
金属表面陶瓷涂层的保护研究
2013-12-23 04:01:30张巍刘立平曹利峰赵一丹
机械工程师 2013年11期
张巍, 刘立平, 曹利峰, 赵一丹
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
1 引 言
金属陶瓷保护涂层是汽轮机机组中防止机匣、弹性轴等工件免遭腐蚀、高温氧化的一种特殊涂料,该涂料的制备工艺一直是该领域的空白。
根据现在已掌握的乌克兰方面提供的资料标准,我们还很难进行产品涂层涂复制备生产,国内也没有关于金属陶瓷涂料的参考资料。为保证涂层的质量,对乌克兰进口涂料的材料、工艺、性能测试等方面进行了试验研究。
2 试 验
试验基材:1Cr18Ni9Ti 不锈钢板;试验件尺寸:50mm×100mm×1mm;设备及工具:马弗炉,喷枪,毛刷;涂敷方法:喷涂,刷涂。
2.1 试验步骤
试验前处理;(1)试样除油:用120#汽油或溶剂把试片擦拭除油。(2)试样干燥:除油后在空气中干燥30min 左右。
2.2 涂料NMc-1-0 涂层的制备
(1)首先将涂料搅拌均匀。在涂敷之前要过滤,不允许有沉淀物、团块和凝结物(注意:喷枪上的喷嘴应当用不锈钢制造,避免与涂料起反应);从喷枪到试片的距离是200~250mm。喷出的涂料不应在试片表面上形成雾点液滴;
(2)涂层的厚度为20μm;
(3)涂层的干燥和热处理。涂敷后的试片放在室内或干净的工作台上干燥15~20min;把涂敷好后的试片装入温度(90±5)℃的干燥箱内,先干燥15min。在干燥箱内升温至(340±5)℃,并在此温度下进行涂层热稳定处理30~35min(注意:不允许在烘干和热稳定处理之间停顿,因为复合物有自己的吸湿性);打开炉门,在空气中进行冷却;试片涂层应是浅灰色,允许有浅绿褐色的暗影;为了有均匀厚度的涂层,必须使每一后续涂层的涂敷方向与前一层垂直,否则涂层厚度不均匀。

表1 缺陷现象、原因及修复方法
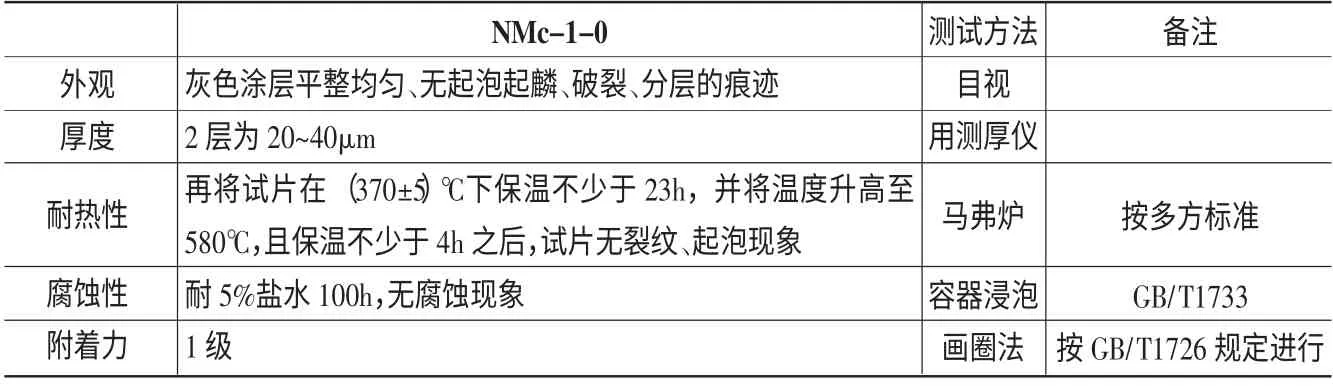
表2 各项措施测试标准及方法
涂层缺陷与消除方法见表1;各项指标测试见表2。
3 讨 论
金属表面涂装效果的好与劣,除了与基体金属和涂料本身的性能有关外,也与涂敷的工艺有直接关系。这些工艺性能中起决定作用的是涂层与基体的附着力。
涂层的附着力包括两个方面:首先是有机涂层和基体金属表面的粘附力;其次是涂层本身的凝聚力,两者缺一不可,如果涂层本身凝聚力差,则漆膜容易龟裂。
还有一点就是如果试片表面有油污,前期处理不当,会造成表面张力小,涂料就可能湿润不着有油污的地方,会产生缩孔、凹坑,这样就会降低它的耐热性和耐腐蚀性。
4 结 语
(1)涂层的结合力与基体的前处理的清洁度和涂料的搅拌均匀程度有关。
(2)涂层的质量与工艺和温度有关,最佳的质量往往是通过成熟的工艺方案决定。
猜你喜欢
中国农业科技导报(2022年10期)2022-12-03 03:10:58
橡塑技术与装备(2022年8期)2022-08-05 07:04:56
成都信息工程大学学报(2021年4期)2021-11-22 07:44:46
导航与控制(2021年3期)2021-09-04 07:44:52
山东工业技术(2018年16期)2018-09-26 11:11:22
少年科学(2015年7期)2015-08-13 04:04:24
邵阳学院学报(自然科学版)(2015年1期)2015-06-05 09:13:14
橡胶工业(2015年7期)2015-02-25 09:22:22
装备制造技术(2015年7期)2015-02-20 13:47:18
武汉理工大学学报(信息与管理工程版)(2013年1期)2013-10-22 02:43:54
