
观音岩电站钢筋直螺纹接头加工及连接质量控制
2014-02-28 03:34
四川水利 2014年6期
(中国水利水电第七工程局有限公司,四川 郫县,611730)
观音岩水电站厂房工程直径φ25mm以上的钢筋,均采用直螺纹连接接头,工程量大、施工强度高。钢筋接头连接质量的提高,能减少返工返修,节省人力,节省原材料,从而达到节能增效的目的。在施工过程中,需不断通过优化施工工艺,才能最终确保钢筋直螺纹接头加工及连接质量。本文主要分析了本工程钢筋直螺纹接头加工及连接施工过程中存在的质量问题,通过采取系列措施得到有效解决后,提出钢筋直螺纹接头加工及连接的相关预防措施及处理方案。
1 钢筋直螺纹接头加工及连接现状调查
对观音岩厂房工程钢筋加工及连接质量情况进行了检查,抽查了3个加工班组加工的钢筋丝头、5个仓号中由5个施工班组连接的接头。统计分析见表1。
表1 质量缺陷的检查统计分析

序号检查项目检查点不合格点频率%累计频率%1丝头外观质量501625 825 82接头力矩501422 648 43丝头长度501016 164 54丝头螺纹尺寸50812 977 45套筒外观质量5069 787 16套筒螺纹尺寸5058 195 27套筒长度5034 8100合 计35062100
对钢筋直螺纹加工及连接质量的检查综合合格率为82.3%,由表1可以看出,影响接头质量的主要问题是丝头外观质量和接头力矩,累计频率达到48.4%。
由于直螺纹连接一次合格率较低,常常发生返工现象,造成滞工,从而降低了工作效率。经现场测试,一个钢筋直螺纹连接批次从准备到钢筋丝头加工、运输再到现场连接,平均需要5min;而如果直螺纹连接接头经检验不合格后,再经拆卸、搬运、重新加工、安装直至合格,平均需21min。造成了约3倍时间的损失,如果因为不合格改成帮条焊,则需花费更多的时间和成本。
2 质量问题分析及要因确定
通过现场深入调查,用4MlE法分析影响钢筋直螺纹加工及连接一次合格率的原因,绘制因果图如图1所示。
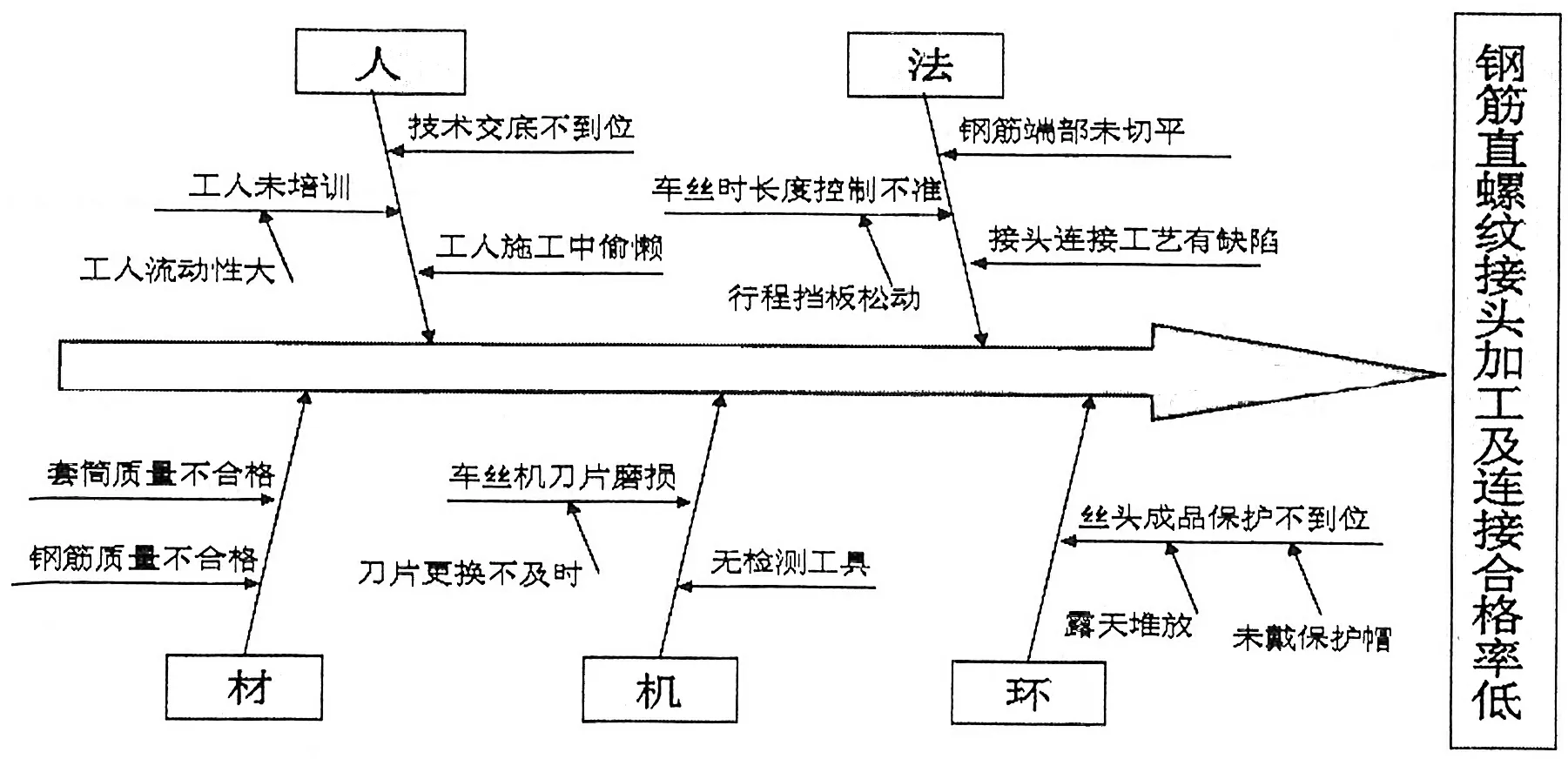
图1 影响钢筋直螺纹接头加工及连接质量的因果
通过分析后确定要因如下:
(1)无检测工具。仓库、车丝加工班、接头连接班均未配备检测工具,工人仅凭经验控制钢筋加工和连接质量;
(2)钢筋丝头加工前端部未切平。部分钢筋原材料端部变形、不平整,丝头加工前端部未切平,导致丝扣不完整;
(3)车丝时长度控制不准。行程挡板松动,套丝长度掌握不好,导致丝头长度长短不一;
(4)车丝刀片磨损。部分车丝机刀片磨损,导致丝牙深度不足,存在不完整螺纹;
(5)接头连接工艺有缺陷。用扭力扳手进行连接检查,部分接头检查结果不符合国家标准,不合格率达22.6%。
3 针对要因制定实施对策及实施效果
3.1 无检测工具的对策及效果
(1)购买了通止规、扭力扳手等检测工具,根据套筒尺寸专门定制环通止规,使其相匹配,并要求套筒生产厂家保证套筒尺寸的稳定性;
(2)对操作工人进行培训,通过对检测原理、操作规程的讲解和现场演示具体操作方法,使其熟悉检测工具的使用;
(3)给每个钢筋加工班组和连接班组均配备了一套检测工具,在钢筋直螺纹加工及连接过程中采用检测工具随时检测,出现偏差后及时纠正。加强加工过程中的自检,要求加工人员每加工10个丝头必须用环通规和环止规进行逐个检验,钢筋连接工人每个接头连接完后均用扭力扳手检测。经自检合格的丝头和接头,再由质检员随机抽样检验。
通过严格控制,在对策实施后的第3天,经自检和质检员抽检全部合格,在后期的不定时检查中,也全部合格。
3.2 钢筋丝头加工前端部未切平的对策及效果
(1)钢筋加工前,对端部均采用切割机切平,要求工人切割前先观察钢筋端部变形情况,一般需切除1cm~2cm长。在离切割机两侧2m、4m的位置,共设置4个钢筋固定槽,4个点与切割机卡槽位于同一条直线上,切割时将钢筋固定好,以保证钢筋端部切割后的平整度;
(2)钢筋丝头加工人员在每个丝头加工前均先进行检查,发现不合格时重新进行切割。
对钢筋端部切割情况进行检查,所有钢筋均按要求进行了切割,且平整度满足要求,未出现因端部弯曲、不平整造成不完整丝扣的情况。
3.3 车丝时长度控制不准的对策及效果
(1)联系了车丝机厂家维修人员到钢筋加工厂对机械进行维修,加固或更换了个别松动的行程挡板。
(2)在钢筋套丝端作长度标记(φ25mm、φ28mm钢筋在距端部32.5mm处标记,φ32mm、φ36mm钢筋在距端部37.5mm处标记),以便加工时容易控制套丝长度;
(3)组织工人参观技术水平高的工人操作,现场演示讲解具体施工工艺和方法,并相互交流经验,共同提高工艺水平;
(4)将技术操作规程及相关标准张贴在加工区醒目位置,以便施工人员时刻牢记;
(5)加强加工过程中的自检,要求加工人员每加工10个丝头必须用卡尺进行逐个检验。
通过严格控制,对策实施后的第3天和第8天经自检和质检员抽检,车丝长度全部合格。
3.4 车丝刀片磨损的对策及效果
(1)与项目部领导进行沟通,征得其同意,加大在钢筋加工车丝刀片等机具方面的投入,购买质量好的车丝刀片,并要求钢筋加工厂不能以影响质量来节约成本投入;
(2)加工过程安排专职质检员采用通止规随时检测丝头尺寸,发现出现偏差时立即更换车丝刀片,不能将就使用。
在实施对策后的第4天和第9天对三个班组加工的100个丝头进行抽检,抽检接头全部合格,未发现丝牙深度不足、不完整螺纹等情况。
3.5 接头连接工艺缺陷的对策及效果
(1)重新对操作工人进行详细的技术交底,通过现场讲解和演示具体施工工艺和方法,使每个工人能熟悉流程并熟练操作,并要求进行钢筋接头连接的人员相对稳定;
(2)将操作规程张贴在施工区,让作业人员在施工过程中随时能熟悉地按操作规程实施;
(3)选用技术好的操作工人,对产品质量实行考评,制定奖罚制度,加强竞争机制,在周、月评选“工艺之星”,增强操作工人的荣誉感,并带动其他工人的积极性;
(4)仔细研究连接施工工艺,将原有工序细化。具体如下:钢筋就位→拧下钢筋护帽和套筒保护盖→初步连接→接头拧紧→油漆标识→施工检验→工序完成。
每组安排三个工人,第一名工人负责按照图纸检查钢筋摆放位置是否正确,第二名工人负责拧下钢筋保护帽和套筒保护盖,并用手将套筒和钢筋进行初步连接,第三名工人负责接头拧紧,另外两名配合轮流固定钢筋两端,并做好标记表示已经连接完毕,避免疏漏和重复施工。第三名工人做好标记后,第一名工人对其进行自检,实现流水作业,提高了工效,保证了连接质量。
通过工序的调整和人员的重新配置,经现场检查,各工序按要求有条不紊的进行,避免了窝工和工序疏漏、重复,实施效果良好;
(5)加强连接后的扭力扳手检验制度。要求每个钢筋班组必须至少配备一把扭力扳手,施工后要按照扭力标准对接头进行扭力矩的检验。500个接头为一个验收批进行检验(不足500个也作为一个验收批),抽取其中10%的接头进行拧紧扭矩校核,拧紧扭矩值不合格数超过被校核接头数的5%时,重新拧紧全部接头,直到合格为止。
在实施对策后第3天和第8天,对5个仓号的50个连接接头进行抽检,检测全部合格。
3.6 实施效果检查
对实施系列对策后观音岩厂房工程钢筋加工及连接质量进行了效果检查,本次抽查了3个加工班组加工的钢筋丝头、5个仓号中由5个施工班组连接的接头。统计分析见表2。
表2 实施效果的检查统计分析

序号检查项目检查点合格点不合格点合格率%1丝头外观质量5049198 02接头力矩5049198 03丝头长度5049198 04丝头螺纹尺寸5048296 05套筒外观质量5049198 06套筒螺纹尺寸505001007套筒长度50500100合 计350344698 2
针对观音岩水电站厂房钢筋直螺纹加工及连接质量存在的问题,通过持续改进活动,钢筋直螺纹加工及连接质量的检查综合合格率有了明显提高。本次检查综合合格率达到98.2%,达到了预期目标。
4 结语
钢筋直螺纹加工及连接是一项繁杂的系统工程,只要分清楚产生质量问题的成因,找出相应措施,质量问题是可以避免和解决的,施工质量能够有保证。但值得注意的是,影响钢筋直螺纹加工及连接合格率的质量问题原因还很多,因此我们要具体问题具体分析,严格认真按照有关专业规范和标准要求进行施工,这样才是确保质量的根本手段。
猜你喜欢
结构工程师(2022年2期)2022-07-15
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
化工管理(2017年16期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
管道行业观察(2016年10期)2016-09-12
中国塑料(2015年9期)2015-10-14
有色金属加工(2014年1期)2014-09-19
凿岩机械气动工具(2014年4期)2014-03-01
