
某选矿厂抑制剂用量优化研究试验
2014-02-17 09:19:24郭永生
新疆有色金属 2014年5期
郭永生
(新疆阿舍勒铜业股份有限公司哈巴河836700)
某选矿厂抑制剂用量优化研究试验
郭永生
(新疆阿舍勒铜业股份有限公司哈巴河836700)
新疆某选矿厂为了在确保不影响铜精矿品位及铜回收率的前提下,进一步的降低铜精矿含锌、提高铜扫选尾矿含锌,特意对现有工艺中抑制剂用量进行优化试验研究。该工艺试验研究主要受到矿石性质,矿浆PH值,抑制剂用量,抑制剂之间的比例,抑制剂在矿浆流程中的时间等因素的影响。
回收率抑制剂用量矿石性质矿浆pH值
新疆某选矿厂现有指标铜精矿含铜品位≧18%,铜精矿含锌品位在3%左右,年平均铜回收率89.8%。为了进一步的降低铜精矿含锌、提高铜扫选尾矿含锌,特意对现有工艺中抑制剂用量进行优化试验研究。该工艺试验研究主要受到矿石性质,矿浆pH值,抑制剂用量,抑制剂之间的比例,抑制剂在矿浆流程中的时间等因素的影响。为了对现有工艺进行优化降低铜精矿含锌、提高铜扫选尾矿含锌该矿山决定对抑制剂用量进行优化研究试验。
1 矿石性质
1.1原矿性质
该矿山是位于新疆西北方向的一座大型黄铁矿型铜、锌金属矿。该矿石性质的类型有:浸染状铜硫矿石、致密状铜锌黄铁矿矿石、条带状铜锌黄铁矿石等,其主要是铜锌黄铁矿石,其中铜矿石占矿床中各类铜矿石总储量的65%,铜锌矿石占矿床中各类型铜矿石总量的35%。矿石中主要金属矿物为黄铁矿、黄铜矿、闪锌矿、砷黝铜矿和少量的方铅矿、辉铜矿以及微量的辉钼矿、斑铜矿、银金矿等,其中黄铁矿占矿物相对含量的66.5%;黄铜矿占矿物相对含量的5.81%;砷黝铜矿占矿物相对含量的0.63%;闪锌矿占矿物相对含量的1.76%。主要脉石矿物为石英、绢云母,其次为方解石、重晶石、绿泥石、白云石等。金属矿物嵌布粒度细,其中砷黝铜矿嵌布最为复杂,呈微细粒包裹、交代在黄铜矿、黄铁矿、闪锌矿之中或者边缘;闪锌矿呈两期生成,一部分嵌布简单可浮性较好,另一部分呈微细粒复杂嵌布。
1.2原矿取样多元素分析

表1 原矿样多元素分析%

表2 原矿铜物相分析结果%
化学多元素分析结果表明,原矿中主要有价组分为铜、锌、硫,伴生的少量金、银可富集于铜精矿中。从铜物相分析结果可以看出,该矿石为混合矿,铜的原生硫化矿物占全铜的94.17%,可选性较好,铜的氧化率较低,其中难浮氧化铜矿物的存在将会在一定程度上影响回收率的提高。
2 小型实验研究及结果
2.1混选pH值探索试验
为了能够更好的在确保不影响铜精矿品位和铜回收率的前提下,降低铜精矿中的含锌,特意的做了一组混合浮选pH值高低的探索性试验。试验流程为混合浮选作业、再磨作业、一次粗选作业、两次精选作业、两次扫选作业,添加石灰作PH调整剂及黄铁矿抑制剂,硫化钠、硫酸锌和亚硫酸钠作为锌金属的联合抑制剂,BK201作起泡剂。试验结果见表3,试验流程见图1。

图1 原矿样混选石灰用量全开路试验流程图
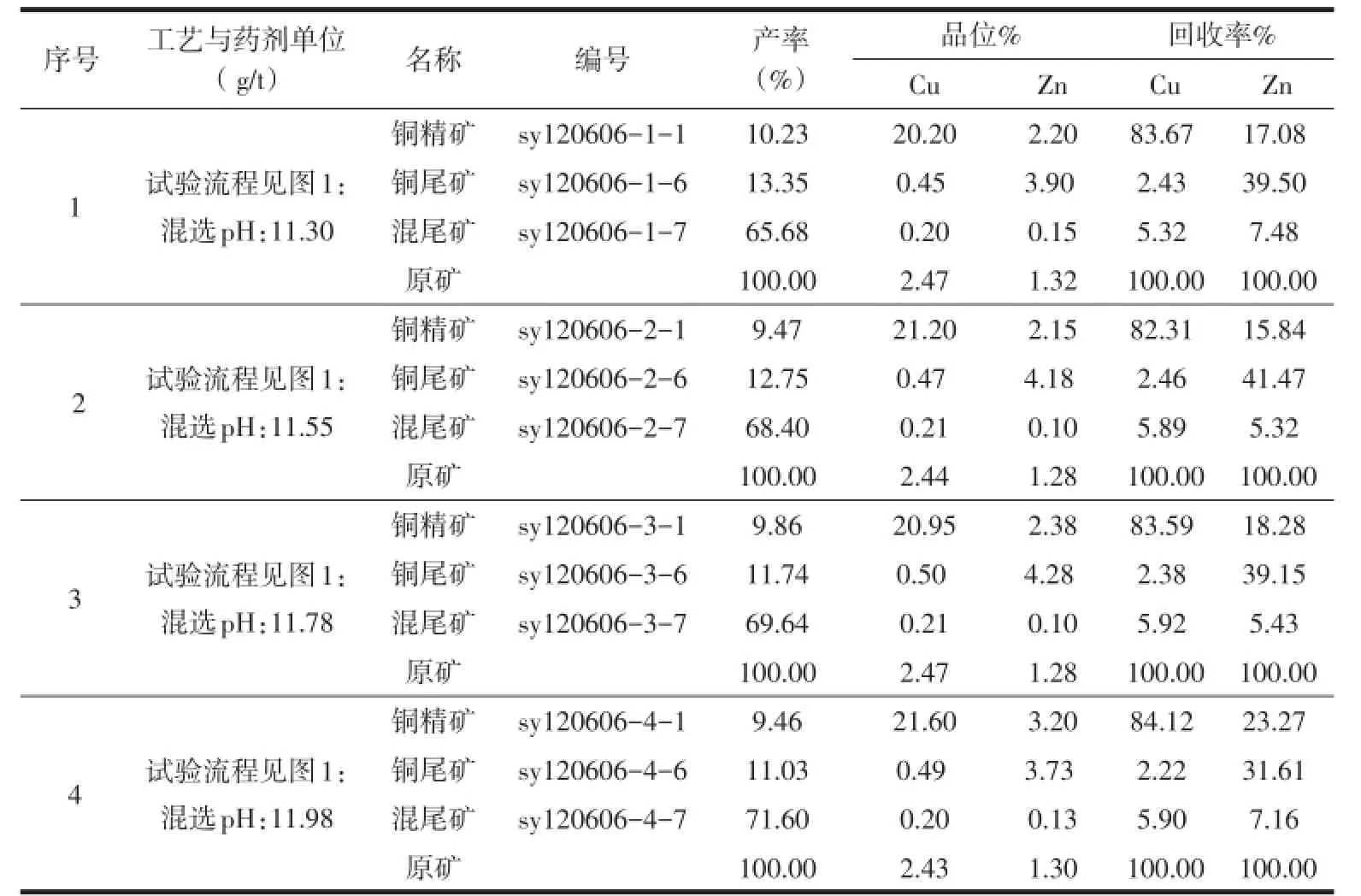
表3 原矿样混选石灰用量试验结果
从表3的试验数据指标可以看出,当混合浮选pH值控制在11.55~11.78之间对铜精矿的品位影响较小,对铜精矿中锌金属的抑制效果较好。
2.2铜锌分离联合抑制剂用量试验
为进一步的优化铜锌分离作业联合抑制剂抑制效果,同一品位的原矿石中分别进行联合抑制剂硫化钠、硫酸锌、亚硫酸钠等不同用量的多组浮选试验,同一性质的矿样在相同的工艺流程下进行不同药剂用量的对比试验,试验流程为混合浮选作业、再磨作业、一次粗选作业、两次精选作业、两次扫选作业,添加石灰作pH调整剂及黄铁矿抑制剂,硫化钠、硫酸锌和亚硫酸钠作为锌的联合抑制剂,BK201作起泡剂。试验原矿含铜品位为2.41%、锌品位为1.14%,试验条件为:球磨机内加石灰2.2 g,pH值为11.78,一段磨矿细度为-0.074 mm含量为74%,二段磨矿细度为-0.074 mm含量为90%,调整试验的联合抑制剂的用量,试验流程见图2。
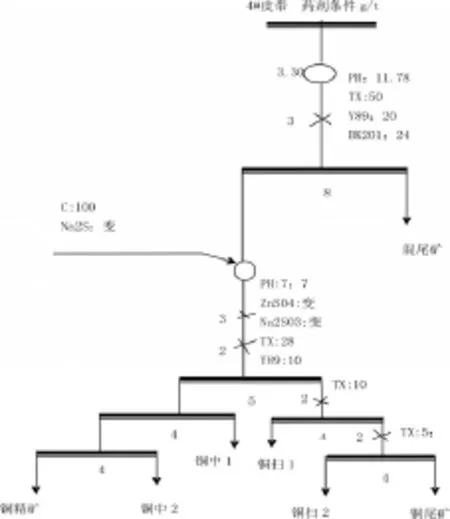
图2 原矿样不同pH值条件硫化钠变量全开路试验流程图
2.2.1 铜锌分离联合抑制剂硫化钠用量试验
为了验证铜锌分离中联合抑制剂硫化钠用量的大小对铜精矿的影响大小和铜精矿中含锌金属多少的影响,特意安排了多组浮选试验,试验结果见表4。
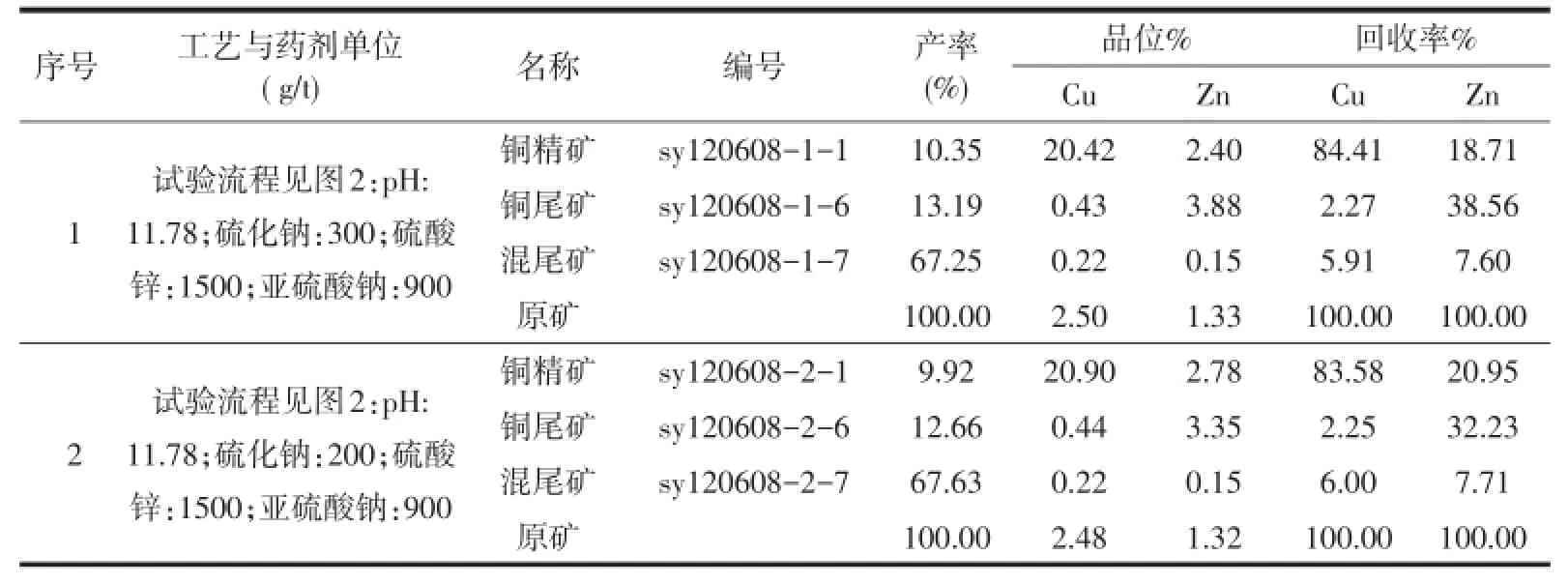
表4 铜锌分离联合抑制剂硫化钠用量试验结果

续表4
从表4的试验数据结果可以看出,pH值控制在11.78,硫化钠用量在300 g/t时,铜锌浮选的各项指标都较好。
2.2.2 铜锌分离联合抑制剂硫酸锌用量试验
为了验证铜锌分离中联合抑制剂硫酸锌用量的大小对铜精矿的影响大小和铜精矿中含锌金属多少的的影响,特意安排了多组浮选试验。试验流程见图2,试验结果见表5。从表5的试验数据结果可以看出,pH值控制在11.78,硫化钠用量在300 g/t,硫酸锌用量为2 000 g/t时,铜锌浮选的综合指标较好。

表5 铜锌分离联合抑制剂硫酸锌用量试验结果
2.2.3 铜锌分离联合抑制剂亚硫酸钠用量试验
为了验证铜锌分离中联合抑制剂亚硫酸钠用量的大小对铜精矿的影响大小和铜精矿中含锌金属多少的的影响,特意安排了多组浮选试验。试验流程见图2,试验结果见表6。
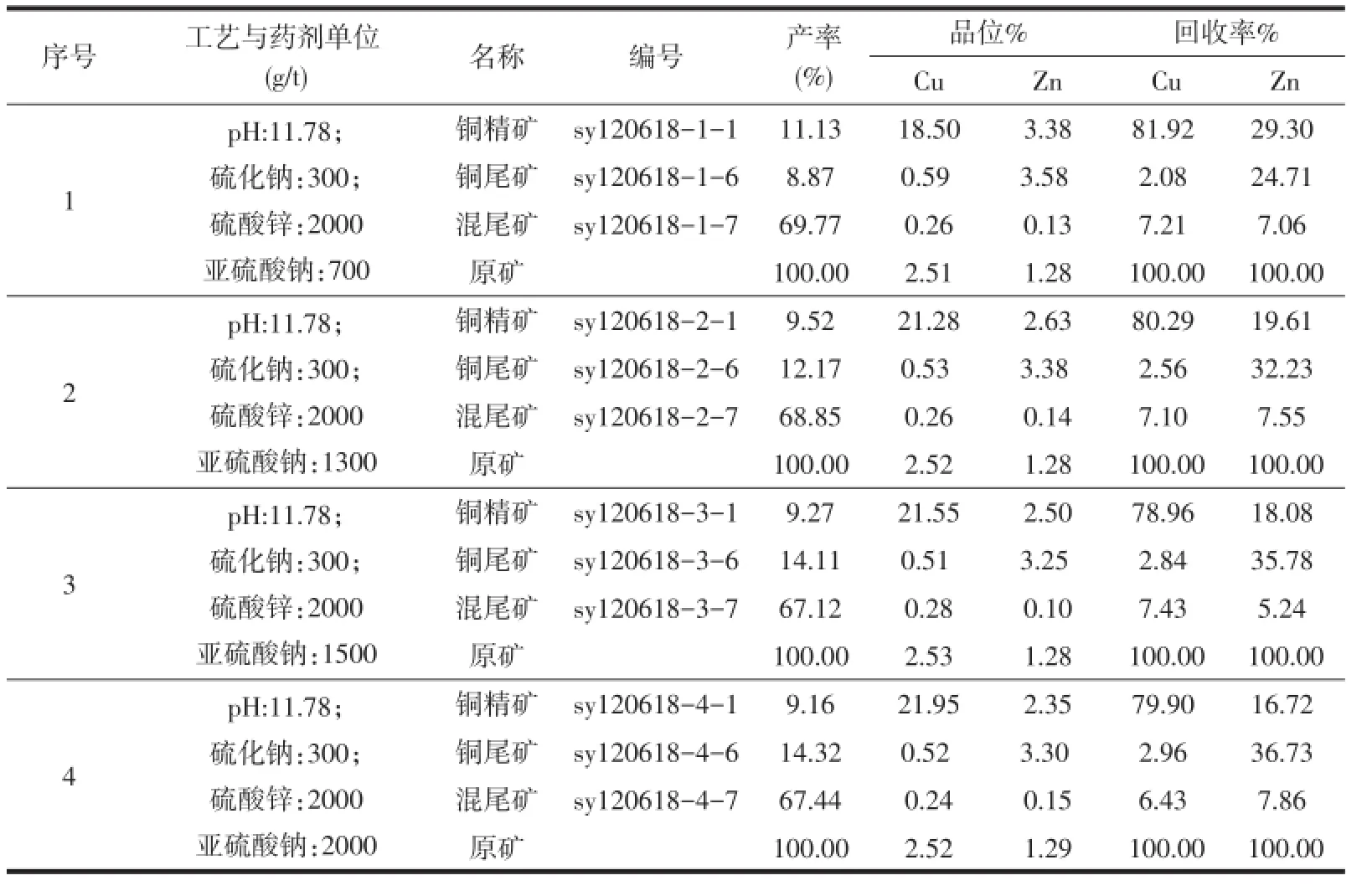
表6 铜锌分离联合抑制剂亚硫酸钠用量试验结果
从表6的试验数据结果可以得出:当硫酸锌用量为2 000 g/t时,随着亚硫酸钠用量的加大,锌损失率减少,铜尾含锌回收率增加,但铜损失率有所增大,为确保铜精矿品位及回收率,亚硫酸钠用量为1 300 g/t时较为合适。
从以上试验数据结果可以看出,混合浮选的pH值控制在11.78,铜锌分离作业中的联合抑制剂硫化钠用量控制在300 g/t,硫酸锌用量控制在2 000 g/t,亚硫酸钠的用量控制在1 300 g/t时,铜锌金属的浮选各项指标均较好。
3 闭路试验及结果
为了进一步提高上述小型实验结果的可靠性,进一步的验证上述小型实验结果能够满足在确保不影响铜精矿品位和铜回收率的前提下,降低铜精矿中的含锌。特意安排了一组同时满足小型实验结果的闭路试验,试验流程见图3,试验结果见表7。
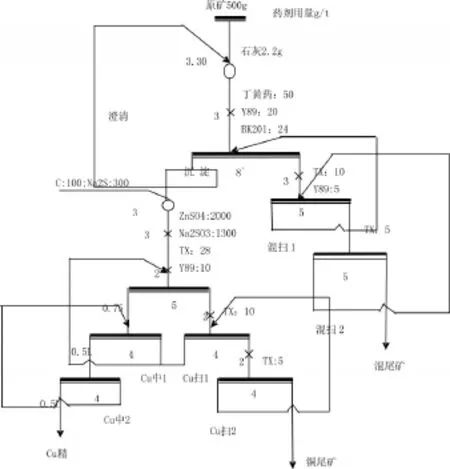
图3 铜锌分离作业联合抑制剂用量闭路试验
从表7的试验数据结果可以得出:在混合浮选作业PH值控制在11.78,铜锌分离作业联合抑制剂硫酸锌用量控制在2 000 g/t,亚硫酸钠用量控制在1 300 g/t,硫化钠用量控制在300 g/t时,能够得到较好的工艺指标。
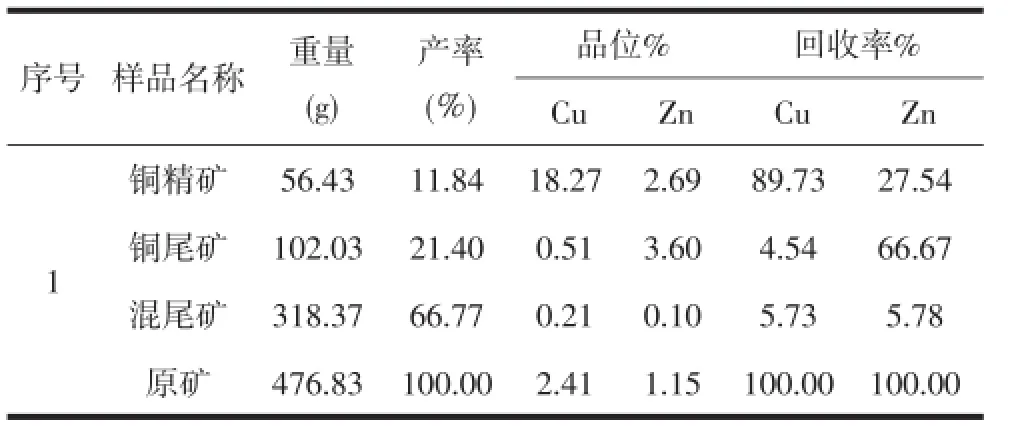
表7 铜锌分离作业联合抑制剂用量闭路试验结果
4 结语
(1)混合浮选作业的PH值控制在11.55~11.78之间有较好的浮选指标。
(2)针对此性质的原矿,通过闭路试验证明:硫化钠用量为300 g/t时,硫酸锌2 000 g/t,亚硫酸钠1300g/t,时浮选工艺有较好的浮选指标。
(3)综合分析,此次小型实验的结果,在不改变原有工艺流程及对铜精矿品位和铜选矿回收率的影响较小的情况下,对铜精矿中降低锌金属的含量是有所作用的。该药剂制度适合推广应用,以作为该铜矿后期工艺生产的优选方案或备用方案。
[1]朱建光,朱玉霜.浮选药剂的化学原理[M].长沙:中南工业大学出版社,1996.
[2]胡有柏.浮选[M].北京:冶金工业出版社,1981.
[3]王淀佐,邱冠周,胡岳华.资源加工学[M].北京:科学出版社,2005.
收稿:2014-03-06
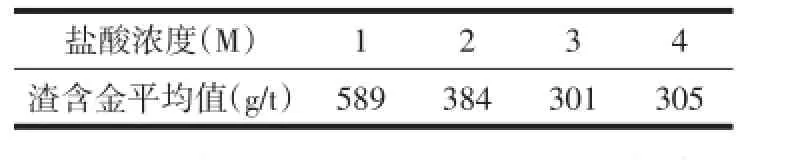
表5
浸出盐酸浓度3 M~4 M浸出渣含金较低。从经济性考虑采用3 M较适宜。
4 结论
从试验结果来看,用氯酸钠替代氯气浸出贵金属工艺可行。结论:用氯酸钠浸金在3 M盐酸浓度、70℃±5,浸出6~8 h,氯浸渣含金可以达到300 g/t左右,金的浸出率达到99.1%。
收稿:2013-12-27
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:08
新疆钢铁(2021年1期)2021-10-14 08:45:30
铜业工程(2021年1期)2021-04-23 01:44:58
药品评价(2021年3期)2021-04-15 03:16:50
硫酸工业(2020年10期)2020-12-10 05:20:10
矿产综合利用(2020年1期)2020-07-24 08:51:20
浙江农业科学(2016年11期)2016-05-04 04:16:40
癌变·畸变·突变(2016年3期)2016-02-27 06:15:26
无机盐工业(2014年9期)2014-05-04 11:50:26
食品工业科技(2014年15期)2014-03-11 18:17:24
