
HFCG辊压机自动控制系统简析
2013-12-19 01:20:48□□,,,
建材技术与应用 2013年1期
□□ ,,,
(中建材(合肥)粉体科技装备有限公司,安徽 合肥 230051)
引言
HFCG辊压机自动控制系统是确保辊压机设备安全、高效运行的有效保障,一旦设备出现异常,自动控制系统即能及时提供保护。HFCG辊压机采用PLC可编程控制器来实现自动控制,型号为S7-300,由西门子公司提供,其采用模块化结构,可随时增加程序功能和进行程序编制;通讯控制采用MPI基本接口,可同时选择DP通讯方式、TCP/IP通信方式进行通讯监督与管理。其系统结构层次清晰、开放性好、扩展灵活、操作方便。控制器主要完成现场工艺数据采集、数据处理和控制输出,触摸屏通过与PLC可编程控制器之间的数据通讯来完成人机对话,与系统操作控制、数据管理同步。目前在浙江红狮集团、南方水泥集团、中联水泥集团等大型生产线中采用的HFCG辊压机水泥挤压系统,均采用这种自控系统,应用效果良好。
1 PLC自动控制系统的组成及信号检测
任何一种控制系统都是为被控对象如生产设备或工艺过程提供监控与保护,以获得生产的高效率和产品的高质量。因此,需要PLC自动控制系统能够最大限度地满足工艺设备要求。对于HFCG辊压机系统,其轴承及其减速机温度、主电机电流、液压系统压力、活动辊与固定辊的间隙等参数是影响工艺运行的关键点,也是PLC自动控制系统信号的主要检测点。
(1)温度检测点。包括活动辊左右侧轴承温度、固定辊左右侧轴承温度、活动辊减速机温度、固定辊减速机温度、活动辊减速机供油温度、固定辊减速机供油温度等,均纳入检测监控。检测信号分别由Pt100型热电阻通过温度隔离器模块采集,进行集中控制。在工作状态下,绿色指示灯为运行正常,当轴承温度≥60 ℃红色指示灯显示,系统发出报警信号,当轴承温度≥65 ℃表示温度达到极限触发故障。安装时应重点注意温度传感器的正确安装、端面接触良好,运行维护中应定期检查接线是否松动,出现问题时及时更换。
(2)辊压机电流反映系统运行的稳定状况。系统正常工作时,活动辊与固定辊电机电流约为额定电流的60%~70%。当超过这个范围时,操作人员应根据工艺要求进行调整,例如加大辊压机系统的循环量、改变辊压机系统的风量等。现场维护工作主要是定期检查电流互感器、电流变送器。辊压机的电流检测信号由自动控制系统中的电流互感器传递给电流变送器,转换后送至电流采集模块实现监控。
(3)液压系统压力检测信号通过压力变送器和压力采集模块采集、监测。系统的压力设定关系到辊压机系统的挤压效果,是自动控制系统的重点检测控制点。当辊压机工作压力发生改变超过设定值时,自控系统报警并出现卸压现象,现场操作人员应及时调整电磁溢流阀的手动设定值,使其至少比辊压机工作压力高1.5~2.0 MPa。现场维护应定期检查压力变送器和压力采集模块,随时观测并确保辊压机工作压力处于正常状态。
(4)辊压机活动辊与固定辊之间的缝隙。工作时的正常辊缝为30~40 mm,由于原料粒度变化或操作因素,辊缝会发生改变甚至产生两辊轴向偏移,形成近似于漏斗状的辊缝间隙差。当辊缝间隙差大于设定值或工作辊缝接近于原始辊缝(制造过程预留的缝隙+调试时的垫铁厚度)时,挤压效果变差,需通过增大或减小稳流仓料位、系统风量、回料量等操作将辊缝调整到正常辊缝。根据调试操作经验,辊压机两辊辊缝间隙差≯15 mm即可保持系统正常、高效地运行。辊缝由分别安装在活动辊左右轴承座上的2个位移传感器进行监控。运行过程中,当工作辊缝或两辊轴向偏移超过设定值时,自控系统视超限值响应自动纠偏或自动停机保护。现场维护人员应定期检查位移传感器接线、安装件是否出现松动等情况,确保传感器和变送器工作状态良好,发现异常及时处理。
2 HFCG辊压机自控系统配置及其控制范围
2.1 系统硬件配置
以浙江红狮、南方水泥、中联水泥等大型生产线的HFCG辊压机水泥挤压系统采用的PLC控制系统为例,其硬件配置见表1。

表1 辊压机PLC控制系统硬件配置
其中,CPU带MPI通讯接口,功能包括:编程器/OP通讯、全局数据通讯标、扩展通讯;数据传输功能:CPU相邻站点之间,串联中继器的最大传输距离为9 100 m,通过光纤电缆(带有星型耦合器)的最大传输距离为23.8 km。
2.2 系统软件组态
在西门子STEP7软件组态中,通过OB(组织块)、FC(功能块)、DB(数据块)创建用户程序,用户程序将辊压机系统各检测信号进行分析处理,实现各系统间的控制及联锁、显示和故障报警,以保障设备安全、可靠地运行。系统软件组态见图1。

图1 系统软件组态截图
系统模拟量处理功能将系统检测到的温度信号、压力信号、电流信号、辊缝信号存储在DB(数据块)中,实现实时数据显示、实时更新,这对于现场巡检监控、数据实时记录极为方便。系统模拟量数据见图2,系统模拟量数据转换见图3。

图2 系统模拟量数据
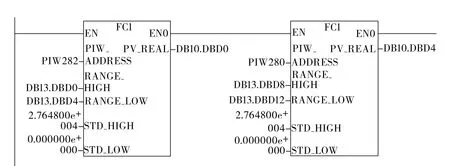
图3 系统模拟量数据转换
图3中,PIW282是现场电流变送器采集到的固定辊电流信号(4~20 mA)系统模拟量数据转换实例,电流信号通过模拟量功能转换模块(FC1)转换后,将采集到的信息由二进制代码转换为实数信号保存在数据块DB10.DBD0中,并在用户程序中加以控制,从而实现辊压机电流的实时监测控制,保证辊压机在设定的负荷范围内稳定地运行。
STEP7软件组态中的逻辑控制采用模块化程序设计,根据采集到的辊压机系统运行数据,通过逻辑运算、数据比较、程序控制、浮点运算等功能指令,完成触摸屏与现场控制站之间的数据通讯,实现人机对话。同时,采用INTERNET、PROFIBUS-DP、MODEBUS等通讯方式与中控系统通讯,更有利于排除信号传输过程中的干扰和线性偏差,大大节省I/O通道和电缆,充分显示现场总线控制的优越性。
2.3 系统控制范围
辊压机系统控制主要包括:主电机过负荷保护控制、轴承过负载保护控制、辊缝间隙自动纠偏控制、液压系统压力超限自动卸压控制、信号显示及报警控制等。其中液压系统加压卸荷自动控制是整个控制系统的核心,辊压机起动前应将两辊间的原料放空,使主电机轻载起动,以减少对电网设备的冲击。
(1)主电机过负荷保护控制。当负荷电流≥90%时,系统报警信号显示;当负荷电流≥100%时,系统自动保护停机。
(2)轴承过负载保护控制。当轴承温度≥60 ℃时,系统报警信号显示;当轴承温度≥65 ℃时,系统自动保护停机。
(3)辊缝间隙自动纠偏控制。当辊缝间隙差≥15 mm 时,液压系统自动响应纠偏;当辊缝间隙差大于设定极限值时,系统报警显示,系统自动保护停机。
(4)液压系统压力超限自动卸压控制。液压系统压力一般根据物料性质而定,通常水泥粉磨系统的液压压力为8~9 MPa。当液压压力≥11 MPa时,系统自动卸压延时保护,防止压力过高而损坏辊压机辊面;当延时保护失效,压力依然超限时,系统即自动保护停机。
3 结语
HFCG辊压机水泥粉磨系统的大量应用表明,PLC自动控制系统具有功能完备、控制精度高、操作简单、维护方便等特点,完全能够满足不同原料的生产控制要求,为确保辊压机工艺设备的稳定运行和挤压系统的高产、节能提供了有效保障,值得进一步开发与应用。
猜你喜欢
建材发展导向(2023年4期)2023-03-14 07:20:04
山东冶金(2022年1期)2022-04-19 13:40:32
重型机械(2021年2期)2021-05-06 09:29:38
金属世界(2019年1期)2019-03-12 06:38:28
测控技术(2018年12期)2018-11-25 09:37:42
国际木业(2016年2期)2016-12-01 05:04:17
电子制作(2016年21期)2016-05-17 03:53:12
电测与仪表(2015年11期)2015-04-09 11:46:30
压缩机技术(2014年5期)2014-02-28 21:28:23
铁路通信信号工程技术(2014年5期)2014-02-28 16:57:49
