
汽轮机叶片的焊接工艺
2014-02-10 18:05:19贾治
科技创新与应用 2014年4期


摘 要:公司#3汽轮机(N30-0.98型单缸冲动凝汽式汽轮机)是北京重型电机厂制造生产,该机组在运行中突然振动大,轴系振动无明显变化。2003年10月停运,并对#3机进行专项检修,检查发现,汽轮机末级叶片振荡、变形,普遍拉金孔因振动被啃痕,有一叶片发生断损,两叶片严重扭曲变形,而且这三处叶片外圈拉筋孔磨损扩大成椭圆状,局部拉筋断裂,其余末级叶片均有不同程度的水蚀等异常现象,严重威胁机组的安全运行。文章主要介绍对汽轮机末级叶片的焊接工艺。
关键词:叶片焊接;节省时间;保证运行;提高效益
1 焊前准备
1.1 检查缺陷
a.第一级隔板上,一静叶片有20×9×2mm的楔形沟痕。b.末级一叶片断裂50~60mm,两个叶片变形>300mm。c.末级叶片的三处外拉筋发生局部变形,部分拉筋孔有1~1.5mm的间隙。d.叶片断裂和严重扭曲部位均发生在外拉筋的接头处。
1.2 缺陷的处理方法:
a.第一级隔板上,一静叶片上发生的楔形沟痕,采用挖补处理的方法。b.采取焊接的方法处理断裂、扭曲的叶片。切断部分包括变形部分,大约是叶片的1/2位置,工艺难点是对口的错口值δ。>10%,角变形θ≤3°。c.末级叶片断的拉筋要更换,向外变形的拉筋可以整形。
2 焊接规范
2.1 材质:2Cr13不锈钢的化学成份(%)
末级叶片的材质为2Cr13马氏体不锈钢,具有较高的韧性,冷变形性质,有较好的耐腐蚀性能和热强性能,特别是其减振性很好。2Cr13的碳含量较高,含Cr量也高达13%,这种钢的可焊性较差,在空气中冷却即能生成马氏体组织,所以焊前必须预热,焊后及时热处理。
2.2 焊接材料:铬202或铬207不锈钢焊条熔敷金属化学成份(%)
采用铬202或铬207不锈钢焊条,可以得到与母材化学成分相近的焊缝金属,焊缝和热影响区的机械性能,耐腐蚀性、减振性都与母材相近,为了尽可能减小残余应力和热影响区,焊接时宜选用小直径焊条(Ф2.0mm)和小焊接电流。
3 焊接设备
ZX7-315逆变电焊机采用直流正接,焊接电流50-55A。
4 坡口的加工要求
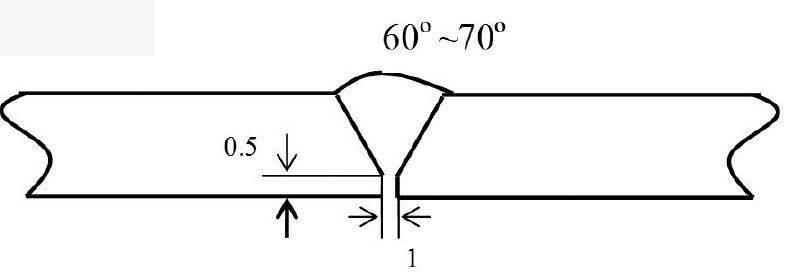
坡口开成V型,坡口角度60°~70°,钝边为0.5mm,根部对口间隙不小于1mm,如图:
考虑新旧叶片的配合问题,要对新叶片多余重量从顶部去除,确认新配叶片的重量及坡口尺寸完全符合要求,方可对口施焊,焊接时中间应放入青壳纸,防止加工与焊接时上下叶片损伤。施焊前需进行试焊,施焊的样板要和实际焊接尺寸相符,并对试件进行硬度及着色检验,合格后,方可进行正式施焊。
5焊接工艺
a.焊前需把铬207焊条经300℃左右烘焙1小时。b.叶片预热由操作熟练的气焊工担任,用氧乙炔局部均匀预热300℃左右,预热温度要缓慢上升,预热范围在焊缝二侧30~50mm左右,预热温度控制用红外线测温仪测温控制。c.由Ⅰ类高压合格焊工担任,焊接时现场无外界干扰。d.把末级叶片转在平焊位置进行施焊,焊接时不能在叶片引弧,焊接引弧应在专用的引弧板上引弧,待电弧稳定后再逐渐引入坡口,焊接时焊条不做横向摆动,采用多层多道焊,以连弧焊为宜,收弧时要填满弧坑,以免产生火口裂纹。e.焊接时应注意要熔合良好,避免根部未焊透,层间未熔合,气孔、夹渣、裂纹、咬边等缺陷。焊缝的加强面应在1mm左右为宜,在焊缝清理过程中发现缺陷应立即修补。若焊缝温度降低在限制温度以下时,需重新加温至300℃左右后方可施焊。焊接工作结束后,将叶片与引弧板的连接焊缝锯开,然后用磨光机和锉刀将叶片修复好。f.焊后用石棉被或超细棉保温,让其缓慢冷却到100℃,紧接着进行焊后热处理。
6 焊后热处理
a.热处理必须是富有经验的气焊工担任加热。焊后热处理温度680℃~720℃。加热范围在焊缝两侧30~50mm,温度上升要缓慢均匀,用红外线测温仪控制温度,温度达到要求后恒温5分钟左右,用石棉被或超细棉进行保温缓慢冷却。b.焊后热处理后要对焊缝进行打磨至平滑过渡,宏观检查不得有咬边、裂纹等缺陷后,进行着色探伤检验。
參考文献
[1]DL/T 869-2010.火力发电厂焊接技术规程[S].
[2]GB8732-1988.汽轮机叶片用钢[S].
[3]DL/T 819-2002.火力发电厂焊接热处理技术规程[S].
[4]DL/T 714-2000.汽轮机叶片超声波检验技术导则[S].
[5]DL438-2009.火力发电厂金属技术监督规程[S].
[6]DL/T 715-2000.火力发电厂金属材料选用导则[S].
[7]DL/T 752-2001.火力发电厂异种钢焊接技术规程[S].
[8]DL/T 820-2002.管道焊接接头超声波检验技术规程[S].
[9]DL/T 715-2000.火力发电厂金属材料选用导则[S].
作者简介:贾治(1971,4-),男,工程师,安徽新源热电有限公司检修公司副总经理,籍贯:安徽省蚌埠市,专业:电厂热能动力工程。
猜你喜欢
少儿画王(7-10)(2023年6期)2023-07-28 03:27:39
今日农业(2020年19期)2020-12-14 14:16:52
考试与评价·七年级版(2020年5期)2020-10-29 05:46:20
活力(2019年21期)2019-04-01 12:16:24
中学时代(2018年6期)2018-07-19 09:16:18
数字技术与应用(2017年6期)2017-09-08 20:39:05
小猕猴学习画刊(2017年8期)2017-08-08 02:20:50
建筑建材装饰(2016年13期)2017-01-04 00:14:14
中国绿色画报(2016年7期)2016-12-26 10:24:05
中学课程辅导·教师教育(上、下)(2016年17期)2016-12-17 18:40:35
