
GW27-1100型高压隔离开关导电管加工工艺研究
2014-01-10 01:13李宇鹏王占杰马永旭
机电工程技术 2014年5期
李宇鹏,王占杰,张 任,马永旭
(河南平高电气股份有限公司,河南平顶山 467001)
GW27-1100型高压隔离开关导电管加工工艺研究
李宇鹏,王占杰,张 任,马永旭
(河南平高电气股份有限公司,河南平顶山 467001)
介绍了百万伏隔离开关研制的历史背景及意义,以及GW27-1100型特高压隔离开关的重要零件导电管在加工过程中遇到的问题及其解决措施,简单介绍该产品在1 100 kV特高压南阳站中的使用情况。
百万伏隔离开关;超长导电管加工;矫正螺旋痕;柱塞焊
1 GW27-1100/6300型特高压隔离开关产品使用简介
随着国家电力市场的不断发展与壮大,百万伏超高压电力输送已晋升为国家的发展战略,超高电压、超大电流输变电将成为国家电网的主要输电模式;1 100 kV特高压南阳站是“十二五”期间我国特高压电网建设的起步工程,对后续工程具有重要意义;该工程将扩建几组300万千伏安变压器及“串补”等一系列设备,可使整条线路的输送能力达到500万千瓦以上[1],年输电量不少于250亿千瓦时。
1 100 kV特高压南阳站中,GW27-1100/6300型高压交流隔离开关,已进行批量使用。该产品供百万伏特高压线路在无载流条件下进行线路切换,对电器设备,高压线路进行电气隔离;产品具有操作平稳、可靠、技术参数高、操作力小、机械寿命长、防腐性能好等特点;并为产品检修人员提供符合安全要求的可靠绝缘距离。
该产品由主导电系统、绝缘支柱、底座装配、接地开关系统和电动操动系统等组成。导电管的复合回转结构已获得国家实用新型专利。
该产品关键零件导电管加工质量稳定与否,将决定整台产品的性能,对公司百万伏隔离开关的推广应用有着举足轻重的作用。
2 导电管的技术要求与目前加工工艺对比分析
GW27-1100/6300型高压交流隔离开关,导电管全长12 890 mm,外径ϕ185 mm,重达210 kg,此零件如果在加工及焊接过程中出现丝毫质量问题,直接影响到总体直线度及位置度等形位公差,会给产品安装、调试带来极大的困难,并给产品运行带来隐患。导电管的图样及加工工艺见以下分析。
导电管零件图,其主要尺寸见图1。
从图1看出,导电管全长接近13 000 mm,共有A-A、B-B、D-D、E-E、F-F五个剖视平面需要加工,在加工的平面上还有许多螺纹孔需要加工,在中间部分有两个ϕ185×35 mm台阶需要车削成型;目前,公司内部的加工设备工艺能力如下:车床的最大加工长度为3 000 mm,铣床的加工最大行程为800 mm,镗床的加工范围在2 000 mm之内,并且按照一定的工艺要求进行布局,将13 000 mm长的导电管放到加工车间的加工设备上,受周围加工设备的干涉,无法进行正常加工。受上述各个方面的条件限制,决定探索新的工艺思路对零件进行加工;根据零部件的结构形式、加工特点,先将导电管进行分段加工,再进行装配焊接,降低各段的加工难度,最终进行整体焊装,来保证设计要求,达到零件的装配使用效果;采取分段加工的加工方法,提高整台产品经济效益。工序以后,不仅适应公司设备的加工要求,也降低相应的加工难度,更好的保证零件的加工质量,各个零件加工完毕后,使用柱塞焊技术进行各段对接、焊装。导电管分段加工分解示意图见图2。
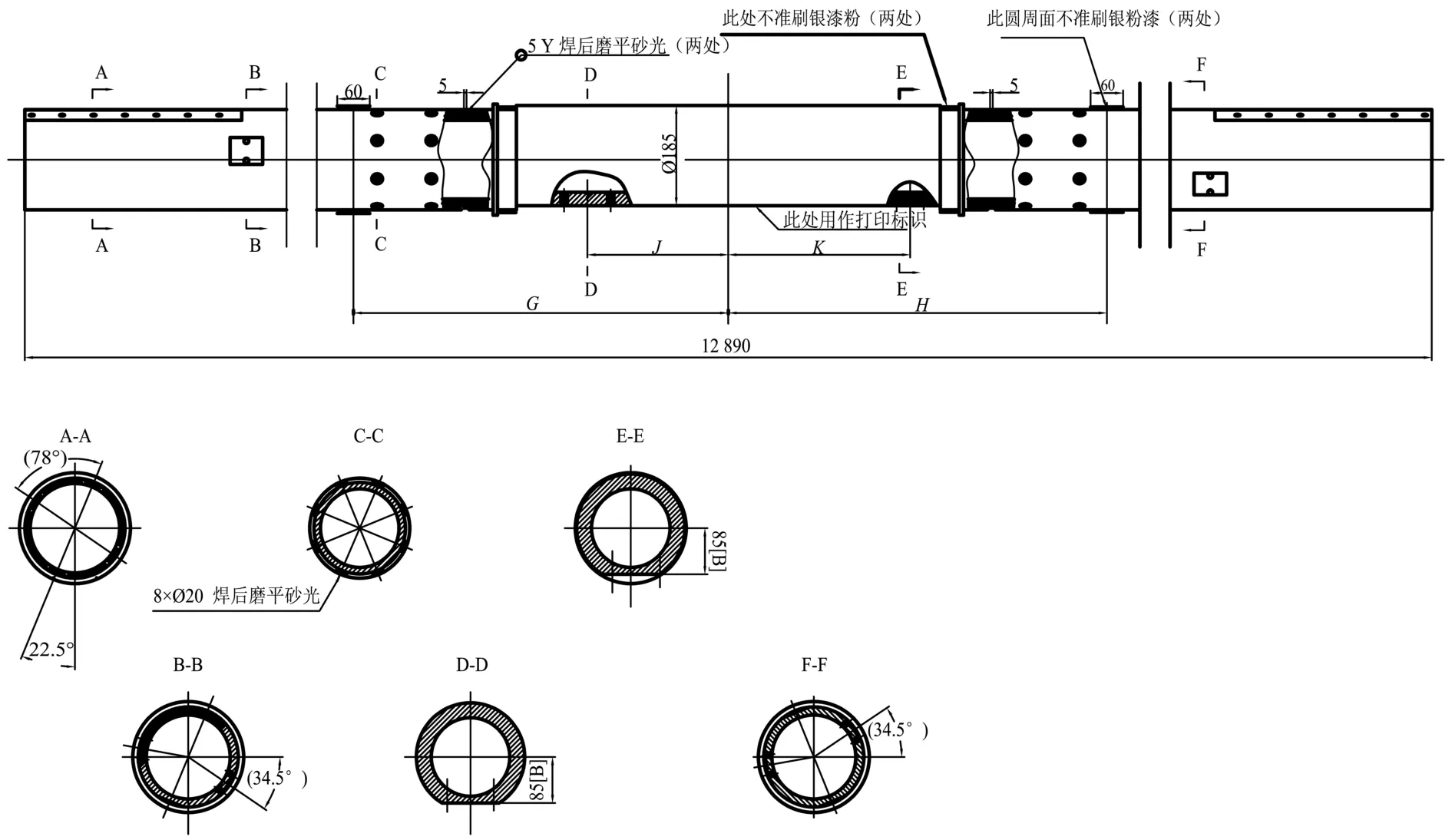
图1 导电管零件图
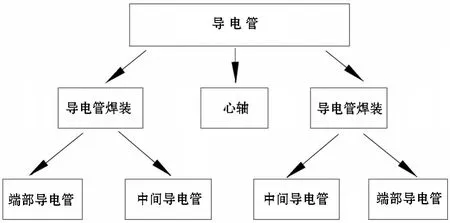
图2 导电管分段加工示意图
结合零件的使用环境及公司设备加工能力,将整个零件进行逐段分解,制定可行的加工方案;因导电管中间部位加工精度要求高,需将此部分单列出来进行加工,分解出零件——芯轴;两端的零件加工平面多,且平面角度要求严格,分解出两端的零件——端部导电管;中间的连接部分放到一个零件上——中间导电管;将三段加工难度大的零件分割出以后,经过这样安排加工
3 分解后的各个零件在加工过程中遇到的问题及解决措施
(1)心轴加工工艺,图纸见图3。

图3 芯轴图纸
(2)端部导电管在加工过程遇到的问题及解决措施:图纸见图4。
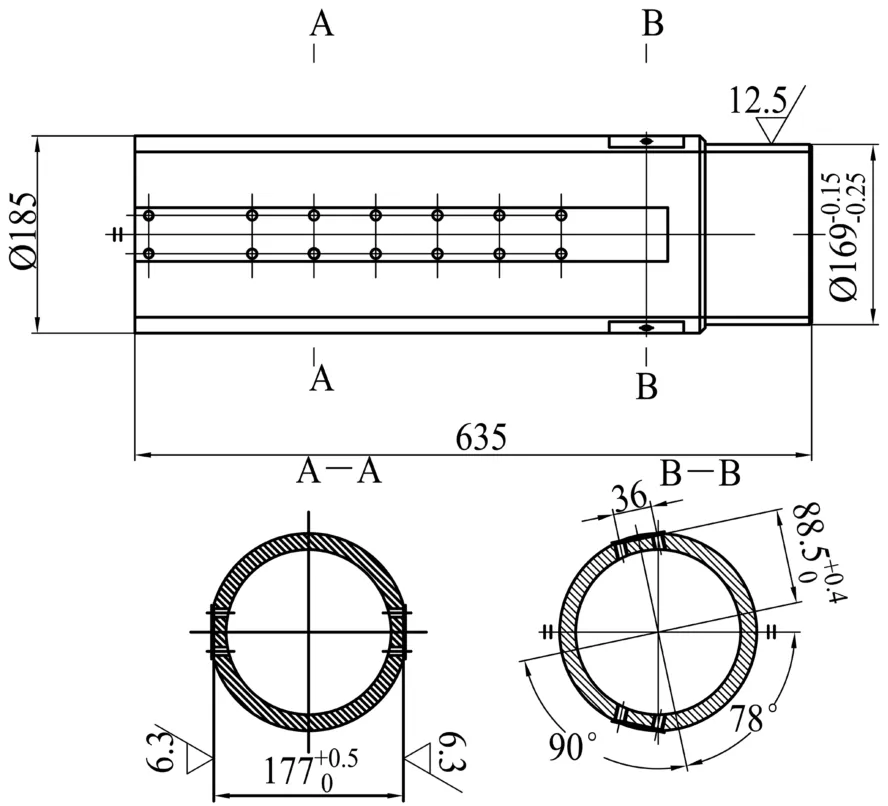
图4 端部导电管
端部导电管涉及尺寸较多,在车削右端的ϕ169--00..1255mm外圆时,零件跳动幅度较大;根据GB/T 4437.2《铝及铝合金热挤压管》的有关规定,管材的表面允许存在由模具造成的挤压流纹,氧化色和不粗糙的黑白斑点。允许有不影响外径尺寸的矫直螺旋痕,这种矫直螺旋痕在加工ϕ169--00..1255mm外圆时,理论上单边壁厚为8 mm,实际上一边为5 mm,另一边则为11 mm,造成这种现象的原因是使用三爪卡盘装卡时,由于矫直螺旋痕的存在,一个卡盘爪卡在螺旋纹的高点,另外一个卡盘爪则卡在螺旋纹的低点,造成卡盘中心和管子中心不能重合,最终导致加工零件的中心轴线和车床的回转中心线有一夹角(详见图6),为下道焊接找正埋下隐患。还有一个问题是安装主辅触指的平面角度为78°,距离为88.5 mm,因外圆不圆, 这给加工和测量带来了不便,进行通盘分析考虑,采取依靠管子轮廓的高点划线,找到管子的理想中心线(图7),再按线进行找正车削加工,保证了加工ϕ169-0.15-0.25mm外圆时,外圆与管子中心线的同轴度保证在0.5 mm之内;其上面的几个平面在铣床上进行加工,78°的位置关系依靠划线找正进行加工。
图5 导电管表面的矫正螺旋纹

图6 未采取措施的车削示意图
图7 为采取新的加工工艺措施,对管子划线找正后在镗床上对左端外圆进行加工

图7 划线及加工示意图
(3)中间导电管(图8)加工工艺
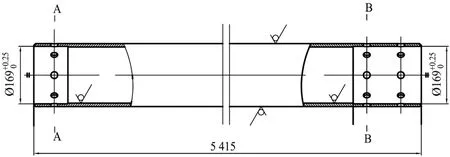
图8 中间导电管
中间导电管也采用同样材料,其总长为5 415 mm,外圆情况和端部导电管的情况一样,在普通车床上无法加工,采用端部导电管的加工方法,先找到管子的理想中心线,在镗床上加工两端ϕ169--00..1255mm内孔,利用镗车工作台的回转精度,一次装卡[3],对两端进行加工,保证两端同轴度在0.5 mm之内,划线及加工找正示意图(图9)。

图9 中间导电管划线加工示意图
4 零件加工完毕后的总装工艺措施
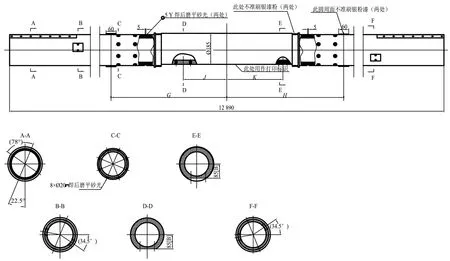
图10 导电管
各个零件加工完成后,需要将这5个零件进行焊接,达到导电管总装图(图10)技术要求;为保证总体焊接的直线度要求,需要13 000 mm长的焊接平台,目前,公司最长的焊接平台只有6 000 mm,若用两个6 000 mm平台进行拚接,总长也只有12 000 mm,对两端角度定位也有一定的影响,最后采用三个焊接平台拚接,平面度经计量部门校正,保证平面度不超过0.1 mm,上面三种零件的加工已经考虑焊接工序所必须的定位基准,且保留了定位找正线,在焊接时依线找正,保证焊接的两个导电管的偏差不超过0.5 mm,进行铆装,然后再旋转90°,对另一个方向找正,铆装后进行测量,保证水平和竖直方向尺寸正确后再进行焊接,使整个零件直线度不超过2 mm,满足设计要求。
为确保整个零件的抗弯、抗拉强度,采用轴榫连接再加柱塞焊技术,具体要求流程见图11,柱塞焊见图10的C-C视图。

图11 焊接工艺流程图
根据焊接工艺顺序安排,需要将中间导电管与端部导电管进行焊接,焊接时因管子外圆矫正螺旋痕的存在,需要将这两个零件放在焊接平台上进行找正,以达到整体设计要求。
其找正原理见图12。焊接过程见图13,装配后的单相隔离开关图15。
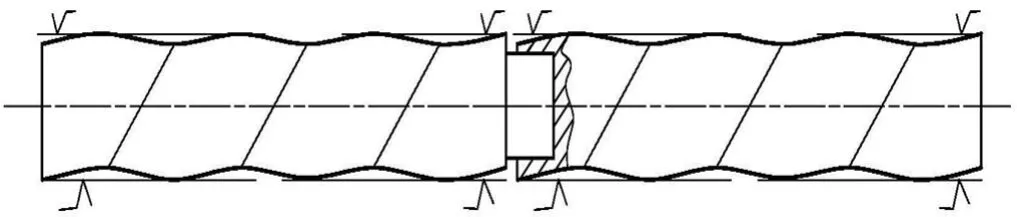
图12 焊接时的找正示意图

图13 单相隔离开关总装图
5 总结
在没有实施新的工艺方案之前,所需5种零件有4种不能进行正常加工,研发、生产处于停滞状态,管子加工后严重超差,不但影响到本工序,也影响到下道工序焊接后的直线度。实施本工艺方案后,通过此工艺方案的实际验证,解决了GW27-1100型高压隔离开关主导电管焊装的加工及焊接难题,保证了新产品研发、生产的顺利进行,同时也为该产品顺利投产打下坚实基础。为解决同类零件工艺加工问题提供一条新的工艺加工思路。
2011年12月16日,由国家电网承建的1000千伏晋东南-南阳-荆门特高压交流试验示范工程扩建工程正式投产,单回线路输送能力达到500万千瓦,实现了国内高压开关制造技术的重大突破。
特高压设备的研制、制造成功,标志着我国在输变电设备设计、制造水平上跃居国际先进行列。平高电气股份有限公司掌握了特高压交流设备的核心技术,并具有自主知识产权、工艺装备和综合试验能力,达到国际先进水平,已经形成特高压交流设备批量生产能力。
[1]宋高峰.常用电工电气设备[M].北京:中国电力出版社,2012.
[2]杨沿平.公差配合与技术测量[M].北京:机械工业出版社,1995.
[3]李庆寿.机床夹具设计[M].北京:机械工业出版社1984.
Processing Technology for Round Conductorof GW27-1100 Type High-Voltage Disconnector
LI Yu-peng,WANG Zhan-jie,ZHANG Ren,MA Yong-xu
(Henan Pinggao Electric Co.,Ltd.,Pingdingshan 467001,China)
This paper describes the background and significance of development of 1100 kV disconnector,and the problems and their solutions for round condoctor-the key part of GW27-1100 type UHV disconnector,a brief introduction of the application in 1100kV UHV Nanyan substation.
UHV disconnector,Processing Technology for overlength condoctor,correction of spiral groove,plunger welding.
TM564.1
A
1009-9492(2014)05-0150-05
10.3969/j.issn.1009-9492.2014.05.038
李宇鹏,男,1971年生,河南汝州人,大学本科,工程师。研究领域:高压电器。已发表论文5篇。
(编辑:向飞)
2013-11-08
猜你喜欢
大电机技术(2022年4期)2022-08-30
大电机技术(2022年1期)2022-03-16
新疆钢铁(2021年1期)2021-10-14
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
铁道通信信号(2020年10期)2020-02-07
小天使·二年级语数英综合(2015年4期)2015-04-20
幼儿智力世界(2014年5期)2014-06-18
首都经济贸易大学学报(2013年6期)2013-05-14
中学英语之友·上(2008年6期)2008-06-30
