大型阀门耐腐蚀层的堆焊与加工工艺研究*
2014-01-23 03:11左丽娜杜先鹏马玉强
焊管 2014年3期
左丽娜,杜先鹏,马玉强,李 睿,张 悦
(1.沈阳东北制药装备制造安装有限公司,沈阳110026;2.南车株洲电力机车有限公司,湖南 株洲412001;3.沈阳易鑫科技开发有限公司,沈阳,110027;4.沈阳工业大学 机械工程学院,沈阳 110870)
0 引 言
阀门是工业管道中必不可少的控制部件,尤其在大直径、较远距离流体输送管道中,更是起着至关重要的作用。随着国民经济的发展,阀门行业已成为我国装备制造业的重要组成部分之一,对阀门的结构、材料和加工工艺等提出了更高的要求,同时提高产品性能,降低成本也越来越受到关注[1]。工业发达国家生产的阀门材料多达百余种,产品适应能力很强。国内阀门行业通过技术引进及自主研发,制造能力逐步提高[2]。目前,阀门材料的类型多为铸铁类、碳钢类、合金钢类及特种钢类等。
在石油化工行业,通过阀门的流体可能具有一定的腐蚀性,对阀门寿命影响很大,有时流体中还含有固体颗粒,随着流动冲击阀门内壁而引起严重磨损[3]。因此阀门要具有耐腐蚀、耐磨擦等性能。可采用不锈钢等材料制造阀体,但成本很高。特别是对于大型阀门,如果采用碳钢铸造阀体,然后在内表面增加耐腐蚀层,既可满足使用要求,又可降低成本[4]。大型复杂结构阀体通常为铸造而成,常用材料牌号为ASTM-A216-WCB,简称WCB,是一种可在-28.9~413℃长期使用的适合于熔焊的碳素钢[5]。增加耐腐蚀层可采用多种技术实现[6-10],其中堆焊技术较成熟,广泛用于耐腐蚀层加工。该技术需要对阀体内部耐腐蚀层的堆焊与加工工艺过程进行研究。
1 阀门的结构与三维实体建模
1.1 阀门结构
闸阀是管道中常用的阀门之一,进出口直径达到500mm时,已属大型阀门,阀体质量已超1 t,加上控制机构其质量将接近2 t。图1给出了DN500型阀门结构。
一般情况下,该阀门由气动机构完成开关动作,但特殊情况时,如停电、气动系统故障等,只能采用手动机构完成开关动作。在手动机构和气动机构中都有连轴与脱轴装置,防止动作干涉。
阀门的阀体用碳钢铸造而成,成本较低,但耐腐蚀性、耐磨性欠佳,需要在与流体接触的表面堆焊耐腐蚀层。阀芯和端盖整体都用不锈钢制造。
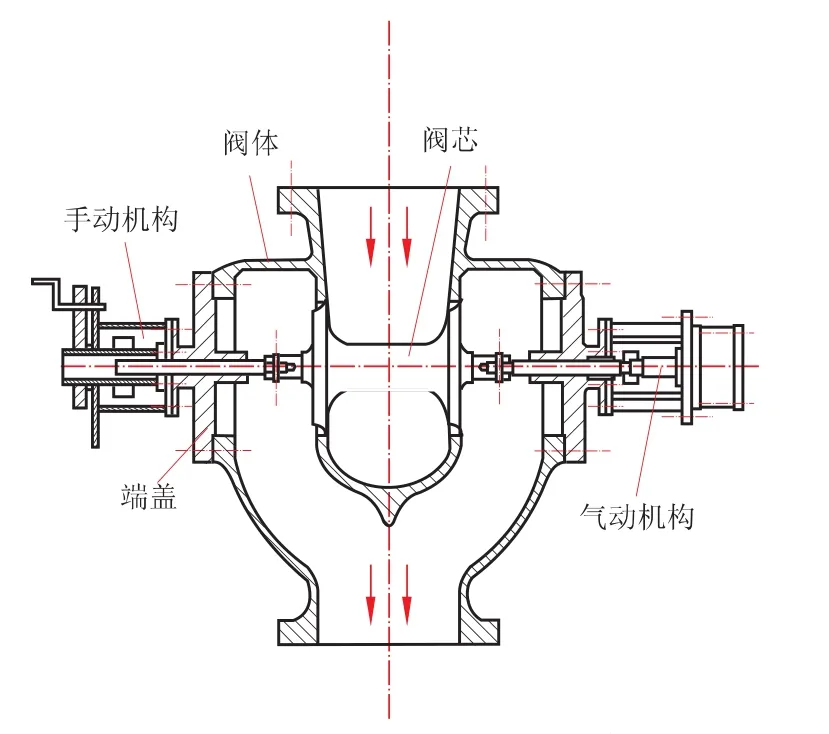
图1 DN500型阀门结构
1.2 阀体的三维实体建模
为了进行结构分析和成本估算,根据前述阀门结构,采用UG NX 7.5软件对阀体进行三维实体建模,如图2所示。通过结构分析可知,阀体内表面各处都能进行手工堆焊操作,不会出现干涉。通过UG软件的几何测量功能,可得阀体质量约为1.49 t(密度取7.8 kg/m3),内部表面积约为3.83 m2,为估算铸造和堆焊成本提供了参考数据。

图2 阀体的三维实体模型
2 耐腐蚀层堆焊工艺设计
根据设计要求,耐腐蚀层与基体间应有过渡层,两层的堆焊厚度都要控制在(3±0.5)mm范围内。
2.1 非配合面的堆焊工艺
阀体内表面大部分是非配合表面,故此采用如图3所示的工艺堆焊耐腐蚀层,并保证厚度即可。在图3中,第1层为过渡层,采用A312焊条,直流反接,焊接电压20~25 V,焊接电流140~160 A;第2层为耐腐蚀层,采用A022焊条,直流反接,焊接电压20~25 V,焊接电流140~160 A。几何误差要求为:焊缝边缘直线度误差控制在2mm以内,堆焊平面度误差控制在1.5mm以内,焊道高度差控制在1.5mm以内。
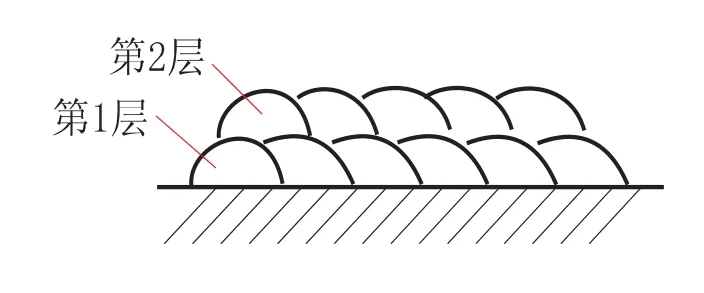
图3 非配合面堆焊耐腐蚀层
2.2 配合面的堆焊工艺
阀体中部横向分布4个内圆柱面,分别与阀芯和端盖配合,故此这4个内圆柱面为配合表面,必须在耐腐蚀层堆焊后进行切削加工,形成加工表面并达到尺寸精度要求。阀体中部4个内圆柱面与阀芯和端盖的配合尺寸及精度均为 φ360H8(+0.0890)/f7(-0.062-0.119), 堆焊后内圆柱面需要镗削加工,阀芯及端盖需要车削加工,计算过程相似,在此以阀体内圆柱面为例进行说明。图4给出了配合面耐腐蚀层的堆焊工艺,其中第1和2层与前述非配合面堆焊工艺相同,第3层也是耐腐蚀层,采用A022焊条焊接,焊接参数同前,堆焊厚度拟定(2±0.5)mm,确切数值需要进一步计算而定,既要保证镗削加工后能达到要求尺寸及精度φ360H8(+0.0890),又要保证堆焊厚度要求。
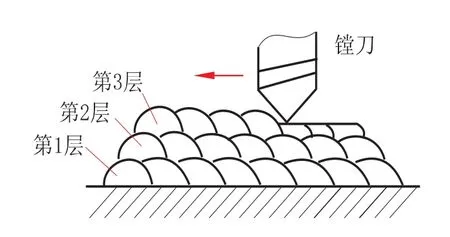
图4 配合面堆焊耐腐蚀层示意图
2.3 焊条用量的估算
估算焊条用量进而可以估算出堆焊成本。焊条用量应根据堆焊面积和厚度,按式(1)和式(2)计算。

式中:Q—焊条用量,kg;
S堆—待堆焊表面面积,m2;
h1—第1层堆焊厚度,mm;
n0—每千克焊条根数;
V0—每根焊条有效堆焊体积,mm3。

式中:h2—第2层堆焊厚度,mm;
S加—堆焊后再加工表面面积,m2;
h3—第3层堆焊厚度,mm。
如前述,阀体内表面已通过软件计算得出,即 S堆=3.83 m2, h1=h2=(3±0.5)mm, h3=(2±0.5)mm。需要加工的表面为4个内圆柱面,即S加=0.25 m2。
堆焊采用直径φ4.0mm,长400mm的焊条,每千克约19根,即n0=19。每根焊条焊接后残留长度按40mm计算,则V0=4 524mm3。
将以上数据代入(1)式、(2)式可得焊条估算用量, QA312=(134±22)kg, QA022=(140±23)kg。
3 配合面的加工工艺
3.1 配合面的堆焊与加工过程
阀体中部的4个内圆柱面与阀芯和端盖即有配合要求,又要含有耐腐蚀层,堆焊后要进行切削加工得到配合面。故此为了达到尺寸精度要求,必须设计配合面的加工工艺,如图5所示。根据阀体结构特点,首先以内圆柱面为粗基准,加工阀体两端的外圆,得到具有一定精度的加工面(见图5(a)),然后根据互为基准的原则,以两端外圆柱面为精基准,加工4个内圆柱面,也要达到一定精度(见图5(b)),然后按前述堆焊工艺进行堆焊,保证焊接质量(见图5(c)),最后再以两端外圆柱面为精基准,加工4个已堆焊的内圆柱面,达到配合面的尺寸精度要求(见图5(d))。
由图5(b)和图5(d)不难看出, 既要保证配合尺寸D3的精度,又要保证耐腐蚀层的厚度h,就必须计算尺寸D1。否则,可能出现D1过小,导致堆焊的耐腐蚀层全被切掉后才能达到D3的精度;还可能出现D1过大,必须增大耐腐蚀层厚度,才能达到D3的精度,从而影响耐腐蚀层与基体材料的连接强度。
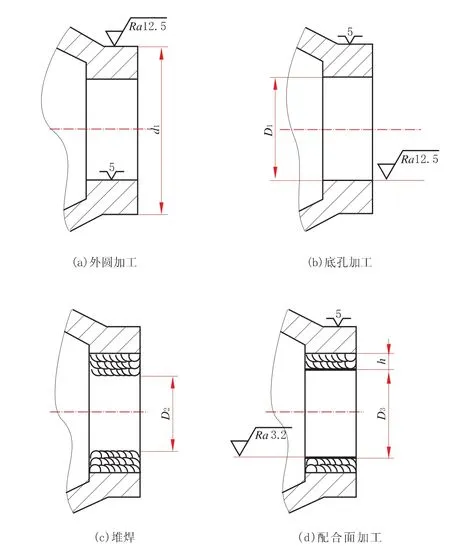
图5 配合面的加工工艺
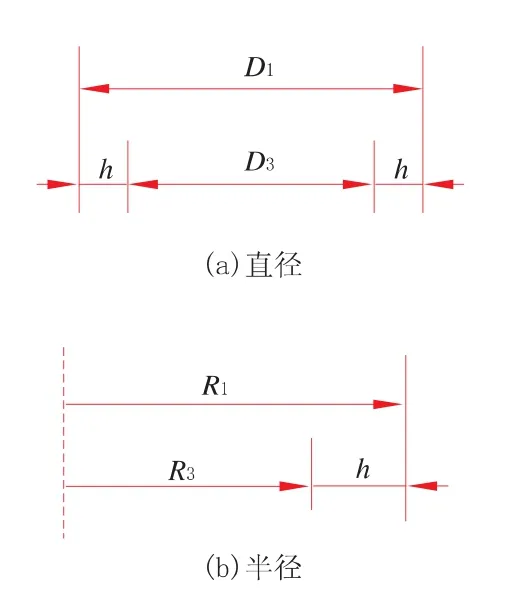
图6 加工工艺尺寸链
3.2 加工工艺尺寸链的计算
根据配合面加工工艺的设计与分析可知,尺寸D1,D3与厚度h组成工艺尺寸链,如图6(a)所示。为了方便计算,采用半径尺寸,如图6(b)所示。可见,从而
加工工艺是先按尺寸D1加工底孔,再堆焊耐腐蚀层,然后再按尺寸D3加工达到配合精度要求。不难理解,耐腐蚀层厚度h是间接得到的,故此h在尺寸链中是封闭环,进而可知在图6(b)中 R1为增环, R3为减环。
加工工艺尺寸链的基本计算公式为

式中:A0—封闭环的基本尺寸;
Ai—增环的基本尺寸;
Aj—减环的基本尺寸;
m—增环数;
n—减环数。

式中:ES0—封闭环的上偏差;
ESi—增环的上偏差;
EIj—减环的下偏差。

式中:EI0—封闭环的下偏差;
EIi—增环的下偏差;
ESj—减环的上偏差。
在此已知封闭环和减环,计算增环的基本尺寸及上下偏差,由(3)式可知,h=R1-R3,从而可得R1=R3+h=180+6=186mm。 由(4)式可知,ESh=ESR1-EIR3,从而可得 ESR1=EIR3+ESh=0+1=1mm。 由(5)式可知,EIh=EIR1-ESR3,从而可得到 EIR1=ESR3+EIh=+0.044 5+(-1)=-0.955 5mm。
3.3 堆焊层镗削加工工艺
内圆柱面经堆焊后为焊接表面,要达到配合要求,至少应进行粗镗和精镗2道工序。粗镗要将焊接表面全部切除,呈现加工表面,然后精镗,达到配合尺寸精度及表面粗糙度要求。根据堆焊表面平面度误差在1.5mm以内,焊道高度差在1.5mm以内的要求,粗镗的单边加工余量应在1.5~2mm,而精镗的单边加工余量应在0.3~0.5mm,以保证正常切削,有切屑产生。故此堆焊层至少应比计算值hj厚1.8mm,从而配合表面的第2和3层堆焊厚度应适当增加,都选在(3.5±0.5)mm,则总的堆焊厚度为h=h1+h2+h3=(10±1.5)mm。 根据(2)式再次计算 A022 焊条用量, 得 QA022=(166±23) kg。
4 堆焊与加工
根据前述工艺进行DN500阀门的堆焊与加工,图7为堆焊现场照片。过渡层A312焊条与耐腐蚀层A022焊条的实际用量分别为145 kg与178 kg,在估算量范围内。精镗后检测,达到了配合尺寸精度。

图7 堆焊现场照片
5 结 论
(1)根据设计要求,在对DN500型阀门结构分析的基础上,通过三维实体建模与软件分析,得出阀体的质量约为1.49 t、内表面积约为3.83 m2,这为估算阀体铸造和堆焊成本提供了参考数据。
(2)根据阀体材料和耐腐蚀要求,设计了耐腐蚀层的堆焊工艺,并估算出过渡层焊条用量为(134±22) kg,耐腐蚀层焊条用量为(166±23)kg,实际用量分别为145 kg和178 kg,在估算量范围内,说明通过三维建模计算复杂曲面面积,进而根据堆焊厚度,估算焊条用量的方法是可行的,对堆焊成本估算具有工程实际意义。
(3)根据配合要求,设计了配合面的堆焊与加工工艺,进行了工艺尺寸链的计算,设计了粗镗与精镗工序,既保证了配合面的尺寸精度,又保证了耐腐蚀层的厚度。
(4)通过成本估算,采用普通铸钢并堆焊耐腐蚀层的方法制造的阀体,比全不锈钢制造的阀体,成本可降低30%以上。
[1]孙丽,陈立龙.我国阀门行业现状与发展趋势[J].机电工程,2009,26(10):103-104.
[2]秦晓兰,苏建龙,陈友方.国内外阀门开发现状比较分析[J].经营与管理,2009,16(04):69-70.
[3]高松巍,邵娜,杨理践.API 579准则评价均匀腐蚀管道剩余强度[J].沈阳工业大学学报,2011,33(03):288-292.
[4]王新辉,于丹,杨克非,等.基于Pro/E的相贯曲面堆焊运动仿真分析[J].焊接学报,2011,32(02):72-76.
[5]贺友宗.现代阀门材料及选择[J].流体工程,1984(08):31-44.
[6]李德元,刘晓书,孙仁朋,等.层片状堆焊材料的研制[J].沈阳工业大学学报,2010,32(04):366-369.
[7]李德元,宋丹,张广伟.可控气氛喷涂钛涂层及涂层电化学性能[J].沈阳工业大学学报,2010,32(01):36-39.
[8]张忠礼,赵娇玉,王艳燕.电弧喷涂马氏体不锈钢涂层残余应力分析[J].沈阳工业大学学报,2009,31(05):504-507.
[9]赵春英.耐腐蚀堆焊技术[J].焊接,2001(05):5.
[10]杨永磊,张英,陈新义,等.15CrMo闸阀与TP304管线焊接问题分析及处理[J].焊管,2013,36(05):50-53.
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
机电工程(2020年9期)2020-09-22
探测与控制学报(2020年3期)2020-07-13
建材发展导向(2019年5期)2019-09-09
化肥设计(2019年3期)2019-07-02
玉溪师范学院学报(2019年6期)2019-05-18
汽车与驾驶维修(维修版)(2018年9期)2018-11-15
河南科技(2018年20期)2018-09-10
汽车与驾驶维修(维修版)(2017年12期)2018-01-15
汽车与驾驶维修(维修版)(2017年6期)2017-09-03