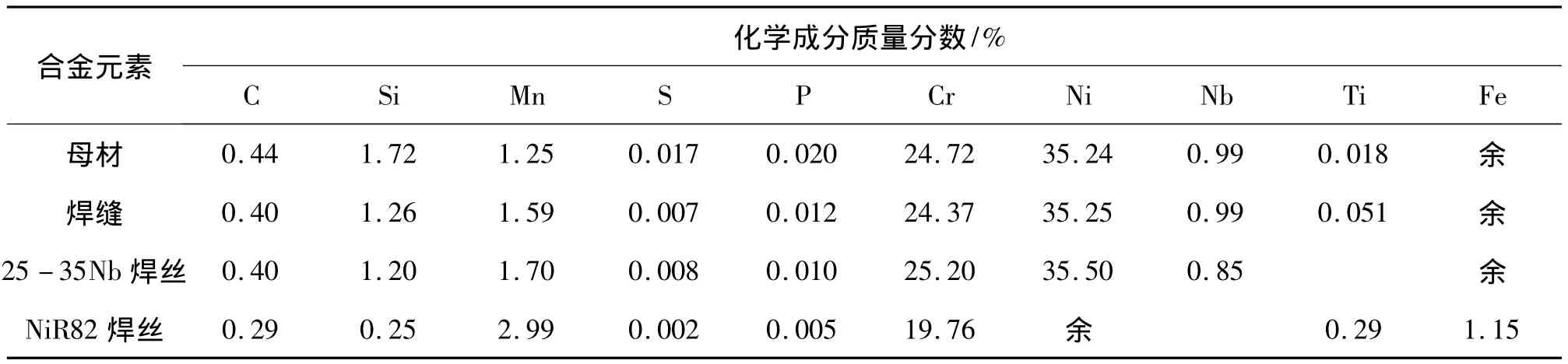
表4 HP45NbTi焊接所用母材、焊缝、25-35Nb和NiR82焊丝化学成分
HP45NbTi铸造耐热不锈钢炉管焊接工艺:根据生产条件选择手工钨极氩孤焊,保护气体选用纯度99.99%的氩气;选择Φ25mm的NiR82焊丝为打底焊,Φ 24mm的25-35Nb焊丝填充;焊材和母材坡口附近应严格地清除表面锈蚀、水等杂质.手工钨极氩弧焊的焊接质量与焊工的现场操作密切相关,应注意焊工操作手法.一般要求钨极从气体喷嘴突出的长度以4~5mm为最好,在角焊等遮蔽性差的地片是2~3mm为最好;焊接电弧长度以1~3mm为最好,过长则保护效果不好;焊枪应尽量沿炉管直径方向,可稍稍倾斜,但倾角一般不超过10°;填充焊丝与工件表面夹角应尽可能地小,一般约为10°,背面在打底焊和第一道填充焊时应通氩气进行保护.焊接坡口型式和尺寸见图1.
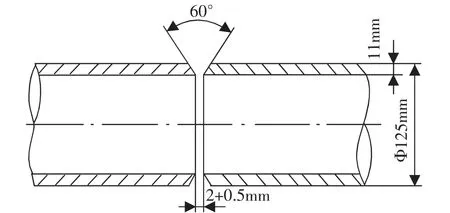
图1 焊接坡口示意
4 结论
对于耐热高温合金的焊接工艺来说,主要目的都是防止裂纹的产生.从上述分析可知,Incoloy800H合金可采用手工氩弧焊,而HK-40铸造奥氏体耐热不锈钢炉管和HP45NbTi铸造耐热不锈钢炉管的焊接,可采用钨极氩弧焊[12].
[1]孙明慧,王晓军,夏天东.HP45NbTi高温合金炉管的焊接[J].焊接,2006,(8):22-26.
[2]殷荣幸.铸造耐热不锈钢HK-40炉管的TIG-MAG焊修复[J].热加工工艺,2012,(15):230-231.
[3]张建晓,雷万庆.石化装置用 HK40炉管的焊接[J].电焊机,2004,(5):123 -125.
[4]张展宇,黄惠祥.高温耐热合金HP-40Nb的焊接[J].机械工人(热加工),2004,(3):18-21.
[5]钱昌黔.耐热钢焊接[M].北京:水利电力出版社,1988:336-356.
[6]李怀君,赵玉梅.新型耐热钢的焊接工艺研究[J].机械工人(热加工),2001,(12):23 -24.
[7]张其枢,堵耀庭.不锈钢焊接[M].北京:机械工业出版社,2000:182-306.
[8]刘宝新,胡希海,沙允慈.高温合金新型镍基焊条研究[J].焊接技术,1995,(3):30-31.
[9]孙明慧,梁文武,孙立平.石化炉管的焊接[J].焊接,2005,(3):14 -17.
[10]薄春雨,杨玉亭,周世铎.镍基耐蚀材料结晶裂纹敏感性的研究现状与趋势[J].焊接,2006,(2):15-18.
[11]阮国钰,赵有恒,赵志昌.焊接材料选择与使用100问[M].北京:中国标准出版社,1997.
[12]天津大学焊接教研室.金属熔焊原理及工艺(上册)[M].北京:机械工业出版社,1980.
猜你喜欢
中国特种设备安全(2020年11期)2020-06-09
金属加工(热加工)(2018年2期)2018-03-22
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
石油化工建设(2016年4期)2016-02-27
焊接(2016年9期)2016-02-27
石油化工建设(2015年1期)2015-12-01
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
汽车零部件(2014年5期)2014-11-11
