高平维高水泥2 500 t/d预分解窑系统的热工标定与分析
2013-12-18 05:34:20□□,
建材技术与应用 2013年5期
□□ ,
(1.太原理工大学 材料科学与工程学院,山西 太原 030024;2.山西职业技术学院,山西 太原 030006)
引言
高平市维高水泥制造有限公司(以下简称“维高水泥”)始建于2009年4月,于2010年9月正式投入试生产,现拥有1条2 500 t/d熟料的新型干法水泥生产线及装机容量5 MW的纯低温余热发电工程。为全面核实烧成系统实际能耗指标及设备运行情况,以便进一步优化系统操作参数,进而挖掘烧成系统增产降耗空间,维高水泥与山西职业技术学院材料测试中心合作,对该生产线烧成系统进行了热工标定。标定日期为2013年3月21日至24日。
1 烧成系统主机设备
维高水泥烧成系统主机设备见表1。
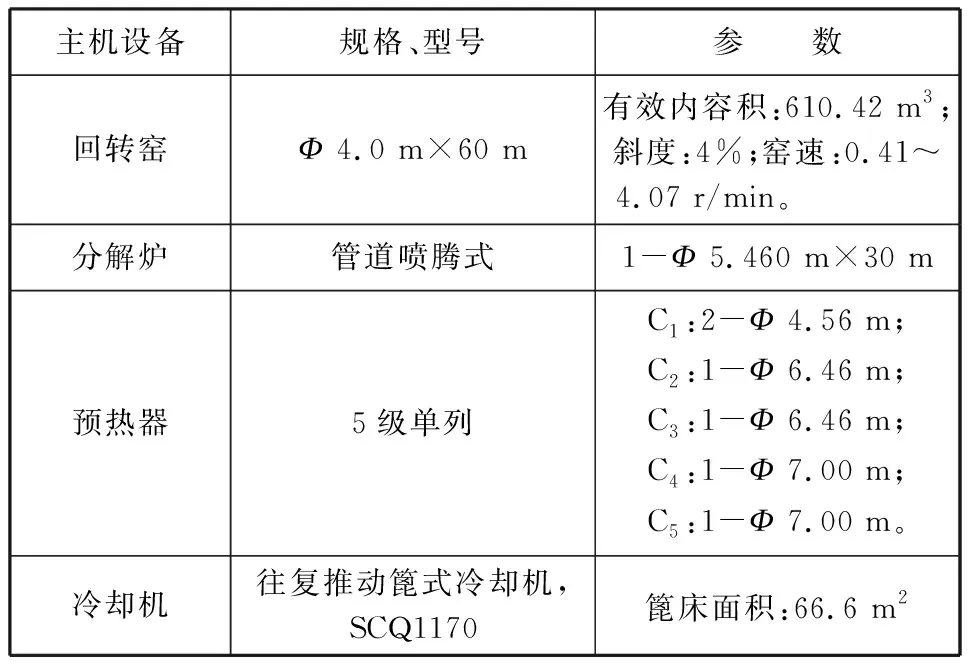
表1 烧成系统主机设备
2 烧成系统主要参数标定情况
测试期间,维高水泥烧成系统生产稳定,测量数据与结果均处于正常波动范围。现场热工检测方法与数据处理均按照GB/T 26282—2010《水泥回转窑热平衡测定方法》和GB/T 26281—2010《水泥回转窑热平衡、热效率、综合能耗计算方法》规定进行。烧成系统基本参数及主要测定结果见表2。
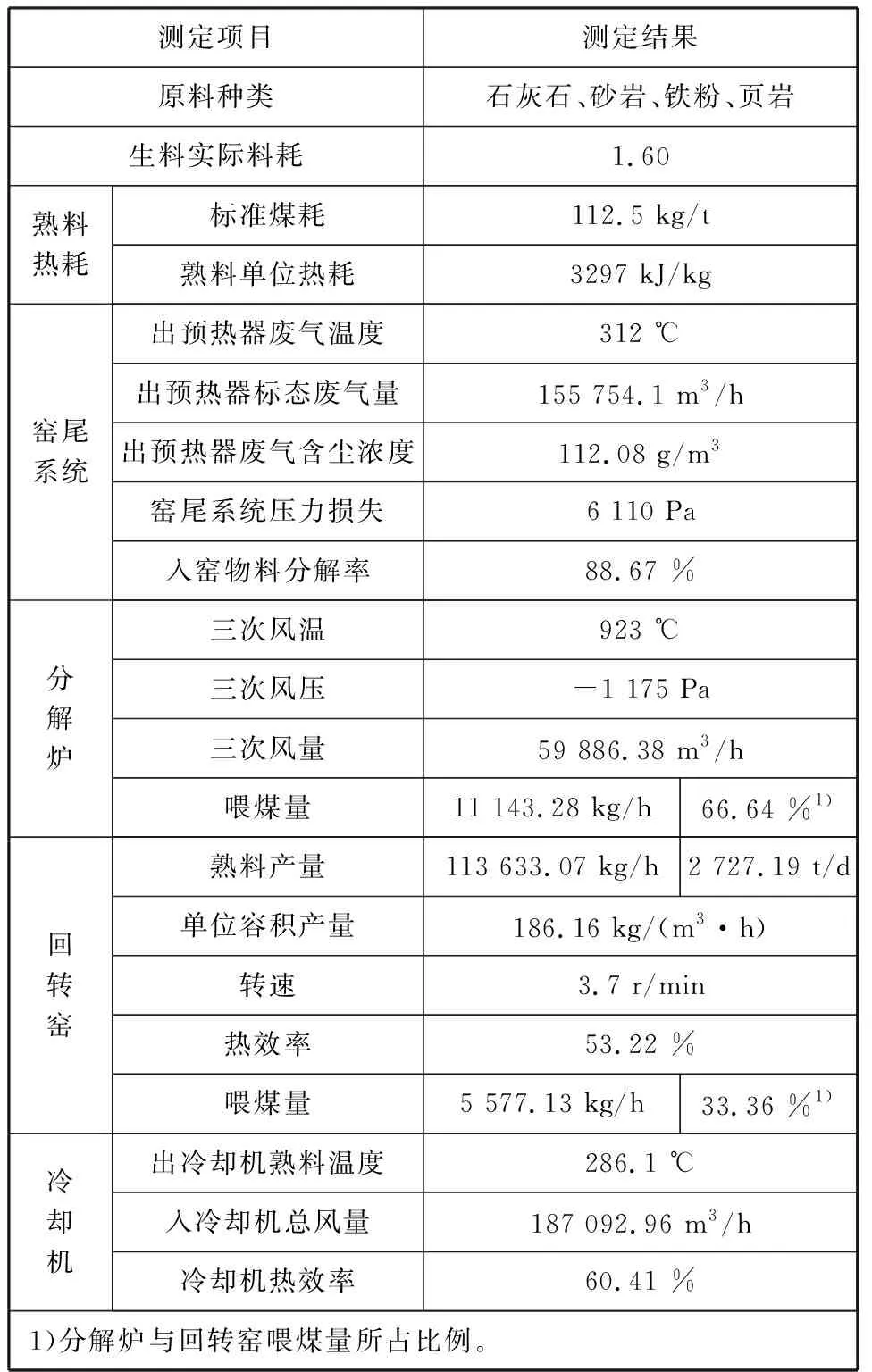
表2 维高水泥烧成系统基本参数及主要测定结果
3 主机设备运行情况
从现场检测和计算结果来看,标定已达到预期目的,并能反映系统目前的实际水平,现结合维高水泥生产实际对主机设备运行情况进行评价与分析。
3.1 预热器运行情况分析
维高水泥烧成系统中预热器为单系列5级旋风式,旋风筒数为2-1-1-1-1配置。该预热器各级旋风筒出口废气参数测量结果见表3。
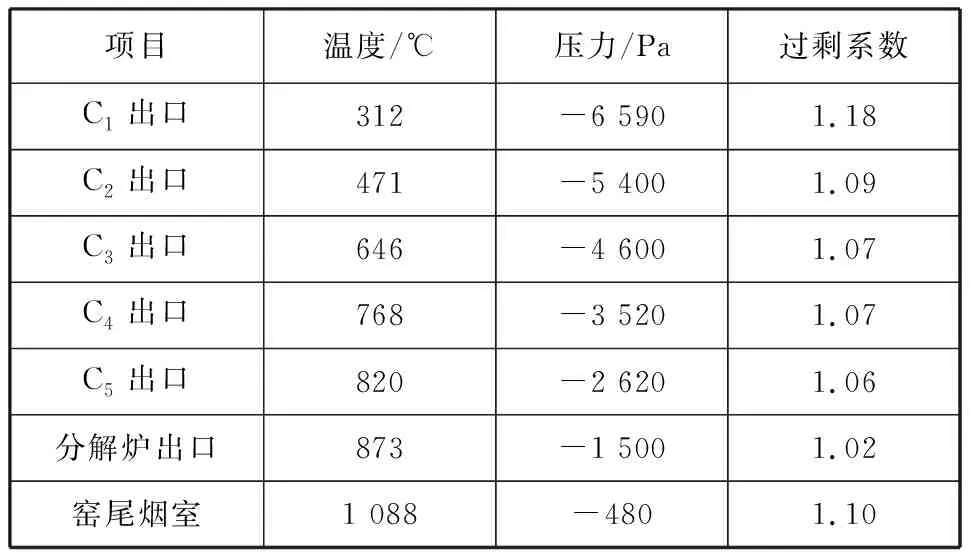
表3 维高水泥窑尾系统废气参数
从测定情况来看,窑尾烟室到C1出口废气温度呈下降趋势,窑尾负压到预热器出口负压呈增大趋势,此与预热器工作状况相符。预热器C1出口废气温度为312 ℃,在国内带5级预热器的分解窑系统中处于中上游水平;窑尾系统总压力损失为6 110 Pa,远大于水泥工厂节能设计规范中应<5 500 Pa的规定[1],这说明该窑尾系统总压损偏大。建议进行适当调整,降低窑尾压力损失,不仅可为系统节省用电量,而且能降低预热器出口废气的含尘浓度,减小了窑尾收尘设备的工作负荷。
3.2 分解炉运行情况分析
维高水泥烧成系统采用管道喷腾式分解炉,筒体结构较高,其目的是延长物料在炉内的滞留时间,提高碳酸盐分解率。各级旋风筒下料口物料温度及分解率见表4。
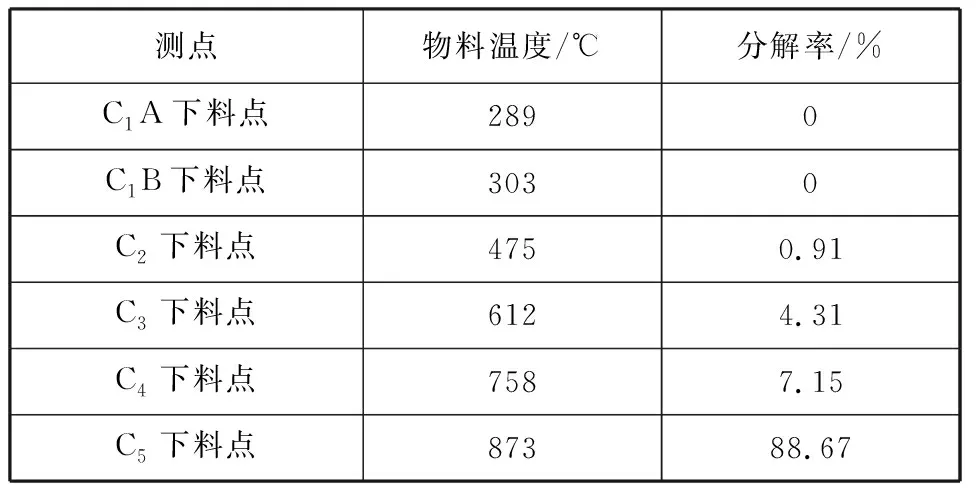
表4 维高水泥窑尾系统物料参数
该分解炉喂煤量为11 143.28 kg/h,按照测定的三次风量59 886.38 m3/h(标态下)计算,分解炉过剩空气系数仅为1.01,与测量结果1.02相近,说明分解炉的三次风风量略显不足,即分解炉内煤粉燃烧不充分,即使三次风温高达923 ℃,入窑物料的表观分解率仅为88.67%。建议一方面适当增加三次风量,以便入炉煤粉尽快燃烧,使物料在有限的时间与空间内尽快吸热分解;另一方面,调整燃料、生料入炉位置,可在分解炉中部设置一个缩口,加强喷腾效应,使炉内气固两相的运动更加合理[2],以利于物料分解和煤粉燃烧。
3.3 回转窑运行情况分析
在测试期间,维高水泥烧成系统的生料投料量为4 363.5 t/d,熟料产量为2 727.19 t/d,与系统设计能力2 500 t/d相比,超过设计产量9.1%。回转窑的单位有效容积产量为186.16 kg/(m3·h),合4.47 t/(m3·d)。与预分解窑单位容积产量的统计数值145~240 kg/(m3·h)[3]相比较,容积产量处于国内中等水平。另外,回转窑工作基本正常,偶有正压现象;在距窑尾13~26 m范围内,窑筒体表面温度在300 ℃以上,可能是窑内耐火砖侵蚀严重变薄所致。建议关注窑皮的变化及表面温度变化,适时调整火焰位置。
3.4 冷却机运行情况分析
维高水泥烧成系统采用往复推动篦式冷却机,冷却机有效冷却面积为66.6 m2。冷却机系统主要操作参数见表5和表6。

表5 冷却机主要操作参数

表6 省内部分企业篦冷机主要技术参数
从测定结果看,入窑二次风温达1 004 ℃,入炉三次风温为923 ℃(窑头端),与其他厂家相近;当窑产量在2 700 t/d时,冷却机用风量为1.646 m3/kg,明显低于其他企业篦式冷却机用风量。经现场观察,发现冷却机出口红料较多,且熟料平均温度为286.1 ℃,温度明显偏高,严重影响着输送设备的使用寿命和水泥质量。分析其原因为:一是冷却机鼓风量略显不足,风量分配不合理;二是物料在篦床上分布不均匀,或者是烧成系统操作不稳定。
建议将篦冷机鼓入风量增大至1.9~2.0 m3/kg,满足熟料冷却用风量,并留有一定富余量,为系统增产创造条件,使出冷却机熟料温度在100 ℃左右;合理调整风量及分布,进一步优化操作,强化熟料冷却,以改善熟料质量,并提高二次风和三次风温度。
4 熟料热耗分析
测定期间,维高水泥烧成系统窑头实际喂煤量为5.777 t/h,分解炉实际喂煤量为11.14 t/h,窑、炉用煤量比例为33.36∶66.64,熟料烧成热耗为3 297.49 kJ/kg。各企业的熟料烧成单位热耗对比情况见表7,维高水泥烧成系统的主要热量支出项目见表8。
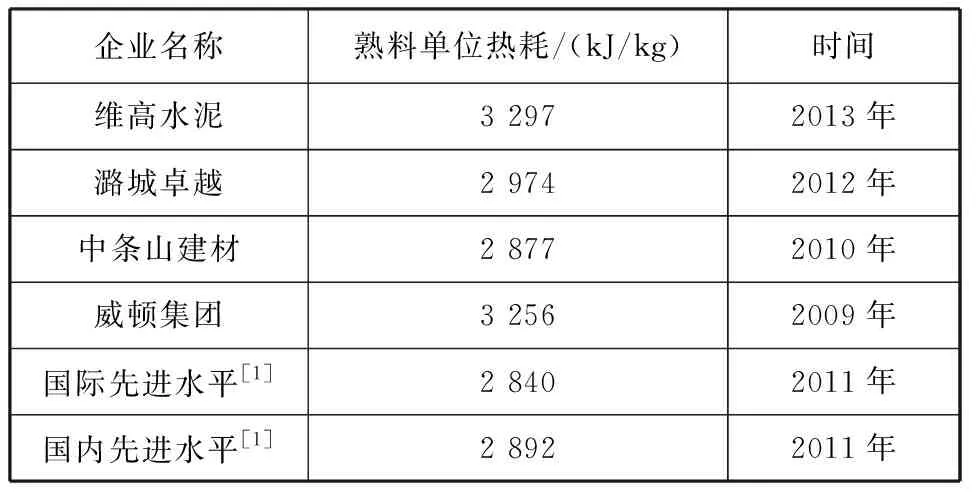
表7 各企业熟料单位热耗对比

表8 维高水泥烧成系统主要热量支出项目
由表7和表8可以看出,维高水泥的烧成系统存在以下问题:
(1)熟料形成热略高。由于采用石灰石、砂岩、铁粉、页岩进行配料,生料的易烧性稍差,熟料形成热略高,为1 755 kJ/kg,而普通原料配料时的熟料形成热约为1 730~1 750 kJ/kg[4]。
(2)预热器出口废气热损失偏高。预热器出口废气与废气中粉尘共带走热量720.80 kJ/kg,为烧成系统的最大热损失。
(3)出冷却机熟料温度偏高。
(4)余热发电系统利用热量较高。出冷却机至余热发电的风带走的热量为264.10 kJ/kg,与出冷却机熟料带走的热量相当,对于烧成系统来讲是较大的一部分热量支出。
(5)烧成系统表面散热较大。系统表面散热量为332.18 kJ/kg,占总热量的9.69%,而国内先进生产线烧成系统的表面散热只占5.5%[1]。
建议从以下几个方面进行改进:
(1)优化生料配料方案,改善生料易烧性,降低熟料形成热。
(2)适当调整冷却机风机的风量及分布,降低出冷却机熟料温度,提高冷却机热效率。
(3)加强烧成系统主机设备的保温,降低烧成系统表面散热。
5 结语
对高平市维高水泥制造有限公司2 500 t/d熟料生产线预分解窑系统热工标定的结果表明,烧成系统主机设备运行情况正常,但也存在一定的不足,系统产量具有较大的提升潜力;熟料单位热耗相对较高,部分设备与操作参数有待改进,存有一定的降耗空间。具体改进措施为:
(1)适当调整配料方案,降低熟料形成热,逐步实现水泥生产生态化。
(2)优化窑尾系统操作参数,减少窑尾负压损失,使预热器出口废气热损失和出口含尘浓度下降,降低窑尾收尘设备工作负荷。
(3)加强对主机设备的保温,降低烧成系统表面热损失,适当提高回转窑转速,提升系统产量。
(4)合理调整冷却风量与分布,降低出冷却机熟料温度,提高三次风比例,改善分解炉内燃料的燃烧,加速传热,提高入窑物料分解率。
参考文献:
[1] 曾学敏.水泥工业能源消耗现状与节能潜力[J].中国水泥,2006(3):16-21.
[2] 陈全德.水泥预分解窑热工系统工程研究与实践(三)[J].新世纪水泥导报,1996(1):17-20.
[3] 严峻,叶越华.江西上高南方 4 500 t/d 预分解窑系统的热工标定与分析[J].江西建材,2011(4):15-17.
[4] 公磊,盛洁,李昌勇.赤峰远航 2 500 t/d 生产线热工检测与节能分析[J].水泥,2009(12):27-29.
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:58
昆钢科技(2021年4期)2021-11-06 05:31:06
重型机械(2019年3期)2019-08-27 00:58:50
通信电源技术(2018年5期)2018-08-23 01:16:58
通信电源技术(2018年5期)2018-08-23 01:16:14
中国资源综合利用(2017年1期)2018-01-22 02:44:31
中国核电(2017年1期)2017-05-17 06:10:06
山东工业技术(2016年15期)2016-12-01 05:31:45
通信电源技术(2016年3期)2016-03-26 07:13:50
设备管理与维修(2016年5期)2016-03-16 02:20:45