冷加工率对汽车水箱翅片用铝箔抗下垂性能与组织的影响
2013-12-18 01:55吕金明潘青林
有色金属材料与工程 2013年1期
吕金明, 潘青林
(1.中南大学 材料科学与工程学院,湖南 长沙 410083;2.银邦金属复合材料股份有限公司,江苏 无锡 214145)
0 前 言
汽车水箱采用不带复合层的翅片与带复合层的高频焊管,在高温605 ℃下钎焊而成,其翅片在高温下的性能直接影响水箱的质量.研究表明,翅片铝箔的室温力学性能与焊后晶粒尺寸影响翅片高温抗下垂性能[1-10].本文在合理的化学成分与热处理工艺的基础上,研究了不同冷加工率翅片铝箔对钎焊性能的影响.
1 试验方法
1.1 试验铝箔合金的化学成分及制备工艺
试验铝箔合金的成分见表1.试验用铝合金材料的制备工艺如图1所示.
1.2 试验方法
为获得材料的超薄、高强和抗下垂等性能,选择不同的厚度进行中间退火,然后轧至0.065 mm成品厚度,从而得到具有不同冷加工率的铝箔,并用这些铝箔来研究冷加工率对铝带性能的影响.不同冷加工率下中间退火道次的铝材厚度见表2.
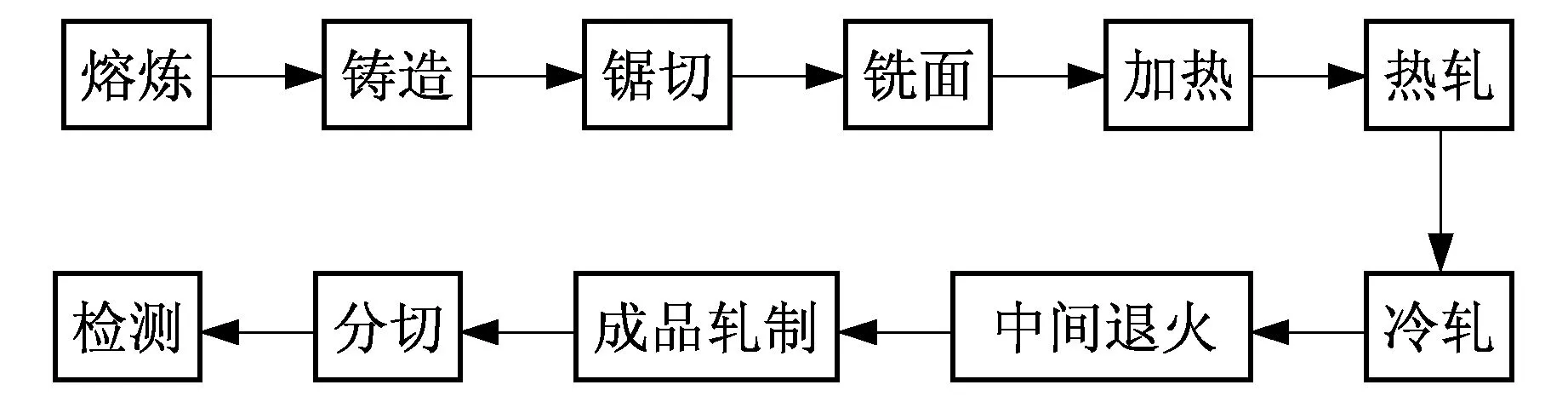
图1 试样的制备工艺路线Fig.1 The technical process

表1 铝箔合金的化学成分Tab.1 Alloy composition (质量分数/%)

表2 不同冷加工率下中间退火道次的铝材厚度Tab.2 The thickness of aluminum product at different cold rate
对不同冷加工率的0.065 mm铝合金带材,用ZWICK/ROLL Z020电子万能试验机测试其室温力学性能;将试样置于如图2所示的抗下垂试验装置上,在马弗炉内升温至600 ℃,保温10 min,测定其下垂值,抗下垂试样宽度为15 mm;对钎焊后不同冷加工率的试样,经覆膜后在偏振光下观察其晶粒组织,测量其晶粒尺寸.

图2 抗下垂试验装置Fig.2 The test device of sag resistance
2 结果与讨论
不同冷加工率的0.065 mm的铝合金带材,其室温力学性能如图3所示.
从图3中可以看出,随着成品冷加工率的增大,合金的室温抗拉强度提高.由于翅片的成型都是采用高速翅片成型机加工,所以,过低或过高的室温抗拉强度都不利于翅片波高或波距的调整.翅片铝箔的室温抗拉强度一般控制在180~220 MPa之间为好,以190~200 MPa为最佳.从图3中可以方便地找出,成品冷加工率为45%的铝合金带材试样的抗拉强度为198 MPa左右,能满足汽车水箱散热带的成型要求.
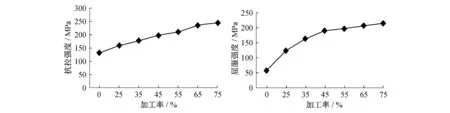
图3 不同冷加工率试验材料的室温力学性能Fig.3 The room-temperature mechanical property of the test materials in different cold-working rate
不同冷加工率试样的抗下垂试验结果,如图4所示.由图4可知,随着成品冷加工率的提高,下垂值降低;当成品冷加工率达到45%时,下垂值出现最低峰.随后,随着成品冷加工率的增加,下垂值增加.
对钎焊后的不同冷加工率的试样,经过覆膜后在偏振光下观察到的金相组织,如图5所示;对晶粒尺寸测量结果,如图6所示.
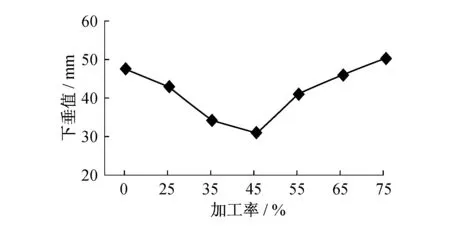
图4 抗下垂的试验结果Fig.4 The test result of the sag resistance

图5 不同冷加工率试样钎焊后的金相组织Fig.5 The metallographic structure of brazing sample in different cold rate

图6 不同冷加工率试样钎焊后的晶粒尺寸Fig.6 The grain size of brazing sample in different cold rate
由图5、图6可知,不同冷加工率试样钎焊后晶粒的大小随着冷加工率的增加而增大,到冷加工率为45%时出现最大峰值;而后,随冷加工率的增加,晶粒呈细化趋势.成品冷加工率太小或太大,钎焊后的试样晶粒都较小,为细小等轴再结晶组织;而在45%冷加工率时出现沿轧制方向成粗而长大的晶粒.正是这种粗而长大的晶粒,由于其晶界强度大,阻止了高温下晶界的滑移,从而获得了较好的抗下垂性能.
3 结 论
(1) 研制的超薄汽车水箱翅片用铝箔具有高强度和较好的抗下垂性能,能满足使用要求.
(2) 成品冷加工率为45%时,铝箔的室温力学性能能满足汽车水箱翅片的成型要求.
(3) 成品冷加工率为45%时,铝箔钎焊后能获得沿轧制方向粗而长大的晶粒组织;正是这种粗而大的晶粒,其组织晶界强度大,阻止了高温下晶界的滑移,从而获得较好的抗下垂性能.
参考文献:
[1] 彭志辉,甘卫平.高频钎焊铝管用硬钎焊带材的研制[J].中南工业大学学报,1996,27(4):447-451.
[2] 甘卫平,韦家宏.三层复合铝合金带材热轧复合包覆率的计算[J].中国有色金属学报,1998,8(2):206-208.
[3] 甘卫平,刘正春.铝热交换器的Nocolok钎焊[J].汽车工艺与材料,1996(8):13-16.
[4] 彭志辉,王臬.4004铝合金表面氧化动力学研究[J].中南工业大学学报,1998,29(5):479-481.
[5] Luo C H.Modeling the frictional boundary conditions in a rolling process[J].JournalofMaterials,ProcessingTechnology,1996,59:373-380.
[6] 彭志辉,甘卫平.汽车工业用铝材的开发与应用[J].汽车材料与工艺,1999(4):1-6.
[7] 彭志辉,甘卫平.热处理工艺对铝合金复合硬钎焊板力学性能的影响[J].金属热处理,2000(5):22-24.
[8] 彭志辉.热传输用铝基合金轧制复合的技术特点及其发展趋势[J].上海有色金属,2010,31(1):35-40.
猜你喜欢
铝加工(2022年4期)2022-11-24
中国新技术新产品(2022年15期)2022-11-08
科学技术与工程(2022年27期)2022-11-04
消费电子(2022年5期)2022-08-15
西安交通大学学报(2021年11期)2021-11-16
铝加工(2020年6期)2020-12-20
表面工程与再制造(2019年1期)2019-05-11
科学与财富(2016年29期)2016-12-27
少儿科学周刊·少年版(2015年9期)2015-11-03
汽车文摘(2014年2期)2014-12-14