
控制高温合金零件喷涂变形
2014-03-02 03:01
中国新技术新产品 2014年13期
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
控制高温合金零件喷涂变形
王永强 苏 波
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
本文介绍了承担美国GE公司的某薄壁高温合金零件转批加工过程中所遇到的零件变形技术问题和解决途径,论文介绍了通过摸索喷涂变形规律、更改喷涂夹具,最终解决了由于喷涂产生的零件变形问题,从而确保转批产品的顺利交付。为我公司转包产品赢得大量GE产品市场份额提供了技术保证。
高温合金;薄壁机匣;喷涂;喷涂夹具改进
1 零件材料结构工艺特点分析
1.1 零件材料
材 料为Inconel 718,为 时效 强化变形镍基高温合金,工作温度为600~650℃。
材料特性及应用:
该合金在-253~700℃温度范围内具有良好的综合性能,650℃以下的屈服强度居变形高温合金的首位,并具有良好的抗疲劳、抗辐射、抗氧化、耐腐蚀性能,以及良好的加工性能、焊接性能良好。能够制造各种形状复杂的零部件,是当今国外航空发动机领域应用范围最为广泛的高温合金,而且在宇航、核能、石油工业及其它工业产品中也有一定的应用。
与其相近的合金牌号: GH4169( 中 国)、NC19FeNb( 法 国)、NiCr19Fe19Nb5(德国)等。
1.2 零件结构
该零件为典型薄壁环形机匣件,零件最大外圆直径约φ391.68mm,总高约109.2mm,材料为Inco718,零件壁厚只有2.032mm,总体结构呈“喇叭”形状。
1.3 加工工艺技术难点
(1)材料难加工,Inconel 718属难加工变形高温合金。
(2)壁厚薄、薄壁厚仅有2.032mm,结构呈“喇叭”形状,且在小端内圆喷涂,零件变形严重。
(3)加工精度高,零件基准直径要求圆度0.05mm、基准直径公差±0.025mm及相关的技术条件0.127mm难以保证。
综上所述,如何防止该薄壁环形机匣零件变形成为加工中的最大瓶颈问题。
1.4 影响零件变形因素
影响薄壁零件的变形因素有很多,主要有加工工艺路线的合理性、机床、夹具、工件残余应力、喷涂装夹定位及热变形、切削刀具选择等等。
2 控制喷涂变形量研究
2.1 现场跟踪机加工和喷涂过程、收集数据,进行对比(如表1)
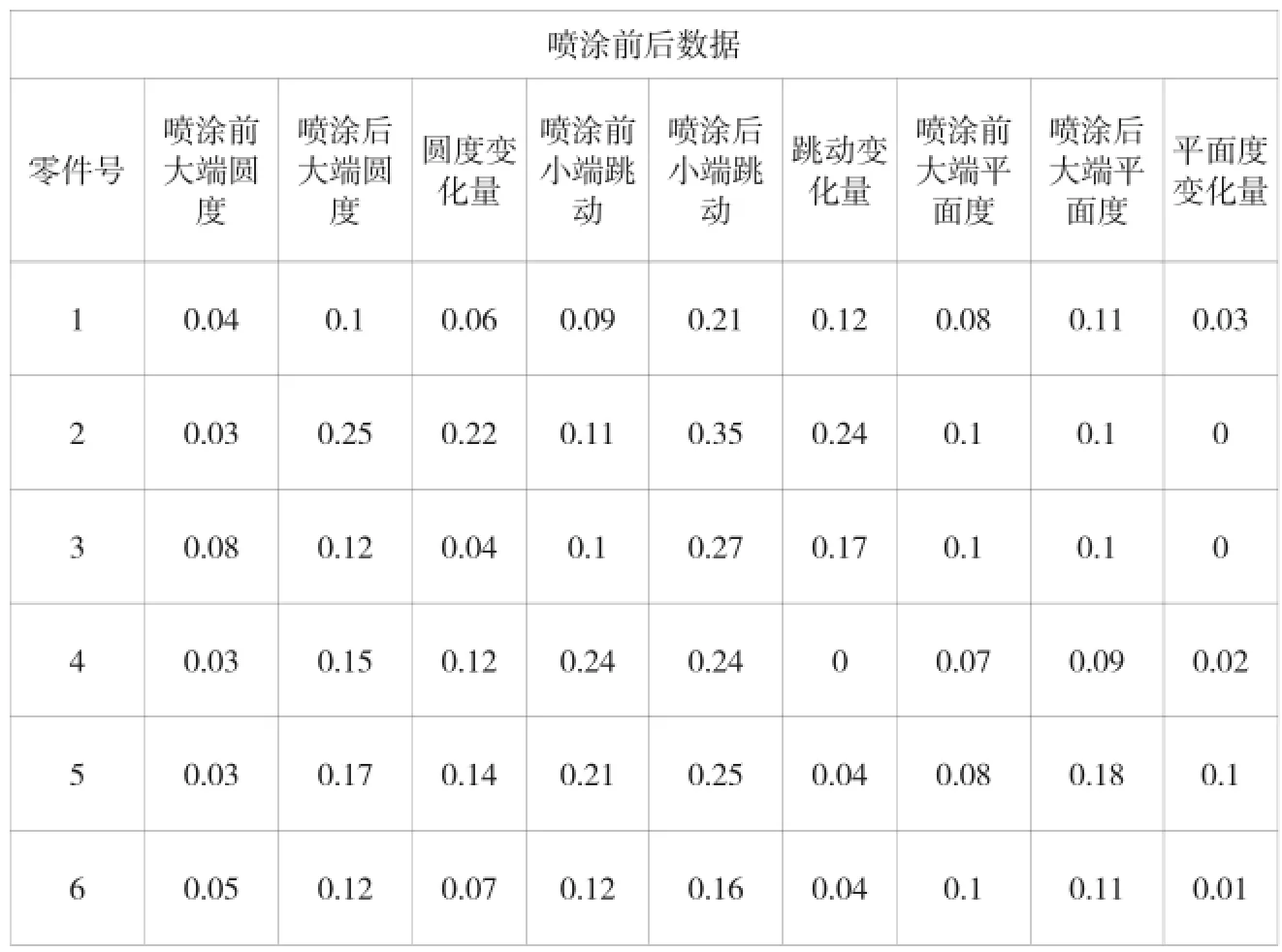
表1
从表中可以很明显的看出喷涂前后对零件圆度和跳动影响很大,直接导致零件超差。
2.2 改进喷涂夹具
夹具设计好坏直接影响薄壁件的加工质量,夹具的优劣直接影响零件的加工精度,因此,夹具设计是重要的一环。
在实际加工中发现夹具影响很大,原夹具定位止口与零件配合根本起不到定位的作用,因此将夹具的定位止口加大,使其配合间隙单边在0.02-0.03之间。
2.3 刀具及切削用量的选择
选择刀具通常要考虑机床的加工能力、工序内容和工件材料、加工效率、加工质量、加工成本等因素。切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。最初选择的车涂层刀具为二次利用的机夹刀,但经几批零件的加工不仅对涂层表面的技术条件有影响,而且对表面的加工质量(粗糙度)也不利,因此,经查找相关资料并经过几批共约20件产品加工验证选择M42国产焊接刀具加工该类涂层为最佳。
结语
经过近半年加工工艺试验及喷涂工装的改进,该零件由喷涂引起的不合格率由原来的40%降低到5%左右,为类似零件加工积累一定的经验。
[1]吴涛,朱流,郦剑.热喷涂技术现状与发展[J]国外金属热处理.2005(4).
[2] 彭锐涛,廖妙,谭援强. 预应力切削镍基高温合金的试验研究[J].机械工程学报,2012(19).
TG30
A
猜你喜欢
装备制造技术(2021年1期)2021-05-21
汽车工程(2021年12期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
模具制造(2019年7期)2019-09-25
经济技术协作信息(2018年20期)2019-01-19
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2015年3期)2015-11-11
机电产品开发与创新(2014年6期)2014-03-11
河南科技(2014年10期)2014-02-27
汽车与新动力(2014年4期)2014-02-27
