
酒盒压纹工艺
2014-02-06 07:30E时代数码印刷有限公司刘志华
网印工业 2014年9期
E时代数码印刷有限公司 刘志华
酒盒压纹工艺
E时代数码印刷有限公司 刘志华

酒是一种液体商品,如今琳琅满目的商场货架上,首先映入人们眼帘的往往是酒的外包装──酒盒。现酒包装上使用一种深压纹工艺,它是包装装潢印刷品表面整饰加工的一种特种工艺,通过深压纹工艺不仅可以提高产品包装的质量档次,而且可以提升印刷品的艺术水平。深压纹可起酒包装美观装饰的作用,外观上别具一格,产生了一种新的外观效果,具有防伪功能,同时增加了产品的高附加值。对酒的销售起到非常重要的作用,特别是其吸引消费者,满足消费者精神需求,巩固品牌与企业形象的作用,越来越为人们所认识。
深压纹工艺流程:压纹文件制作→钢板表面处理→喷涂感光抗腐蚀油墨→感光→显影→烘烤→蚀刻→去膜层→压纹→面纸模切→酒盒成型
1.压纹文件制作。
设计压纹图片素材,根据压纹版的大小进行拼版,菲林输出后检测菲林质量是否符合制版的质量要求。
2.钢板表面处理。板材选用1.5毫米的钢板,在制造过程中,一般表面都加封一层保护性油酯,而要使阻蚀层能良好地附着,必须将油脂层除去,除油过程依制作的不同要求可用电解除油,汽油或氯化溶剂擦拭,碱+表面活性剂热煮等方式去除,其中以阴阳极混合电解除油效果最好,以溶剂擦拭除油后表面会残存微量油脂,最好以电解或碱煮的方式进一步去除残油以保证阻蚀层良好附着,除油的好坏直接影响后部加工过程及成品质量。
3.喷涂感光抗腐蚀油墨。用气动喷枪或涂版机均匀的喷涂到处理好的钢板上,放入100℃-120℃烤箱烤10分钟,干后拿出放暗处冷凉,冷后开始晒版。
4.感光。细纹曝光40s-60s、粗纹曝光120s-150s,(晒版时注意菲林正反,检查菲林原稿粗细,原图文和对角线是否正确)曝光完成后,放入用3000ml水和15g氢氧化钠的溶液中,浸泡6s,拿出后用水和海棉洗净进行显影,完成后用布擦干,放入烤箱烤10min后,拿出冷凉,细心检查是否有破洞或掉胶,如有上述情况时,用毛笔涂感光油墨进行修补,再烤干后拿出冷凉后备用。
5.显影。显影液的浓度火碱20g加水4000ml,温度为40℃-50℃。
6.烘烤。放入100-120℃烤箱烤15分钟,干后拿出放暗处冷凉。
7.显影好的钢板非制版面喷涂抗腐蚀油墨或用即时贴粘贴,四边用胶带密封待蚀刻。
8.蚀刻。用300L大塑料桶一只,先加水至2/3处,倒入固体三氧化铁一袋(50公斤)搅拌8分钟溶化后,再加水到1/3的一半水位,再倒入三氧化铁50Kg,搅拌8min融化后,再把水加满搅拌5min,每一个小时搅拌8min,共5次后,放置72h左右,等三氯化铁由黄红色变黑红色即可使用。在泼浇式腐蚀机中,倒入浓度为34度的蚀刻药水120升,配氢氟酸1000毫,盐酸:4000ml,温度控制在55℃-65℃之间,调整转速(蚀刻冲力),细纹500转/分,粗纹800转/分,先腐蚀细纹时间:10-15min,后腐蚀粗纹时间:30-40min,蚀刻中途每5min后,用羊毛刷擦洗一次,否则底部起沙,起麻点,但也会容易把感光胶擦掉,图文表面破损,报废率非常高。
9.去膜层。蚀刻完成后要进行脱胶处理,用火碱(氢氧化钠)150g加水2000ml,温度为80℃-100℃。
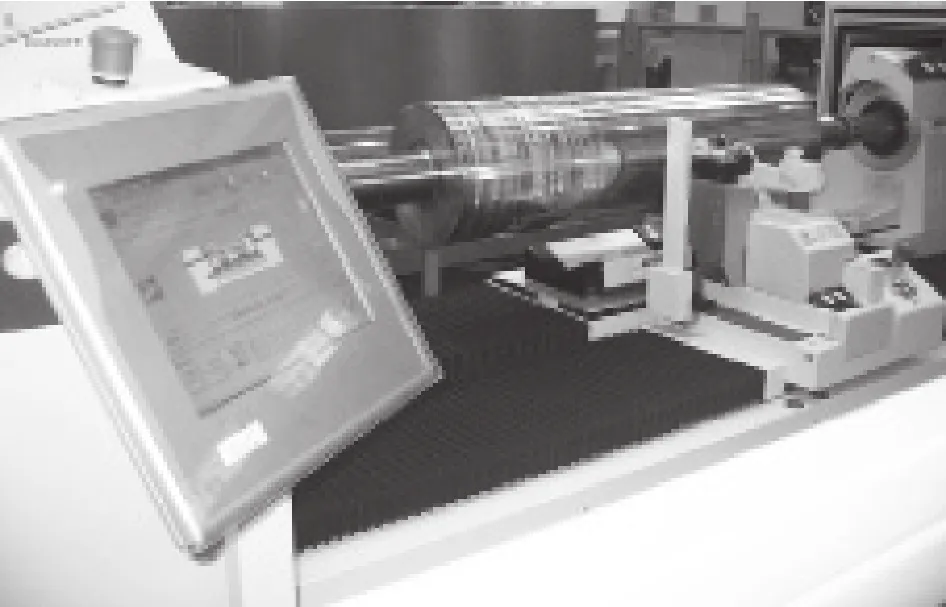
10.压纹。通过压纹机的两辊对压(圆压圆),印版辊筒(简称版辊)表面包有一层0.5-1.5mm厚的不锈钢板,它是通过螺丝夹板的方式把不锈钢板固定在印版辊筒表面(印版是不锈钢表面刻有各种花纹和图案的简称),压纹时印版辊筒加热温度可控制为80℃-150℃。;橡皮辊筒(另称压印辊筒)表面包有一层1.8mm厚的橡皮布,它能起弹性作用和平衡作用。纸张或印刷品通过了两辊筒对压时,橡皮布能始终保持成品反压,表面平整的压力产生了印版上的图案转移到纸张上。经过压纹转印在金卡纸或银卡纸上,可形成高品质特殊产品。
11.压纹纸模切。根据酒盒成型尺寸制作刀线图,检测刀线图尺寸无误后再做模切版,然后把压纹好的压纹纸模切面纸待上糊。
12.酒盒成型。模切好的压纹面纸用上糊机上胶水后与酒盒底材裱贴,用酒盒压泡机加压成型。

压纹版图例1
压纹版图例2
压纹酒盒图例1
压纹酒盒图例2
猜你喜欢
好日子(2022年6期)2022-08-17
自动化仪表(2022年1期)2022-02-14
机械管理开发(2020年5期)2020-07-07
影像技术(2019年5期)2019-09-10
传感器世界(2019年11期)2019-02-17
橡塑技术与装备(2018年16期)2018-08-27
橡胶工业(2018年2期)2018-02-16
上海制造(2013年10期)2014-03-31
中国棉花加工(2013年1期)2013-08-15
网印工业(2012年2期)2012-11-16
