
高强钢L485MB+316L双金属复合管的对接焊工艺验证
2014-01-23 08:15:30梁国萍梁国栋王思恩
焊管 2014年12期
梁国萍,赵 欣,郭 霖,梁国栋,王思恩
(西安向阳航天材料股份有限公司,西安710065)
双金属复合管是一种以碳钢管为基管,以耐蚀钢管为衬管的新型钢管。主要运用于具有一定压力的耐腐蚀环境。目前,双金属复合管已经普遍运用于石油化工及核工业等领域。与普通纯材碳钢管相比,双金属复合管的承压性能良好,耐腐蚀性能因为耐蚀层的存在大大提高。同时,由于双金属复合管为双层金属,对接焊工艺与普通碳钢的焊接方法有所不同。传统的双金属复合管对接焊通常为手工氩弧焊打底+焊条电弧焊填充盖面,但随着复合管钢级的提高和尺寸的增加,传统的焊接方法已经无法满足要求。
1 管材的化学成分及力学性能
L485MB(X70)钢相比X60,X65钢强度级别高,因此焊接接头热影响区脆化倾向大,根部焊道冷裂倾向及对介质的腐蚀敏感性相对增大。
316L不锈钢为常用300系列不锈钢,与X70管线钢性能差距非常大,因此在焊材的选取方面必须满足以下要求:①打底用不锈钢焊丝需与316L具有一样的耐腐蚀性能;②过渡焊材与不锈钢、碳钢均需性能匹配;③碳钢焊材需与L485MB强度匹配。
本研究对辽河油田双6储气库用φ660 mm×(20+2)mm规格的L485MB+316L双金属复合管进行了可焊性试验和焊接接头力学性能试验。
试验用复合管外基管采用L485MB碳钢管,内衬管采用316L不锈钢管。外基管的化学成分和力学性能要求见表1和表2,内衬管的化学成分和力学性能要求见表3和表4。其中,当w(C)≤0.12%时,碳当量按式(1)计算并控制;当w(C)>0.12%时,碳当量按式(2)计算并控制。

表1 外基管的化学成分要求 %

表2 外基管的力学性能要求

表3 内衬管的化学成分要求 %
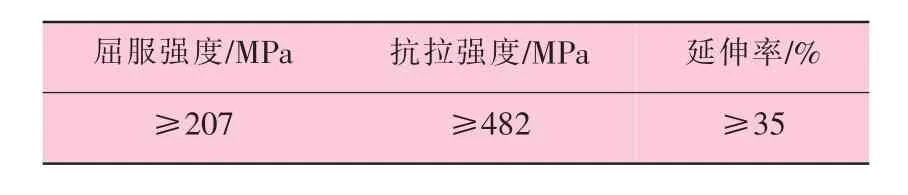
表4 内衬管力学性能要求
2 焊材的选择
L485MB+316L双金属复合管对接焊时,焊材的选取见表5。
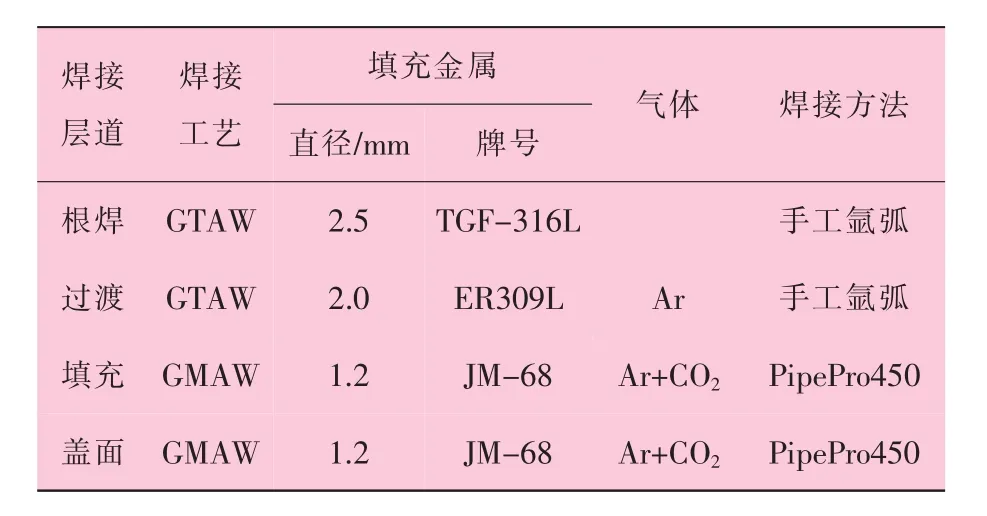
表5 L485MB+316L双金属复合管对接焊焊材
3 焊接工艺
3.1 坡口形式
根据现场施工的经验与标准对管材管端的要求,采用常规V形坡口进行对接焊试验,坡口形式如图1所示,其中角度а=22°~24°,钝边长度x=2.0 mm,对口间隙c=3~5 mm。

图1 常规V形坡口形式
3.2 焊接工艺
将管端500 mm长范围内进行预热处理,预热温度不低于100℃,降温至80℃时开始焊接。采用烽火手工氩弧焊设备,用φ2.5 mm药芯焊丝进行手工打底焊接。由于管径较大,打底焊接完成后焊道与管体温度较低,无需降温,可直接进行过渡焊接。过渡焊采用手工氩弧焊设备,用φ2.0 mm实芯焊丝进行焊接,焊接时内部需充纯氩气保护。在进行碳钢填充时必须等试验焊道冷却至100℃以下进行,采用小电流、薄填充量,快速地进行填充。填充4层过后可撤去背部氩气保护,填充至盖面。
4 检测结果
根据标准SY/T 4103—2006中规定,焊缝射线探伤合格后需进行试验评定。对焊口进行拉伸试验、弯曲试验、刻槽锤断试验和腐蚀试验验证。
4.1 拉伸性能试验
标准GB/T 228.1—2010规定,试样的拉伸性能应不小于570 MPa。拉伸性能试验采用的检测设备为SHT 4106,试样宽度为25 mm,进行了4组试验,试验结果见表6。4组试样拉伸性能均满足标准要求。

表6 拉伸性能试验结果
4.2 侧弯试验
GB/T 2653—2008规定,试样的弯曲直径为90 mm,侧弯180°,裂纹尺寸小于公称壁厚的1/2,且不大于3 mm;除非发现其他缺陷,裂纹长度应不大于6 mm。侧弯试验检测设备为WE-600A。检测的8个试样均未出现裂纹,弯曲性能满足标准要求。
4.3 刻槽锤断试验
刻槽锤断试验依据SY/T 4103—2006进行,采用的检测设备为SHT 4106,对4个试样进行了检测后发现,检测断口均未发现超标缺陷,符合标准要求。
4.4 晶间腐蚀试验
根据API 5LC 2006对耐蚀合金腐蚀性能的要求,对焊接的根部耐蚀合金层需进行晶间腐蚀试验,用微沸的硫酸—硫酸铜溶液浸泡24 h。试样围绕直径等于试样厚度2倍的轴反弯曲180°,对3个试样进行试验,试验结果无裂纹。
5 结 论
(1)316L内衬双金属复合管采用316L的药芯焊丝焊接后的耐腐蚀性能可以满足API 5LC对耐蚀合金的要求;
(2)作为耐蚀合金钢与碳钢的过渡区域,采用ER309L焊材可以有效连接不锈钢与碳钢,且能保证过渡区域的良好韧性。
(3)采用JM-68作为填充盖面金属可以有效满足X70钢的强度要求。
[1]API SPEC 5L(44 版),管线钢管规范[S].
[2]田锡唐.焊接结构[M].北京:机械工业出版社,1981.
[3]曾乐.现代焊接技术焊接手册 [M].上海:上海科学技术出版社,1993.
[4]姜焕中.焊接方法及设备[M].北京:机械工业出版社,1981.
[5]高惠临.管线钢[M].西安:陕西科学技术出版社,1995.
[6]林三宝,范成磊,杨春利.高效焊接方法[M].北京:机械工业出版社,2012.
[7]高卫明.焊接方法与操作[M].北京:北京航空航天大学出版社,2012.
[8]黄石生.焊接科学基础[M].北京:中国机械工程学会焊接学会,2014.
[9]邱葭菲,蔡郴英.实用焊接技术[M].长沙:湖南科学技术出版社,2010.
[10]诺里斯.先进焊接方法与技术[M].北京:机械工业出版社,2010.
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
节能与环保(2022年3期)2022-04-26 14:32:36
云南化工(2020年11期)2021-01-14 00:50:40
陶瓷学报(2020年2期)2020-10-27 02:16:48
石油化工建设(2018年2期)2018-07-11 01:25:06
焊接(2016年2期)2016-02-27 13:01:07
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:53
上海金属(2014年5期)2014-12-20 07:58:51
