HRS技术在600kt/a硫磺制酸装置中的运用
2014-02-14 09:57王学芬
云南化工 2014年4期
王学芬
(云南云天化国际化工有限公司三环分公司,云南昆明 650113)
HRS技术在600kt/a硫磺制酸装置中的运用
王学芬
(云南云天化国际化工有限公司三环分公司,云南昆明 650113)
对HRS技术在600kt/a硫磺制酸装置上的运用情况进行了介绍。
HRS技术;硫酸;低温位热能;回收利用
云南云天化国际化工有限公司三环分公司(以下简称三环公司)600 kt/a硫磺制酸装置于2007年2月投产后,运行情况良好,生产稳定。由于公司的磷酸、磷肥装置产能逐年扩大,为满足各装置的需求,充分回收利用热能资源,对硫酸装置进行热能回收改造已势在必行。为此,公司决定在600 kt/a硫酸装置上引进具有国际先进水平的孟莫克(MECS)公司的HRS技术,进行“硫酸干吸工序低温位热能回收技术改造”。改造后将使整个生产过程中热能回收利用率由原来的60%提高到90%以上[1]。该技改项目于2010年2月完成并投运,已稳定运行了3年多的时间,效果良好。
1 HRS技术工艺流程
HRS技术主要是由酸循环泵、热回收塔、热稀释器、锅炉4组设备组成。在使用HRS进行热回收时,实际上是对传统工艺(两转两吸工艺)的吸收塔进行了取代。图1为MECS公司的HRS工艺流程。
2 技改实施情况
2.1 技改后工艺流程
技改后工艺流程见图2所示。
从三段出口省煤器来的235.2℃含SO3烟气首先进入HRS塔,烟气中的SO3被通过塔内的200℃循环酸吸收生成浓硫酸,循环酸在HRS塔内带走了反应热和烟气冷却的热量,温度达220℃。烟气经塔顶除雾器除雾后离开HRS塔(温度为210℃),进入现有的第一吸收塔,沿着原来的路线进入原生产系统。
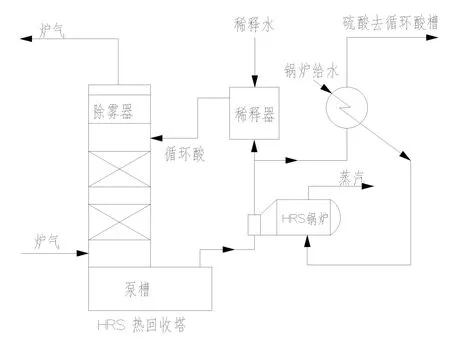
图1 MECS公司的HRS工艺流程简图Figure 1 HRS process diagram of MECS company
220℃的循环酸由HRS塔底泵槽用泵送至卧式HRS锅炉,在锅炉内与脱盐水换热回收热能,产生蒸汽;酸换热后,温度约为196℃。大部分酸泵入稀释器以控制酸的浓度在99.0%以上,然后回至HRS塔;小部分酸在HRS加热器中加热HRS锅炉给水,将热量转移到锅炉给水(酸温约为100℃);然后,酸流入现有的酸循环槽和来自其它塔的酸混合。
HRS锅炉产生的蒸汽并入全厂蒸汽管网。HRS锅炉中的疏水经扩容器降温降压后安全排放。
2.2 主要技术内容和特点
1)结合硫磺制酸装置的特点,充分利用原有一吸塔装置,替代HRS技术的二级塔,优化工艺流程,降低投资。
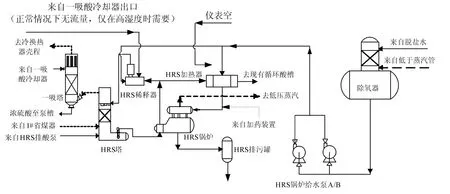
图2 三环HRS技术工艺流程图Figure 2 Flow chart of Sanhuan HRS technology
2)HRS塔出口的酸与原硫酸装置一吸塔出口的酸相比雾含量增加了上千倍。通过对HRS塔及一吸塔除雾段的改造,成功实现高浓度酸雾去除,使酸雾指标达到40 mg/m3以下。
3)优化工艺控制。HRS塔循环酸质量分数稳定控制在99.3%~99.5%的狭小范围内,有效降低高温浓硫酸对设备的腐蚀速率,延长设备使用寿命;同时,在满足吸收率的情况下减少了串酸量。
4)将一吸泵的酸流量从1 100 m3/h调节到800 m3/h。在满足吸收率的情况下,达到节约用电30%,减少冷却水量60%。
5)改造前产汽量为1.12 t/t(以H2SO4计),改造后达到1.618 t/t。
3 新增设备及费用
1)HRS技术是由填料式的热回收塔、卧式蒸汽锅炉、HRS加热器、稀释器(直列式)、酸循环泵(在泵槽内)和排酸泵(2台)组成,配套有一台除氧器和2台锅炉给水泵。
2)和酸相接触的HRS装置部件的材料(除陶瓷填料外),均为MECSZecor-310M不锈钢。在严格的操作温度和酸浓度情况下,此不锈钢对硫酸具有较高的耐腐蚀性(小于0.025 mm/a)。在酸循环系统中的多个点上设有腐蚀速率监测器,当由于酸浓度失控导致腐蚀速率提高时,可以觉察腐蚀率,并发出警报。
3)热回收装置中酸浓度的控制特别重要。热回收装置和二吸塔的分析仪采用衬特富龙的电导管,安装在取样管线的外边,避免传感器损坏和由于不足够的流量所产生的错误读数。共有4个电导监测器,一个在锅炉进口处取样,二个在热回收塔的进口处取样(稀释后),还有一个在热回收系统成品酸管道上取样。
4)安装一套综合联锁系统(由酸温、浓度、腐蚀率和流量启动),以保证连续运行中酸的质量分数在98.6%以上。
技术专利、设备硬件、安装施工等费用约为8 000万元。
4 工艺计算
4.1 物料流程
物料流程按生产规模600 kt/a,75 t/h(100% H2SO4计);炉气体积分数进转化一段(SO2)按11.0%;转化工段采用进口触媒。各段转化率为一层62%,二层87%,三层94.8%,四层99.83%;HRS热回收塔吸收率为≥99%计;进装置炉气量148 035 m3/h,各组分体积分数为:SO20.59%,SO311.02%,O25.04%,N283.35%。出装置炉气量131 893 m3/h,各组分体积分数为:SO20.66%,SO30.12%,O25.66%,N293.56%。
4.2 物料流程图
物料流程图见图3。
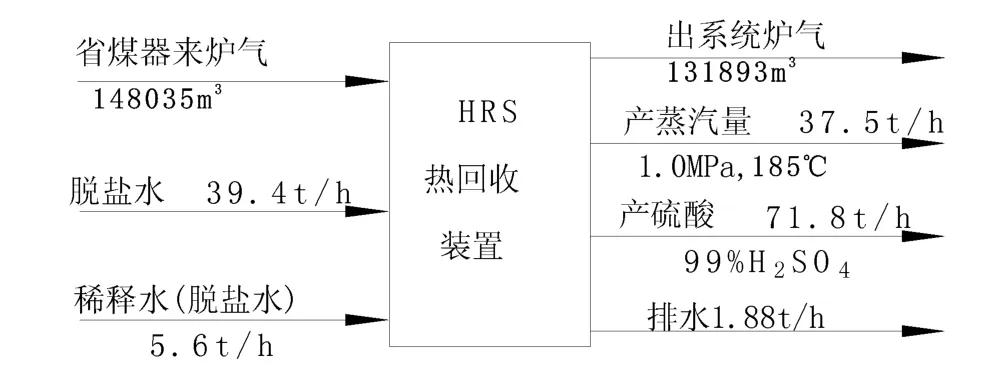
图3 物料流程图Figure 3 Material flow chart
4.3 热量计算
根据硫酸装置实际生产情况,对一吸塔系统可回收热量进行计算,结果如下:
1)吸收SO3反应热Q1
生成硫酸质量分数99.37%,温度106℃,q=106.3 kJ/mol。

2)气体冷却热Q2
气体进塔温度170℃,气量:148 035 m3/h。

气体出塔温度80℃,气量:131 893 m3/h Cp=28.74 kJ/kmol。


3)硫酸稀释热
硫酸质量分数由99.37%稀释到98.7%。

总热量:Q=Q1+Q2+Q3=1238.034×105kJ/h。
回收热量折成1.0 MPa,185℃饱和蒸汽量:
蒸汽热焓:2 780 kJ/kg

减少循环水量:循环水温差10℃。

HRS装置与一吸塔系统相比较:由于HRS装置要副产蒸汽,进HRS热回收塔炉气温度由170℃提高到235℃;出热回收塔酸温由106℃提高到220℃;现有成品酸在循环酸槽中稀释等这些因素,热回收量会有所差异。
以上3项热量大部分能回收,因此,600 kt/a硫酸装置通过增加HRS装置后能回收0.8 MPa、185℃蒸汽37.5 t/h。
5 设备选型
本技改项目主要设备采用进口,锅炉等辅助设备选用国产。HRS装置主要设备的材质要求能在高温浓硫酸中具有良好的耐腐蚀性和抗开裂性。主要进口设备见表1。
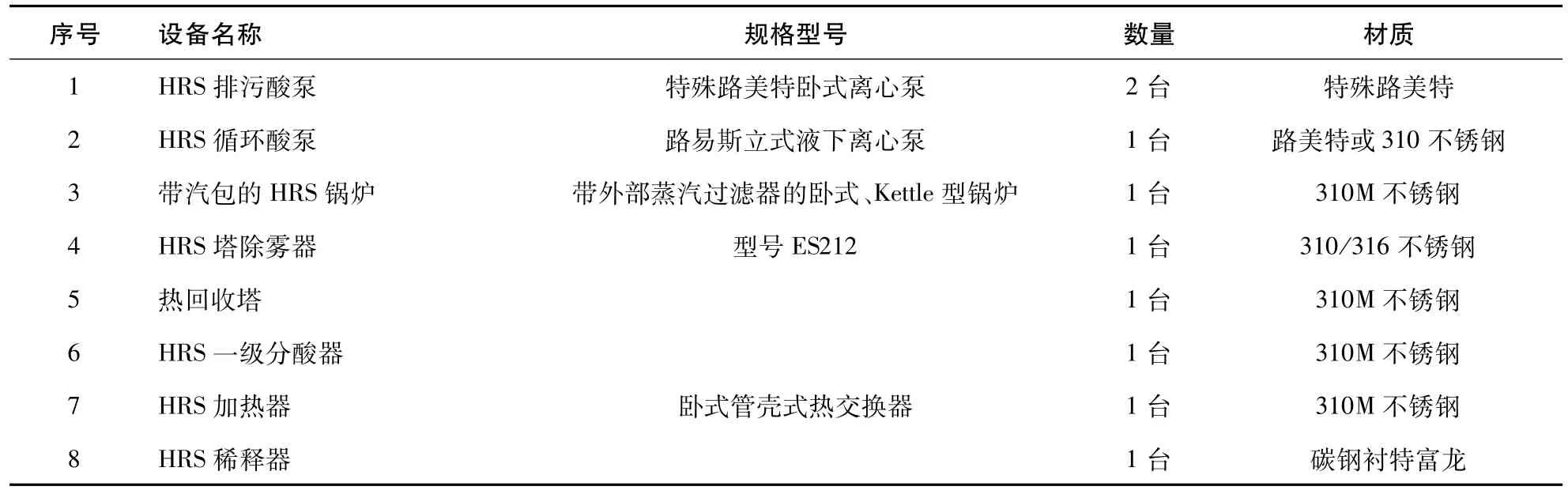
表1 主要进口设备一览表Table 1 List of major import equipment
锅炉主要辅助设备有:
①热力除氧器:额定出力40 t/h,1台。
②锅炉给水泵:流量46 t/h,扬程180 m 2台。
6 实施结果
本项目改造于2010年3月进行了72 h生产考核,考核数据见表2。
表2数据表明HRS技术改造达到了预期的效果,而除产量因系统阻力增加了2 kPa左右而受到一定影响外,主要工艺指标转化率、吸收率达到考核要求。主要环保指标:尾气排放SO2浓度、酸雾达到考核要求。
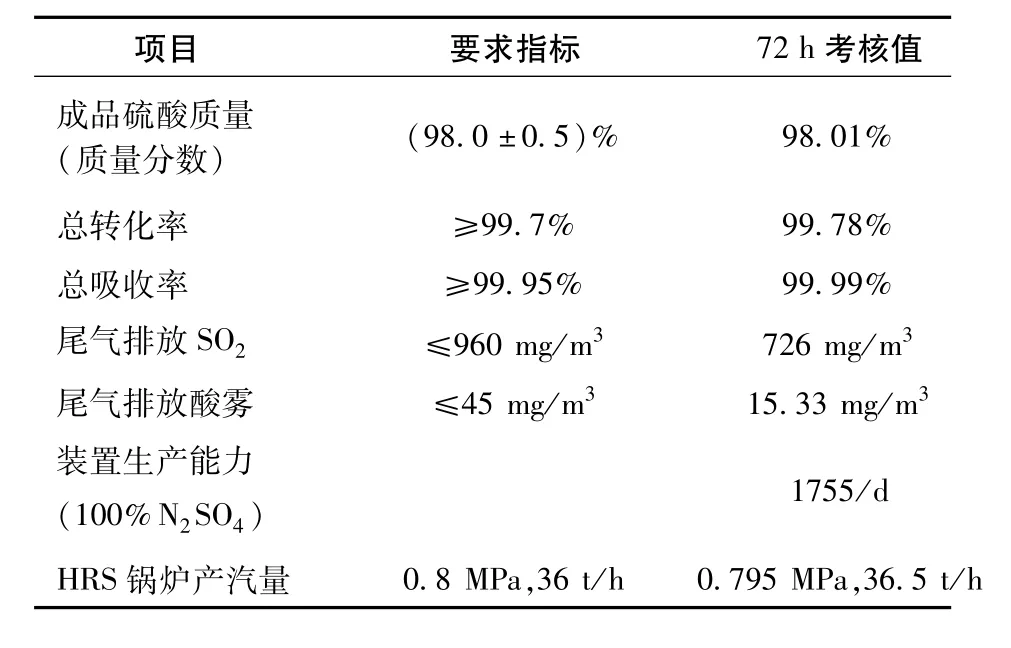
表2 装置运行72 h考核数据Table 2 Assessment data of device running 72h
7 经济效益和社会效益
1)经计算,600 kt/a硫磺制酸装置改造前吨酸副产热能为2 871.41 MJ/t,改造后副产热能为4 326.28 MJ/t,增加热能为1 455.45 MJ/t,年节能87 327×104MJ,折标准煤29 835 t。按燃煤燃烧排放的烟气中CO2的排放量约0.647 t/t标煤计算,相当于每年可减排1.98万tCO2。按500元/t标煤计,可节约1 492万元。
2)技改后干吸工序酸冷却器循环水量减少50%,即2 100 m3/h,可减少新鲜补充水45 m3/h,每年节水36万m3。若水的价格以0.5元/m3计算,节省水费18万元/年。
[1] 李崇贵,师永林,陈大凡.硫磺制酸装置低温位热回收技术的应用经验[J].硫酸工业,2012,(1):39 -42.
[2] T.Hong.P Ritschel.S.M.Purcelli.孟山都公司硫酸新技术[J].硫酸工业,2003,(01):1-5.
[3] 张联科.南京化工学院等合编《化工热力学》[M].(无机化工专业用).北京:化学工业出版社,1980,12:330-331(附表6).
[4] 丁华.Patrick MRitschel HRS在硫磺制酸中的应用[J].硫酸工业,2007(3):19-23.
[5] 云南云天化国际化工有限公司三环分公司600kt/a硫磺制酸装置干吸工序低温位热能回收技术项目安全评价验收报告[R].
Application of HRS Technology in 600 kt/a Sulfuric Acid Plant
WANG Xue-fen
(Yunnan Yuntianhua International Chemical Corporation Sanhuan Branch,Kunming 650113,China)
Application of HRS Technology in 600kt/a Sulfuric Acid Plant was introduced.
sulfuric acid;potential energy of low temperature;recycle
TQ111.1
A
1004-275X(2014)04-0050-04
12.3969/j.issn.1004-275X.2014.04.014
收稿:2014-05-16
王学芬(1964-),女,云南昆明人,化工工艺工程师,主要从事硫酸及磷化工技术管理相关工作。
猜你喜欢
中国化肥信息(2022年5期)2022-08-30
矿业工程(2022年3期)2022-06-22
高中数理化(2022年6期)2022-04-21
小天使·五年级语数英综合(2020年10期)2020-12-23
环境与发展(2020年6期)2020-07-17
硫酸工业(2020年12期)2020-03-01
中国公路(2017年10期)2017-07-21
中国化肥信息(2016年30期)2016-05-17
中国化肥信息(2016年28期)2016-05-17
中国工程咨询(2016年11期)2016-01-31