一种双相不锈钢焊接接头的组织及腐蚀性能
2014-01-24 02:37宋立新李美艳王永兴
焊管 2014年4期
宋立新,李美艳,王永兴
(1.海洋石油工程(青岛)有限公司,山东 青岛 266520;2.中国石油大学(华东)机电学院,山东 青岛 266580)
由于双相不锈钢具有很强的耐腐蚀性能以及较高的强度和韧性,尤其是具有奥氏体不锈钢优良的抗点蚀性和铁素体不锈钢优良的抗应力腐蚀性,被广泛应用在苛刻的环境中,如石油、天然气、海洋和化工等领域[1-4]。
虽然材料本身具有优良的耐蚀性能,但焊接等加工方法对接头组织所产生的影响会恶化材料的整体耐蚀性,因为焊接过程的快速冷却会导致铁素体相含量过高,破坏原有的两相比例[5]。通过焊丝中Ni,N等元素的添加,一定程度上稳定了奥氏体相的存在,但焊接工艺仍然会对其耐蚀性带来影响[6-8]。本研究针对双相不锈钢ASTM A928 S31803的焊接使用了优化后的焊接工艺参数,并对焊接接头进行腐蚀性能试验,为此双相不锈钢在实际生产中的应用提供了理论支持。
1 试验材料及方法
1.1 试验材料及焊接工艺参数
试验材料为ASTM A928 S31803双相不锈钢,尺寸为300 mm×150 mm×30 mm,坡口形式为单面V形60°±5°。所用焊丝牌号为AWS 5.9 ER2209,其化学成分见表1。采用逆变手弧(氩弧)焊机进行接头试样的焊接,使用多层多道焊,层间温度控制在80~150℃,焊后接头不进行热处理。具体焊接工艺参数见表2。

表1 母材及焊丝化学成分 %

表2 焊接工艺参数
1.2 焊丝的选择
双相不锈钢焊接的目标就是使焊缝和热影响区的韧性、塑性和耐腐蚀性能与母材相同。但是由于焊接的特点,焊缝金属凝固和冷却时间很快,如果焊缝金属的化学成分与母材相同,在高温状态下形成的铁素体组织就来不及转变成奥氏体组织。所以,对于焊后直接使用的双相不锈钢,选用的焊接材料的化学成分与母材不能相同,其Ni含量要高于母材金属,同时应含有一定数量的N元素,以促进焊接接头在高温下形成的单相铁素体组织冷却时能转变成奥氏体组织。
1.3 保护气体的选择
双相不锈钢焊接过程中如果采用单一的氩气进行保护,焊缝金属中氮元素会发生扩散现象,明显抑制了铁素体组织冷却时向奥氏体组织的转变,焊缝金属中的铁素体组织含量容易出现超标现象。所以,为了控制焊缝金属的铁素体含量,焊接过程中,我们在保护气氩气中添加适量的氮气,通过保护气氛的富氮化,来防止焊缝金属中氮元素向外发生扩散现象的出现,从而确保高温状态下焊缝金属中的单相铁素体组织在冷却过程中转变成奥氏体组织的相变能够按照需要的数量完成。试验结果表明,在保护气氩气中添加1.5%~3%左右的氮气,就可以有效防止焊缝金属中氮元素扩散现象的发生。
2 试验结果及分析
2.1 焊接接头组织分析
图1所示为双相不锈钢焊接接头的宏观形貌。由图1可见,焊缝金属与基体完全熔合,无裂纹产生。

图1 焊接接头宏观组织形貌
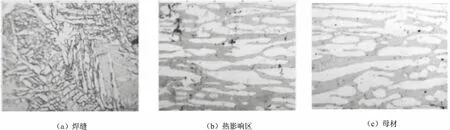
图2 焊接接头显微组织 500×
双相不锈钢的焊接需要注意两个方面的问题:一是要避免焊后热影响区出现过多的铁素体组织;另一方面是要避免焊缝及热影响区组织晶粒粗大和形成过多的富铬化合物[9]。图2所示为ASTM A928 S31803焊接接头及母材的显微组织。由母材组织可见,铁素体基体上均匀分布着条块状的奥氏体组织,这是双相不锈钢具有优良力学性能和耐腐蚀性能的关键所在。在接头金属经高温焊接冷却时,伴随着奥氏体相的形成和合金元素在两相间的重新分配,焊接线能量对焊缝和热影响区的组织将产生很大影响[10]。线能量过低,冷却速度较快,焊缝及热影响区的奥氏体来不及充分析出,造成其中高的铁素体含量和氮化物析出(氮在铁素体中的溶解度较低),降低接头腐蚀抗力和韧性。线能量过高,虽然可以保证奥氏体相的充分析出,但同时也增加了金属间相析出的时间,形成过多的富铬化合物,造成贫铬区出现,增大晶间腐蚀倾向。因此,选择适当的焊接线能量是双相不锈钢焊接接头获得优良组织的关键。
2.2 硬度分析
采用HV-10A型小负荷维氏硬度计对焊接接头进行显微硬度测试,测试位置如图3所示,硬度检测值见表3。由表3可知,焊接接头的HV10都低于300,未见明显的脆化区域。

图3 硬度测试位置

表3 焊接接头硬度测试结果
2.3 耐点蚀性分析
依据ASTM G48标准对焊缝进行点蚀试验,试样尺寸为15.40 mm×49.71 mm×25.06 mm,腐蚀溶液为100 g的FeCl3·6H2O+900 mL蒸馏水,3组腐蚀试样采用1000#砂纸磨光6个面,并用丙酮擦洗去油,然后用酒精冲洗吹干。试验温度为(22±2)℃,试验时间为24 h。腐蚀前后用电子天平(精确到0.000 1 g)测量试样质量,并计算腐蚀失重。
试验结果表明,单位表面积失重0.138 8 g/m2,远远低于失重不超过4.0 g/m2的要求,可见双相不锈钢焊接接头的耐点蚀性能满足要求。图4所示为焊缝点蚀表面形貌。由图4可知,焊缝表面和截面均无明显的点蚀坑出现,说明该焊接工艺下焊接接头具有良好的耐点蚀性能。

图4 焊缝腐蚀形貌 20×
2.4 电化学腐蚀性能分析
依据ASTM G150标准对双相不锈钢焊缝和母材进行电化学腐蚀试验,电位极化曲线如图5所示。采用塔菲尔曲线外推法测定了腐蚀电位Ecorr和腐蚀电流Icorr,结果见表4。Ecorr反映了材料热力学腐蚀倾向,该值越大,材料的腐蚀倾向相对越小;Icorr反映了材料的均匀腐蚀速率,该值越大,腐蚀速率越快。由表4可知,焊缝的腐蚀电位略低于母材,单位面积腐蚀电流与母材相差不大。
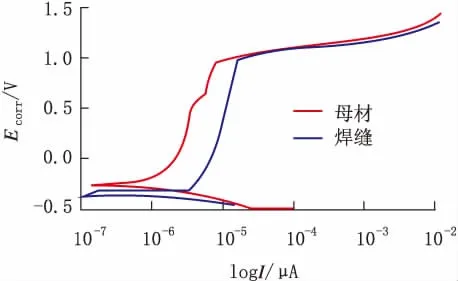
图5 电化学腐蚀曲线

表4 焊缝和母材的腐蚀结果
3 结 论
进行ASTM A928 S31803双相不锈钢焊接时,焊接工艺中采用了含Ni,N等元素的焊丝,使用Ar+2%N2气体进行焊接保护,并需要严格控制焊接热输入量及层间温度,以保证获得性能优良的焊接接头。
采用优化的工艺参数进行ASTM A928 S31803双相不锈钢焊接,焊缝及热影响区由铁素体-奥氏体双相组织组成。硬度测试结果表明,接头HV10均低于300,未见明显的脆化区域。其次,焊缝的耐点蚀性能和耐电化学腐蚀性能良好,符合使用要求。
[1]MUTHUPANDIV,BALASRINIVASANP,SESH-ADRISK.Corrosion Behavior of Duplex StainlessSteel Weld Metals with Nitrogen Additions[J].Corrosion Engineering Science and Technology,2003,38(04):303-308.
[2]高娃,罗建民,杨建君.双相不锈钢的研究进展及其应用[J].兵器材料科学与工程,2005,28(03):61-63.
[3]韩志诚,王少刚,徐凤林,等.双相不锈钢的焊接研究进展[J].焊管,2008,31(03):5-8.
[4]吴玖.双相不锈钢[M].北京:冶金工业出版社,1999.
[5]罗伟.奥氏体不锈钢钨极氩弧焊焊接头的耐蚀性及电弧重熔[J].材料科学与工程,2000,18(02):94-99.
[6]张波,龚利华.双向不锈钢焊接接头的耐蚀性研究[J].腐蚀研究,2009,23(04):6-8.
[7]龚利华,张波,王赛虎.超级双相不锈钢焊接接头的耐蚀性能[J].焊接学报,2010,31(07):59-63.
[8]孔小东,杨明波,童康明,等.焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响[J].兵器材料科学与工程,2007,30(05):9-13.
[9]韩志诚,王少刚,徐凤林,等.2205双向不锈钢焊接接头的腐蚀性能[J].石油化工腐蚀与防护,2008,25(03):1-3.
[10]李为卫,刘亚旭,赵新伟,等.线能量对2205双相不锈钢焊接接头耐蚀性和韧性的影响[J].热加工工艺,2005(05):23-24.
猜你喜欢
数学物理学报(2022年5期)2022-10-09
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
失效分析与预防(2021年6期)2021-02-15
四川冶金(2018年1期)2018-09-25
电镀与环保(2016年2期)2017-01-20
焊接(2016年9期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2015年9期)2015-07-18