物质-场分析法在电火花加工工艺中的应用研究
2014-02-28 05:02:36王占辉马苏常霍文国
天津职业技术师范大学学报 2014年4期
王占辉,马苏常,霍文国
(天津职业技术师范大学天津市高速切削与精密加工重点实验室,天津 300222)
物质-场分析法在电火花加工工艺中的应用研究
王占辉,马苏常,霍文国
(天津职业技术师范大学天津市高速切削与精密加工重点实验室,天津 300222)
本文提出了将物质-场分析法应用在电火花加工工艺优化中,建立了物质-场分析法在电火花加工工艺优化中的应用流程,对放电腐蚀系统中存在的问题进行分析,结合76个标准解,得到解决方案,与现存方案进行对比,说明了物质-场分析法在电火花加工优化中的有效应用及其优势,为电火花加工工艺研究提供了一种新途径。
TRIZ;物质-场分析;76个标准解;电火花加工;放电腐蚀系统
电火花加工是与机械加工完全不同的一种工艺方法,由于电火花加工有其独特的优越性,再加上数控水平和工艺技术的不断提高,其应用领域日益扩大,已经覆盖到机械、航天、航空、电子、核能、仪器、轻工等部门,用以解决各种难加工材料、复杂形状零件和有特殊要求的零件制造。
随着零件质量要求的不断提高,对电火花加工也提出更高的要求,因此,对电火花加工机床及加工工艺的优化也在不断进行中。本文建立了物质-场分析法在电火花加工工艺优化中的应用流程,对材料放电腐蚀系统中存在的问题进行了分析,提出了解决方案,说明了物质-场分析法在电火花加工工艺优化中的有效应用及前景。
1 电火花加工工艺的优化方法
目前,国内外学者们对电火花加工的优化研究主要集中在两个方面:
一是对电火花加工机床结构的优化。如:李艳[1]等人基于有限元分析的电火花加工机床变形研究,通过Z轴施加配重,在提高灵敏度的同时,减小了机床变形。
二是对电火花加工工艺的优化,尤其是对工艺参数的研究。如:Chen[2]等通过研究不同的加工放电电流、脉宽、脉间参数对加工效率和表面粗糙度的影响,对火花放电过程进行了系统分析,搭建了材料去除率和表面粗糙度的理论模型,得出的材料去除率公式说明:材料去除率与峰值电流、脉冲宽度呈正比,与脉冲间隔呈反比的趋势。陈虎[3]等人研究了不同的电极材料对加工性能的影响;孔凡国[4]等提出了蚁群算法改进的模糊C均值聚类算法来选取工艺参数。该方法基于经验,采用聚类分析技术寻找最能够代表一类数据的聚类中心作为最优工艺参数,并通过仿真验证了其有效性;四川大学的李翔龙[5]等根据电火花加工工艺规律,以加工速度和表面粗糙度为目标,运用经典遗传算法优选加工参数并进行了仿真。
2 物质-场分析方法概述
物质-场分析法是TRIZ理论(发明问题解决理论)中重要的一种分析工具,可用于问题模型的建立、分析和转换。若将其应用在电火花加工优化中,可以快速的得到有效的优化方案。在使用物质-场分析和解决问题的过程中,首先要建立系统功能模型,根据功能模型所描述的功能问题的类型来确定问题的性质,同时,结合76个标准解[6]找到相应的解决方案。
2.1 物质-场模型
将复杂系统分解为简单系统是常用的分析方法。在TRIZ中,物质-场模型是可以将系统进行分解的工具。一个能够工作的最小系统可以用物质-场模型表示,同时也代表了一种功能。通过物质-场模型及分析可以确定系统中的核心问题。最小的技术系统由两种物质及一种场组成,其基本的物质-场模型如图1所示。图中F为场,S1及S2分别为物质。含义为:场F通过物质S2作用于物质S1并改变S1。

图1 物质-场模型
2.2 物质-场分析法在电火花加工工艺优化中的应用流程
物质-场分析法在电火花加工工艺优化中的应用流程如图2所示。

图2 物质-场分析法在电火花加工工艺优化中的应用流程
放电腐蚀系统中的功能元件,用来描述系统的组成,包括技术系统元件、子系统元件,以及与系统之间存在输入或输出关系的超系统元件。
3 基于物质-场分析法的材料放电腐蚀系统的优化
电火花加工是在介质中,利用两极(工具电极与工件电极)之间的脉冲性火花放电时的电腐蚀现象对材料进行加工,以使零件的尺寸、形状和表面质量达到预定要求的加工方法。由于放电腐蚀系统中存在的各种问题,使得两极之间的火花放电不稳定,不能得到理想的加工质量,因此,需要对材料放电腐蚀系统进行优化。
3.1 确定材料放电腐蚀系统的功能元件
材料放电腐蚀系统中的功能元件,如表1所示。
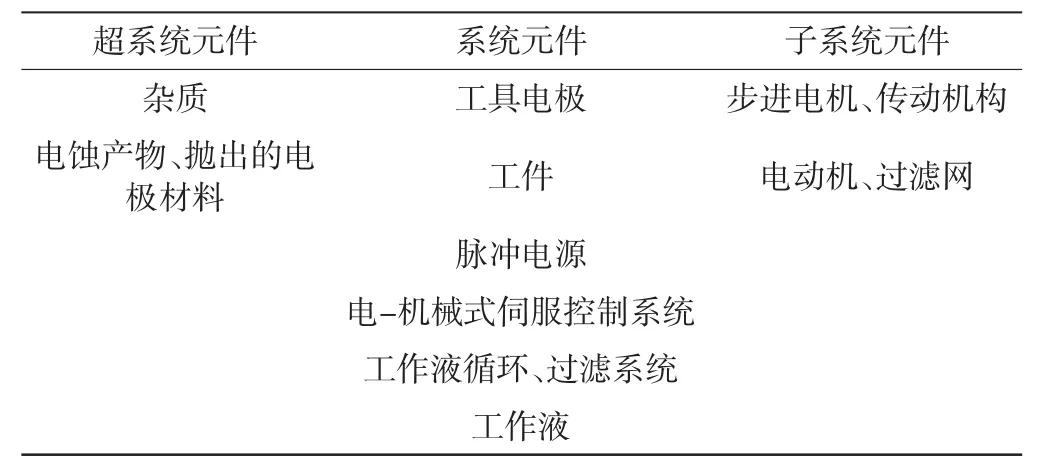
表1 材料放电腐蚀系统的功能元件
3.2 建立材料放电腐蚀系统的功能模型
功能模型是采用功能描述的方式来表述元件之间的相互作用关系,反应系统功能的实现机理。图3列出了材料放电腐蚀系统的功能模型。

图3 材料放电腐蚀系统的功能模型
3.3 对材料放电腐蚀系统问题的物质-场分析
从图4功能模型中,可以看到有多个需改进的功能,如“电-机械式伺服控制系统”和“工具电极”、“工具电极”和“工件”、“工作液循环过滤系统”和“工作液”、“杂质”“抛出的电极材料”“电蚀产物”和“工作液”、“工件”和“电蚀产物”等多个物质-场模型,下面对其中几个进行讨论。
3.3.1 工具电极运动系统(灵敏度不够)
为了维持适宜的放电条件,在加工过程中,电极与工件之间的间隙必须保持在很小的变化范围内。如间隙过大,则不易击穿,形成开路;如间隙过小,又会引起拉弧烧伤或短路。为保持恒定的间隙,必须采用伺服控制系统来控制工具电极的进给。
电-机械式伺服控制系统的传动链采用旋转电机驱动丝杠螺母的方式来实现,由于传动链较长,因而存在滞后问题,使其刚性和响应速度不能达到理想状态。
应用物质-场分析法建立的物质-场模型如图4所示。

图4 工具电极系统物质-场模型
要使用标准解理论体系必须先确定出问题的类别(基于物质-场模型),然后选定一系列标准解。由于自动调节进给系统灵敏度问题的物质-场模型是一个不足系统,应该在76个标准解的第1或第2类中选取。
结合电火花加工的实际,得到的改善方案建议如下:
应用76个标准解中的2.2.1,对于可控性差的场,用一个易控场代替,或增加一个易控场。得出解决方案:用容易控制的电磁力传动来替代机械传动,可用直线电机或电磁悬浮式代替旋转电机,驱动主轴。
直线电机伺服控制系统简化了电机和工具电极之间的传动机构,消除了电机、编码器、联轴器、丝杠等环节,灵敏度和定位精度得到进一步的提高。改进后的物质-场模型如图5所示。
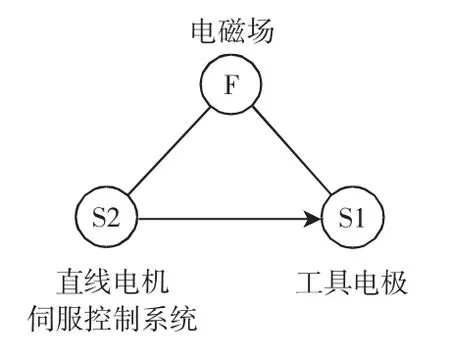
图5 工具电极运动系统改进物质-场模型
3.3.2 工具电极损耗
在电火花加工中,工具电极损耗直接影响加工精度、加工速度、加工质量,因此,降低工具电极的损耗具有重大意义。
应用物质-场分析法建立的工具电极损耗物质-场模型如图6

图6 工具电极损耗物质-场模型
模型中,脉冲电源S2作用于工具电极S1上,产生了有害功能,即损耗工具电极,抛出了电极材料。故该工具电极损耗系统是一个有害系统,应该在76个标准解的1.2类中选取。
结合电火花加工的实际,得到两种改善方案建议如下:
1)应用76个标准解中的1.2.2,通过改变S1或S2消除有害效应。针对脉冲电源,可以改变电源连接工具电极的极性,同时调节脉冲电源的电参数组合,将工具电极的损耗降到最低;针对工具电极,可以改变工具电极的材料,根据所加工材料,选择损耗最小的材料来制作工具电极。改进后的物质-场模型如图7a)所示。
2)应用76个标准解中的1.2.3,有害效应是由一种场引起的,引入物质S3吸收有害效应。工具电极的损耗是由于离子在电场的作用下,向工具电极高速运动,对工具电极的碰撞产生的。因此,在工具电极表面增加一层保护膜,对碰撞产生的能量吸收隔离,即可起到减少工具电极损耗的目的。利用煤油之类的碳氢化合物,可发生热分解,产生大量的游离碳微粒的特性,使用其作为工作液,在电火花放电过程中,游离的碳微粒还能与金属结合形成带负电荷的炭胶粒(S3),在电场作用下向正极移动,并吸附在正极表面,形成保护膜,减少工具电极损耗。改进后的物质-场模型如图7b)所示。

图7 工具电极损耗改进物质-场模型
3.4 与现存方案对比
将标准解解决方案与现有方案进行对比,见表2。通过对比发现,应用76个标准解得出的电火花加工中存在问题的解决方案,与实际应用中的方案相吻合,验证了物质-场分析在电火花加工工艺优化中的有效应用。应用TRIZ理论可以有效的解决工程领域的创新问题,使产品设计人员迅速找出问题、快速获得理想的解决方案,大大提高了创新的速度以及创新方式的多样性。因此,应用物质-场分析对电火花加工进行优化,可以快速的发现问题,为优化指明方向,得到有效的解决方案。

表2 标准解解决方案和现存方案对比
4 结语
本文建立了物质-场分析法在电火花加工工艺优化中的应用流程,探讨了其在电火花加工工艺优化中的应用,并与现存方案相佐证,验证了物质-场分析法是一种有效地电火花加工工艺优化方法,能够使设计人员快速的找到问题,为优化指明方向,快速获得理想电火花加工工艺优化的解决方案。
[1] 李艳,杨大勇,刘建勇,等.基于有限元分析的电火花加工机床变形研究[J].航天制造技术,2012,12(06):38-41.
[2] CHEN Y,MAHDIVIAN S M.Analysis of Electro-discharge Machining Process and Its Comparison with Experiments[J]. Journal of Materials Processing Technology,2000,104(1):150-157.
[3] 陈虎,张立新,喻俊志,王卫兵.电火花加工中电极材料对加工性能影响的试验研究 [J].现代制造工程,2013(04):79-84.
[4] 孔凡国,黄伟.电火花加工工艺参数优化蚁群-模糊C均值算法的研究[J].机械制造,2006,44(502):29-32.
[5] 李翔龙,殷国富,高枝宝.基于遗传算法的电火花加工参数优化[J].现代机械,2001(3):34-39.
[6] 檀润华.TRIZ及应用:技术创新过程与方法[M].北京:高等教育出版社,2010:107-143.
[7] 刘晋春,白基成,郭永丰.特种加工[M].北京:机械工业出版社,2008:1-34.
[8] 刘志东,高长水.电火花加工工艺及应用[M].北京:国防工业出版社,2011:7-9.
[9] TERNINKO J.Su-Field Analysis[J/OL].TRIZ Journal,Feb.,2000.http://www.triz-journal.com.
[10]SODERLIN P.Thoughts on substance-field models and 76 standards do we need all of the standards.TRIZ Journal,March,2003.http://www.triz-journal.com.
Study on the application of su-field analysis method in the EDM process
WANG Zhan-hui,MA Su-chang
(Tianjin Key Laboratory of High Speed Cutting and Precision Machining,Tianjin 300222,China)
This paper presents the Su-Field Analysis Method used in the optimization of EDM process technology,establishes the application of flow of Su-Field analysis method in the optimization of EDM process technology,then analyze the issues of the tool electrode movement system and the electrode wear,achieving the feasible solutions,comparison with existing solutions.Thus,verify the effective application of TRIZ methods in EDM technology,at the same time,provide a new way for the research of EDM process.
TRIZ;Su-Field Analysis;76 Standard Solutions;EDM;Discharge corrosion system
T
A
2095-0926(2014)04-0001-04
2014-00-00
国家自然科学基金(51305301);天津市应用基础与前沿计划项目(14JCQNJC05100);贵州省科学技术基金(黔科合J字[2014]2116号).
王占辉(1988—),男,硕士研究生,研究方向为放电加工;马苏常(1968—),男,教授,博士,主要研究方向为产品创新设计、特种加工.
猜你喜欢
防爆电机(2022年4期)2022-08-17 05:59:06
湖北农机化(2020年4期)2020-07-24 09:07:36
制造技术与机床(2018年9期)2018-09-19 06:48:34
制造技术与机床(2017年10期)2017-11-28 05:20:15
制造技术与机床(2017年4期)2017-06-22 11:17:51
中国交通信息化(2017年9期)2017-06-06 07:14:54
项目管理技术(2016年8期)2016-05-17 05:39:14
中国资源综合利用(2016年4期)2016-01-22 08:27:22
广州大学学报(自然科学版)(2015年4期)2015-12-23 11:50:10
电源技术(2015年2期)2015-08-22 11:28:02