
微波加热技术在钛带卷酸洗及脱脂过程中的应用
2013-12-23 06:25郭胜惠彭金辉苏鹤洲史亚鸣
钛工业进展 2013年1期
常 军,郭胜惠,彭金辉,杨 彪,苏鹤洲,史亚鸣
(1. 昆明理工大学,云南 昆明 650093)
(2. 云南钛业股份有限公司,云南 楚雄 651200)
1 前 言
由于没有保护性气氛,钛带卷在高温轧制时会发生氧化,形成硬而脆的氧化污染层,必须采用化学酸洗方法去除,以避免在后续加工中出现裂纹等缺陷。此外,在钛带冷轧过程表面需喷淋润滑油,起到润滑和冷却的作用。为避免润滑油污染钛带表面质量,退火前需对其表面进行清洁和脱脂处理。
酸洗和脱脂处理都需要加热。传统的加热方式有蒸汽直接加热、蒸汽间接加热、电热管加热等。这些加热方式存在试剂消耗量大、热利用率低、维护成本高等问题。微波加热是利用波长在0.1 ~100 cm之间的电磁波在物料内部的能量耗散来直接加热物料,根据物料电磁特性的不同,可及时有效地在整个物料内部产生热量,加热均匀,热效率高,具有加热速度快、工作温度稳定、反应灵敏、对化学反应起催化作用等优点。昆明理工大学利用微波加热技术研制了一种新型流体加热设备,并进行了中试,为微波加热技术在钛带卷生产中的应用提供了参考。
2 微波加热装置及工艺流程
2.1 微波加热装置
昆明理工大学非常规冶金教育部重点实验室研制了一种新型微波加热钛带酸洗液/脱脂液装置,以及与之相配套的控制系统和冷却系统。该装置主要结构为腔体、微波发生器、温度传感器、内胆等,微波流体加热装置示意图见图1。
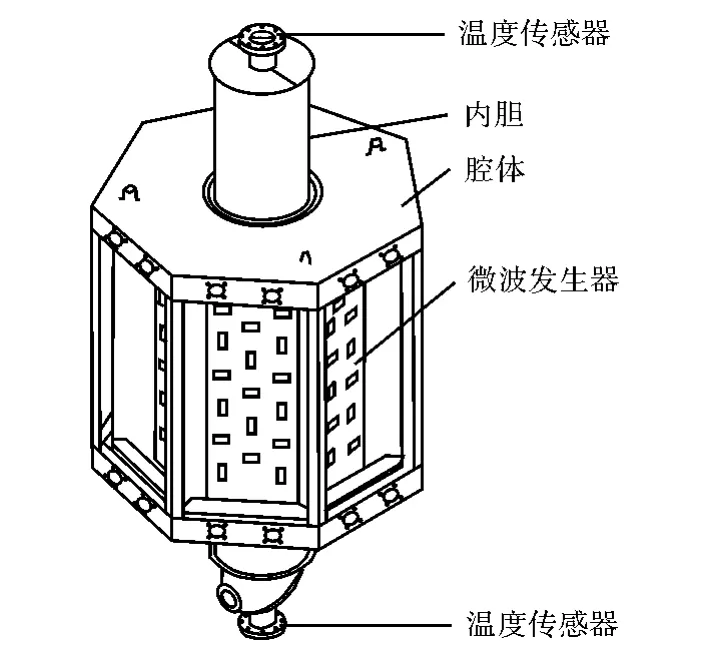
图1 微波加热流体装置示意图Fig.1 Sketch of microwave heating fluid device
微波加热装置的腔体为七面体结构,微波发生器均匀布置在腔体的7 个面上。整台设备的微波功率为35 kW,内胆选用PPH(高密度聚丙烯)材质,置于微波加热装置腔体内,温度传感器分布在内胆的进口端和出口端。
2.2 微波加热钛带酸洗液及脱脂液的工艺流程
根据以上所述的新型微波加热装置,结合钛带酸洗液及脱脂液的加热特点,优化设计出一种新的微波加热钛带酸洗液及脱脂液的工艺流程,见图2。
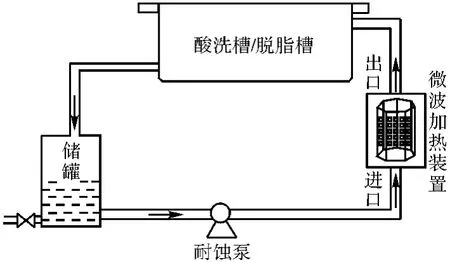
图2 酸洗/脱脂工艺流程示意图Fig.2 Picking/degreasing technology process flowsheet
生产过程开始时,开启耐蚀泵,不断地将液体(酸洗液/脱脂液)从储罐中抽出,通过微波加热装置加热后流至酸洗槽或脱脂槽,对经过预冲洗后的钛带进行除氧化层或除污,液体沿着槽体回流至储罐,形成一个闭环回路。生产时钛带以一定速度通过槽体,槽体中配有上、下两个刷辊,分别对钛带上表面和下表面进行刷扫。钛带在槽内进行除氧化层或除污时会带走液体的一部分热量,加上其流经管道、储罐和槽体散失的热量,需要不时补充这部分热量以维持酸洗液或脱脂液的工作温度。这时自动控制电路根据温度传感器的输出信号控制微波加热功率的大小,使加热后的液体温度始终满足酸洗或脱脂过程的需要。这样,通过微波加热设备的液体在闭环回路中形成升温—降温—升温的循环。
3 微波加热中试实验及工业化应用
3.1 微波加热酸洗液及脱脂液中试实验
钛带酸洗液由体积分数为3% ~5%的氢氟酸按1∶5 的比例与硝酸混合而成,脱脂液为质量分数为5%的NaOH 溶液。利用以上提及的微波加热流体设备及相应的工艺流程,进行微波加热混酸溶液和脱脂液的中试实验。实验条件如下:微波功率为24 kW,溶液体积为200 L,溶液循环流量为2.2 m3/h。开启微波电源的同时记录起始温度,每间隔5 min 读取微波加热装置进、出口端溶液的温度。将混酸溶液从28 ℃加热至约69 ℃,NaOH 溶液从29 ℃加热至约69 ℃时停止,得到酸洗液和脱脂液的升温曲线如图3、图4 所示。
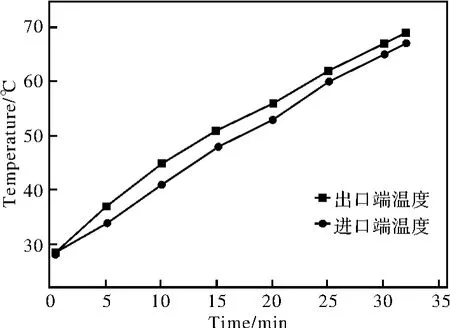
图3 微波功率24 kW 时200 L 混酸溶液升温曲线Fig.3 The 200 L mixed acid solution heating curve on 24 kW microwave power

图4 微波功率24 kW 时200 L NaOH 溶液升温曲线Fig.4 The 200 L NaOH solution heating curve on 24 kW microwave power
由图3 和图4 可知,混酸和NaOH 溶液的升温速率都较快,因为微波加热不需由表及里的热传导,且混酸和NaOH 溶液都属于极性物质,介电常数较高,吸波性能较强。当循环流量为2.2 m3/h 时,将体积为200 L 的混酸溶液由起始温度28 ℃加热至69℃需32 min,能耗为12.8 kW·h,将体积为200 L的NaOH 溶液由起始温度29 ℃加热至69 ℃只需30 min,整个过程所需能耗为12 kW·h。
3.2 微波加热效率计算
加热200 L 溶液所需能量由下列公式计算。
因溶液中溶质浓度较低,比热容c 取4.2 kJ/(kg·℃),溶液质量m 取200 kg,求得200 L 溶液从28 ℃及29 ℃升至69 ℃所消耗的能量分别为9.6 kW·h 和9.3 kW·h。在不考虑其他因素对试验造成影响的情况下,根据公式:

即可算出微波加热混酸和NaOH 溶液的加热效率都在70%以上。通过效率值可以看出,所设计的微波加热装置加热效率较高,与燃煤—蒸汽锅炉20%、电加热50%的热效率值相比,微波加热装置效率是传统方式加热效率的1.5 ~4 倍,对企业节能降耗具有重大意义。
3.3 云南钛业钛带卷酸洗线系统
为满足云南钛业股份有限公司20 000 t/a 钛带卷生产线,昆明理工大学微波应用研究所研制了5台总功率为1 300 kW 的新型微波加热钛带冷轧酸洗液的装置,以及与之相配套的控制柜、操作台和冷却系统,如图5 所示。该装置采用PLC(可编程逻辑控制器)控制,对钛带冷轧酸洗液进行直接加热,自动控制电路根据温度传感器的输出信号可自动控制微波加热功率的大小,即可方便地控制酸洗液的加热温度。
从生产实际效果来看,新研制的微波加热设备不但使温度达到了预清洗、酸洗与漂洗温度预设值的要求,而且还与酸洗工艺模型的酸液浓度、钛带卷运行速度和酸液介质紊流速度相协调一致,生产出了满足预期效果的高质量钛带卷。特别是升温阶段所需时间相对传统的加热方式大为缩短,由原来的7 ~8 h 缩短至2 h。同时,对于整条酸洗钛带卷的生产线来说,微波加热启停的可控性、易操作性更适合于此类型的带卷生产线。与传统的燃煤锅炉产生蒸汽,再通过蒸汽换热给酸洗液的加热方式每年消耗约8 300 t 标煤相比,1 t 标煤按排放二氧化碳2.7 t 算,每年减排20 000 t 二氧化碳和8.2 ×107m3烟气,减少二氧化硫约70 t,氮氧化物约62 t,有效推动了钛产业园区的清洁生产。在低碳经济形势下,对于企业节能减排,实现碳零排放和绿色生产具有重要意义和环境效益。

图5 钛带卷酸洗生产线的微波加热系统Fig.5 Microwave heating system of titanium strip coil production line
4 结 语
我国钛带工业化起步较晚,需要大力研究加工技术,降低成本,提高生产效率。微波加热作为一种新的加热方式,克服了传统方法加热时间长、有表面温度梯度以及对系统环境的能量损失大等缺点,获得了大量应用领域研究者的广泛关注。但是微波加热技术的应用还不够成熟,尚有许多问题需要解决,如微波能对酸洗液或脱脂液加热机制的研究不够成熟,各种酸洗液或脱脂液的物质介电特性数据不够齐全,如何根据这些液体介电特性设计出合理的微波反射腔以获得更大更均匀的微波场,以及研制大功率工业微波加热设备的一次投资费用较高等。
[1]徐信. 纯钛卷工业化酸洗工艺浅析[J]. 化学工程与装备,2011(7):163 -164.
[2]崔昌军,彭乔. 钛及钛合金的氢渗过程研究[J]. 稀有金属材料与工程,2003,32(12):1011 -1015.
[3]Wendler B,Wolters R,Schmidt B,et al. Degreasing bath care in the steel and metal working industry[J]. Desalination,2010,250(3):1031 -1033.
[4]王中华. Gr12 钛合金特长管酸洗工艺研究[J]. 稀有金属快报,2008,27(2):31 -33.
[5]兰宇,冯伟,于冠男,等. 冷轧带钢脱脂技术[J]. 电大理工,2011(2):14 -16.
[6]王红坡,彭金辉,郭胜惠,等. 微波加热在钛带冷轧酸洗中的应用[J]. 现代化工,2011,31(2):71 -73.
[7]Clark D E,Folz D C,West J K. Processing materials with microwave energy[J]. Materials Scenice and Engineering:A,2000,287(2):153 -158.
[8]AI-Harahsheh M,Kingman S W. Microwave assisted leaching—a review[J]. Hydrometallurgy,2004,73(3/4):189-203.
[9]陈晋,张世敏,彭金辉,等. 微波加热在钛冶金中的应用[J]. 钢铁钒钛,2008,29(3):68 -72.
[10]郑镇,郑键,张振宏. 浅谈工业微波加热与节能减排[J]. 中国高新技术企业,2011,12(34):121 -122.
[11]祝圣远,王国恒. 微波干燥原理及其应用[J]. 工业炉,2003,25(3):42 - 45.
[12]夏湘,陈祖兴,谭杰. 微波能在工业上的应用前景. 海南矿冶,2001,11 (2):47 -50.
[13]杨洲,段洁利. 微波干燥及其发展[J]. 粮油加工与食品机械,2000(3):5 -7.
[14]杨晓青,秦文峰,罗振中,等. 微波加热技术在钼工业中的应用[J]. 中国钼业,2005,29(2):43 -46.
[15]金钦汉,戴树珊,黄卡玛. 微波化学[M]. 北京:科学出版社,1999:152 -153.
猜你喜欢
化工管理(2022年14期)2022-12-02
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
天津医科大学学报(2021年4期)2021-08-21
昆明医科大学学报(2020年12期)2021-01-26
中国生殖健康(2020年4期)2021-01-18
世界有色金属(2018年18期)2018-12-10
中国生殖健康(2018年4期)2018-11-06
中国医药科学(2015年15期)2015-02-27
中国粮油学报(2015年5期)2015-02-06
