
钢水罐制作工艺及吊耳轴同轴度检测
2014-01-13 09:55:04郭玮
冶金设备 2014年1期
郭 玮
(秦皇岛秦冶重工有限公司 河北秦皇岛066004)
钢水罐(包)(图1)是承接钢水的敞口容器。钢水罐(包)是将转炉或电炉钢水运送到浇铸跨进行铸锭作业、或是送到大包转台上进行连铸作业的冶炼用容器。钢水罐两端耳轴的同轴度尤为重要,根据罐体大小不同,同轴度一般为Φ3~Φ5mm。本文主要介绍耳轴的对接过程中如何保证同轴度的,并在焊接、探伤合格后对同轴度如何检测。在小批量生产中,可制作简易工装提高效率。
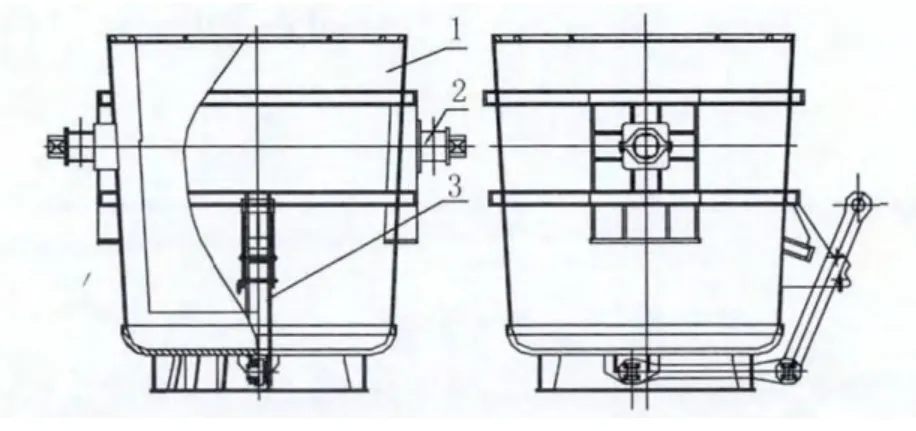
图1 钢水罐简图
1 钢水罐对接与焊接
1.1 壳体的卷制与调圆
钢包壳体的卷制是其中的一步关键工序。采用无引板式卷法卷制直筒与锥筒,如图2,先将筒体预弯对接,焊接探伤合格后,再上卷板机调圆。此种制作方式对于批量生产,既节省了引板,又提高了效率,并创造了可观的经济效益。
在圆度的调整上,采用多点测量直径,用工艺柱加千斤顶支撑调圆法,这种方法效率低,千斤顶数量上也受限制,使用不方便。因此自制工装,见图3,采用星型法做工装,通过调整螺纹的旋进长度调整直径的大小。用盒尺测量8点,将工装点焊于筒体内,通过8个螺栓的调节,可通过8点调圆来实现锥体和直筒体的圆度,控制在5mm 内,此种工装在批量的生产中可以重复利用,节省了资源,降低了成本,提高了工作效率。
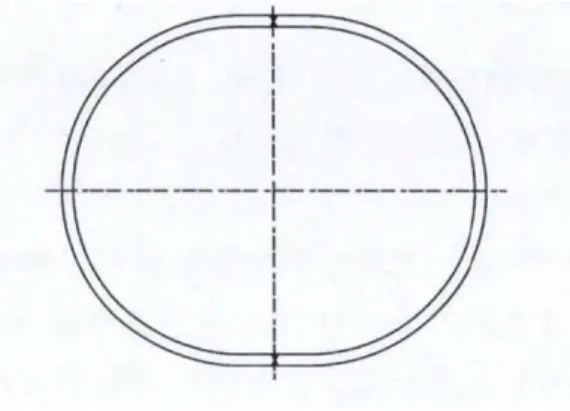
图2 壳体卷制图
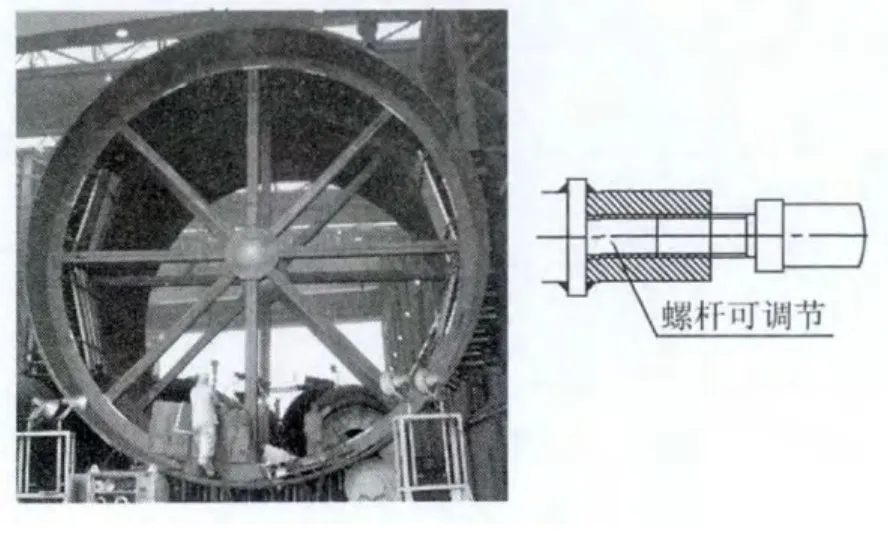
图3 壳体调圆支撑工装图
钢水罐壳体焊接成型后,对接耳轴(耳轴在对接以前精加工成)。单台可采用将罐口向下倒置在平台上,垫起一定高度(垂线坠后便于引线)。用V 型架支撑耳轴,高度方向借助水准仪检测高度坐标是否等高,用千斤顶等微调;水平方向在耳轴精加工外圆处垂线坠,每端耳轴各垂两处,连四点确定是否在同一直线上,否则调整直至合格为止。此方法工艺简单、经济,但效率较低。以下介绍一种小批量生产时,较适用的找正、对接方法:
1.1.1 制作简易工装
按图4制作工装,高度H 为铁水罐耳轴中心距罐口平面的距离,A 为耳轴外圆直径。将胎具底面加工见平,并加工ΦA,略比耳轴直径大0.3mm~0.5mm,便于放置耳轴。加工时保证耳轴十字中心线分别与胎具底座平行、垂直,并在胎具外侧中心位置作出标记。胎具上下盖之间留有10mm 的间隙,保证压紧压盖时螺栓有较大的拧紧力。
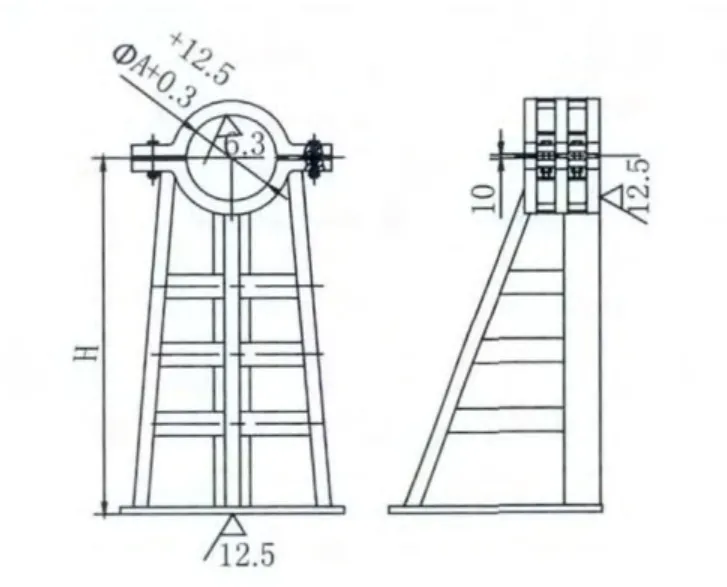
图4 耳轴对接简易工装图
1.1.2 找正工装
1)在平台上放样十字中心线,将胎具放置在平台上,按罐体及耳轴尺寸确定两胎具内侧距,保证耳轴落在胎具上有不少于50mm 的平移量。
2)在胎具中心垂线坠,线坠与平台中心线重合,粗找胎具水平位置。
3)分别在距胎具底面为L 尺寸(即各点等高)的内侧面上找A 、B、C、D、E、F、G、H 八点,并作样冲标记。在过A、B、C、D 点拉渔线1,E、F、G、H 点拉渔线2,两渔线要同时拉紧,保证渔线与上述8点全部接触,胎具水平方向找正。见图5。
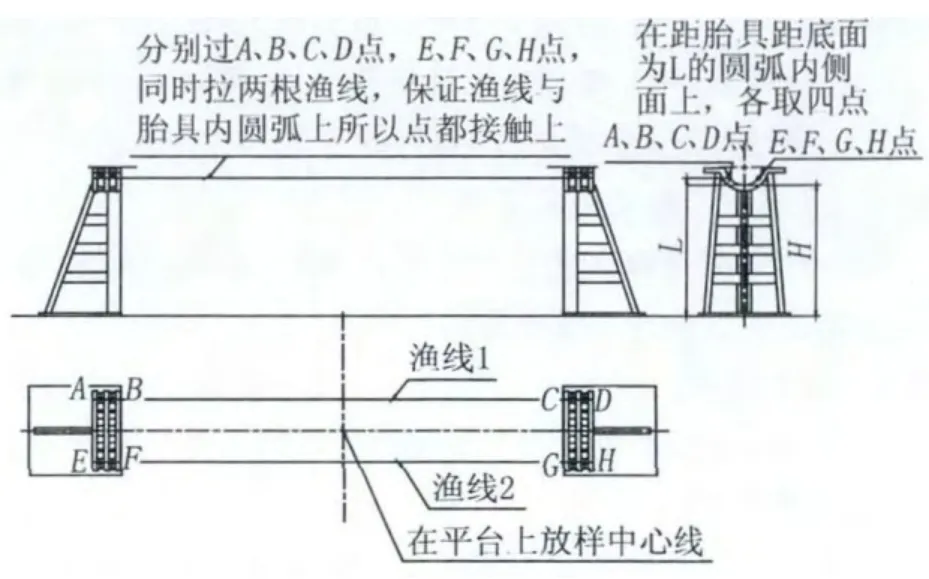
图5 工装找正示意图
4)将两耳轴坐落在胎具上,用耳轴找胎具。先将一端耳轴用水平尺找平,保证H1=H2,H3=H4。用水准仪分别测量两侧耳轴高度H,找胎具使两端耳轴的高度差不大于1mm。见图6。
5)满足上述条件后将胎具点固在平台上。此工序完成后,即可批量制作同规格罐体耳轴的对接,不需要再重新找正工装。
1.1.3 对接罐体与耳轴
1)以罐底为基准划出罐体的十字中心线及两端耳轴对接处十字中心线。根据耳轴对接处尺寸气割孔并气割坡口,坡口允许偏差按GB/T985的规定,氧化皮必须打磨干净(有的钢水罐不需割孔,按图纸要求执行)。
2)吊装罐体至平台(罐口向下)。
3)将罐口处十字中心线与平台上所划十字中心线找重合。
4)罐体到位后,将耳轴落放至工装上,千斤顶配合,调整耳轴位置,两耳轴外侧距按图纸尺寸加6mm(两端各留3mm 焊接收缩量),并检查两端耳轴四方插入罐体的尺寸等长。见图7。
5)用水平尺放置在耳轴ΦA 外圆处,满足耳轴水平。
6)重新校正耳轴的高度差,在两端耳轴上各取两点,用水准仪测量此四点高度差,保证其差值不大于1mm。
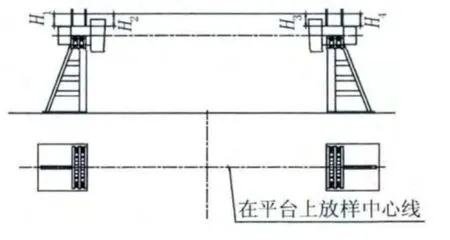
图6 在工装上找正耳轴示意图
7)满足上述要求后将工装上盖用螺栓把和,压紧耳轴。
1.2 焊接
1)焊工要求持锅炉压力容器焊工资格证上岗,严禁无证上岗。
2)检查焊接材料合格,焊接设备完好,焊条烘焙合格。
3)耳轴找正满足上述要求后,焊接耳轴与壳体,周圈满焊背面气刨清根;待完全冷却后再卸掉工装。
4)对接、焊接耳轴周圈立筋板与壳体、耳轴、上下环板及大立板处焊缝,连续焊接,焊接执行标准JB/T5000.3,尺寸公差B级,形位公差F级。
5)严格按焊接工艺卡进行焊前预热、控制层间温度、执行焊接参数及焊后缓冷等措施。
1.3 无损检测
按图纸技术要求对以上焊接部位进行无损探伤检测。
2 同轴度检测
采用以基准轴线为轴线包容实际被测要素且具有最小直径的圆柱面内的区域为同轴度,以各正截面轮廓中心点的连线近似为实际基准轴线。因耳轴中间段ΦA 外圆为足够精确形状,可用此轴段的回转表面来近似为基准轴线。本文给出了一种最为简便的检测方法,利用水平仪、线坠等简易工具测量一些基础数据,通过计算得出同轴度值。具体操作如下(图8)。
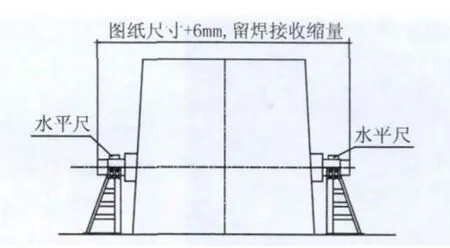
图7 对接罐体与耳轴示意图
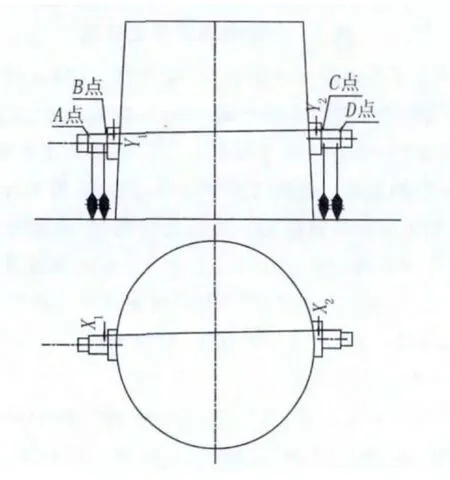
图8 同轴度检测示意图
将罐体倒置与平台上,在ΦA 外圆上(每根轴各取两点)标记A、B、C、D 四点:
1)竖直方向:水准仪测量A、B、C、D 四点的绝对坐标值Y1、Y2、Y3、Y4,记录表中,此四点坐标的最大差 值记录为Y 值。
2)水平方向:在A、B、C、D 四处分别垂线坠,线坠点作标记,并将A、D 处的线坠点连接起来,测量B、C 点与直线AD 直线距离X1、X2,最大值记录为X 值。
3)(Φ/2)2=X2+Y2(Φ 即为同轴度),X 值为钢水罐耳轴竖直方向的最大偏差值,Y 值为钢水罐耳轴水平纵向的最大偏差值,根据勾股定理Φ 即为钢水罐耳轴同轴度最大偏差值。
[1]姜华.150T 冶 炼 钢 水 包 制 作 技 术[C].2009 全 国 钢 结构学术年会论文集,2009(10):270.
[2]高传立.100吨钢水包筒体与吊耳轴的焊接[J].南钢科技,2002(2).
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
中国铸造装备与技术(2021年1期)2021-02-02 03:24:22
山东冶金(2020年6期)2021-01-04 14:08:30
昆钢科技(2020年6期)2020-03-29 06:39:46
周末·校园文学(2017年35期)2018-02-06 21:39:58
小学教学参考(2016年28期)2016-03-04 03:58:06
石油化工建设(2015年6期)2015-12-01 04:17:36
机械工程师(2014年8期)2014-12-02 01:39:26
中国设备工程(2013年8期)2013-12-07 01:13:42
机械研究与应用(2013年3期)2013-06-28 09:58:40
