
“救助号”自升式钻井平台桩腿制作精度控制
2014-01-03 06:31袁瑞王欢
武汉船舶职业技术学院学报 2014年6期
袁 瑞 王 欢
(1南通中远船务股份有限公司机电车间,江苏南通 226010)
1 概述
“救助号”(SUPER M2)是自升、自航式平台,是中远船务集团建造的第一台自升式钻井平台,其总长59.7m,型宽55.78m,型深7.62m。该平台由三角形主船体(包括上层建筑)、三条三角桁架式桩腿(下有桩靴)和升降机构组成,主要用于油田开发、修井、潜水支持以及建造服务等。平台的升降系统为齿轮—齿条式,由54个齿轮组成的3组(每组18个)升降机构和3 条三角桁架式桩腿(下有桩靴)组成,见下图1,其中每根桩腿总长128.058 米,重约566 吨,齿条和半圆板均为ASTMA514高强度材料。
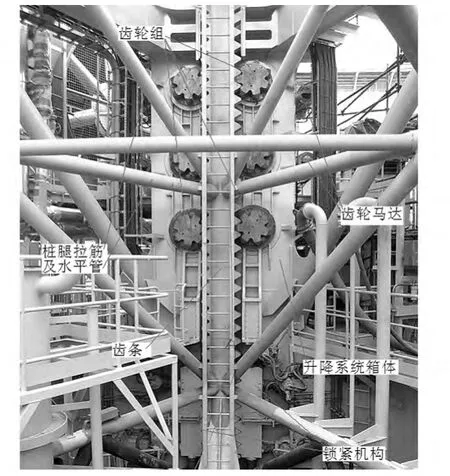
图1 “救助号”桩腿
2 桩腿具体参数及制作、安装流程
2.1 桩腿分段具体参数
“救助号”三条桩腿分别为 LEG101、LEG201P和LEG201S,每条桩腿分为6个分段,总计18 个分段。LEG101 分段划分见下表1(LEG201P和LEG201S与LEG101相同)。
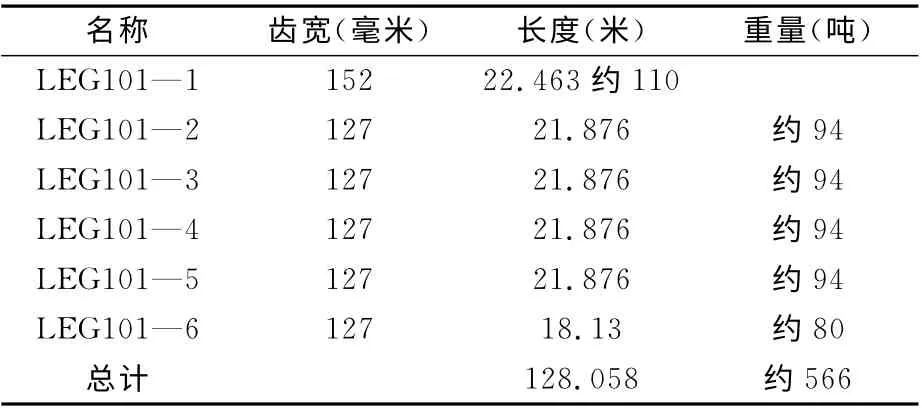
表1 “救助号”桩腿LEG101分段
2.2 桩腿分段制作及安装流程

3 桩腿制作精度控制
为了达到桩腿精度控制目标,防止在制作过程中每一工序的误差累积而导致尺寸误差过大,根据桩腿制作流程,将精度控制目标进行分解,分步控制,从而减小控制难度和风险。
3.1 桩腿分段总组精度控制目标
桩腿分段总组焊后精度要求如下表2所示。
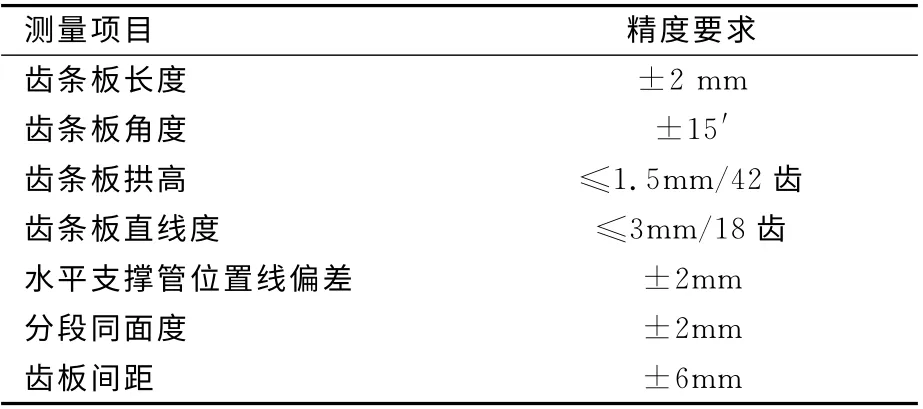
表2 桩腿分段总组焊后精度
3.2 桩腿分段安装(合拢)精度控制目标
桩腿分段安装(合拢)是分两步进行的,随着桩腿安装状态的不同,在精度控制方面也有所区别。桩腿分段安装(合拢)焊后精度要求如下表3所示。

表3 桩腿分段安装(合拢)后精度
3.3 桩腿制作精度控制要点
桩腿是自升式海洋平台最重要的部件之一,它的制作与安装是建造自升式海洋平台最重要也是最困难的工作。
桩腿其本身是大型的钢结构,安装和焊接易产生应力和变形。桩腿材料尤其是齿条材料为超高强度钢,其安装和焊接的难度很大,这无疑增加了制作过程中精度控制的难度。桩腿与齿轮箱之间的间隙很小,公差配合极为重要,要求很高。桩腿和齿轮机构是自升式海洋平台最重要的部分,承受极大的载荷,且它的使用寿命直接影响到海洋平台的使用寿命,必须要控制其制造精度,以提高其使用寿命和可靠性。
在“救助号”桩腿制作与安装过程中,根据施工特点,主要从以下几个方面入手,加强控制,以防止尺寸的严重超差,并达到了预期的效果。
(1)来料尺寸检验与划线。
按照齿条与支撑管的精度要求,检测每根来料的尺寸,做好详细的记录,特别是局部尺寸超差的,要重点标注,为后续桩腿制作各阶段的尺寸调整提供依据。根据图纸要求,完成齿条板和支撑管的划线,比如齿条板的纵向中心线、板厚中心线、端部齿的中心线等,以及支撑管上的中心横向检查线、圆周分度线等,划线精度要准确,洋冲标示清晰。
(2)支撑管管端坡口加工。
支撑管管端坡口加工要使用相贯线数控切割机进行,同时,为了保证切割的准确性,现场切割时采用相贯线样板线和切割机试走的方式进行。坡口切割程序为:相贯线样板线—关键点打洋冲眼—切割机试走—无误后切割一端—尺寸检验后切割另一端。
(3)胎架与工装件制作。
胎架和工装的精度对于桩腿的制作精度影响非常大,必须保证它们的加工和安装精度。胎架与其它工装件的模板采用数控切割成型,关键部位采用机加工,支胎过程中也要严格控制其精度,地样线、胎架中心线、模板位置线等应该标示清晰。同时要特别注意,胎架在场地上的安装要保证有足够的强度和稳定性,其与地面的固定连接要可靠,以确保施工过程中不发生变形和相对位移。
(4)焊前尺寸调整和检测。
从施工经验来看,焊前装配尺寸的准确性是完工后尺寸精度的重要保证。焊前使用各种工具和工装,对局部尺寸不理想的地方进行尺寸调整,并可靠固定。要特别注意,焊前尺寸尽可能向理想的尺寸靠拢,为后续施工留足公差余量。
(5)焊接收缩余量的加放与反变形措施。
焊前装配时要预先留出合适的焊接收缩余量,其大小可以根据焊接评定来定,并在实际施工过程中逐步总结改进。同时可以采取合理的反变形措施,进一步提高焊接后的尺寸精度。
(6)焊接过程中尺寸监控。
通常桩腿焊接的工作量比较大,时间比较长,在焊接过程中加强对尺寸的监控也是保证焊接完成后焊件尺寸精度的一个重要手段。焊接过程中,对重要位置,每隔1个小时就对主要尺寸数据进行检测,并记录比较,一旦发现异常应立即停止施工,及时采取合适的补救措施。
(7)焊后尺寸检测。
焊后尺寸测量时,要解除所有约束工装,在自由状态下测量。各阶段的焊后数据要准确记录、保存,后续施工可以依据前一工序的数据加以调整和改进。
(8)测量工具和测量人员的控制。
桩腿制作过程中需要使用的测量工具很多,如有水平仪、经纬仪、盘尺、直尺、象限仪等,必须保证这些仪器的准确性才能保证测量的精度,所以这些仪器必须是经过计量部门专业检验合格才能使用。同时,测量的人员要固定,做到工具要专人专用,测量的数据项目要专人专测,并且焊接前后测量的位置和测量时的环境温度要尽可能相同,在整个制作过程中尽量使用同一仪器进行测量,尽可能减少影响测量精度的因素。
4 结 语
对于南通中远船务来说,由于第一次承接此类平台,所以在建造过程中无先例可循,但是南通中远船务通过技术人员的创新,在多次分析研究后总结出这套桩腿制作与安装精度控制工艺,并在实际生产过程中经过多次优化,从而使其满足桩腿制作与安装的尺寸精度要求。此方法具有测控简捷、精度高的优点,从而使我们高质量地实现了桩腿制作与安装,取得了重大突破。这也对我们以后海工制造项目在大型、复杂部件的制作方面积累了宝贵的经验。
1 王欢.基于深海钻井平台动态定位系统的研究[J].武汉船舶职业技术学院学报,2010(6)
2 王欢,李朝晖.自升式驳船桩腿提升试验的研究[J].武汉船舶职业技术学院学报,2013(5)
3 中国船级社钢质海船入级规范,动力定位系统[S].2009:第5分册第11章.
4 孙东昌,潘斌.海洋自升式移动平台设计与研究[M].上海:上海交通大学出版社,2008.
猜你喜欢
船舶标准化工程师(2022年1期)2022-02-17
海洋石油(2021年3期)2021-11-05
江苏科技大学学报(自然科学版)(2021年1期)2021-04-07
建筑施工(2020年7期)2020-11-10
水运工程(2020年2期)2020-02-26
造船技术(2019年5期)2019-11-12
物流技术与应用(2019年6期)2019-07-16
现代工业经济和信息化(2016年19期)2016-05-17
重型机械(2016年1期)2016-03-01
船海工程(2015年4期)2016-01-05
