CFB锅炉炉膛交界处的防磨措施
2013-12-13 04:05陈栓变
机械管理开发 2013年4期
陈栓变
(太原锅炉集团有限公司,山西 太原 030021)
1 概述
循环流化床锅炉由于具有煤种适应性强、负荷调节范围大、燃烧稳定、炉内燃烧中添加石灰石低成本脱硫、灰渣可以综合利用等优点[1],近年来得到广泛应用。
虽然,循环流化床锅炉技术已基本成熟,但是影响循环流化床锅炉安全稳定运行的局部的问题依然存在。其中循环流化床锅炉受热面磨损问题一直是困扰其安全经济运行的关键问题之一[2]。 其中又以炉膛水冷壁与密相区耐火材料交界处的磨损为主。
为了有效解决炉膛水冷壁与密相区耐火材料交界处的磨损,在锅炉设计中采取了各种防磨措施解决该问题,本文主要介绍常用的几种防磨措施以供参考。
2 循环流化床锅炉炉膛交界处磨损原理及影响因素
2.1 普通磨损机理
携带有灰粒和未完全燃烧燃料颗粒的烟气通过受热面时,粒子对受热面都会造成磨损,并且这种磨损是不均匀的,凡是烟速较大或飞灰浓度较大的部位,受热面的磨损就较为强烈。例如靠近墙壁的管子弯头部分,由于这些地方缝隙较大,烟速较高而形成严重的局部磨损。
受热面金属表面的磨损正比于飞灰粒的动能和撞击次数,飞灰粒的动能同速度的平方成正比,而撞击次数同速度的一次方成正比。这样,管子金属的磨损就同烟气流速的三次方成正比例。可见烟速的大小对受热面磨损的影响是很大的。
2.2 防磨的一般原则
为避免受热面过大的磨损,最主要的是正确的选取烟气流速,比如,当燃用褐煤时炉膛烟气流速一般可大于5m/s,当燃用硬度较大的煤种(如矸石)时烟气流速则应小于4.5 m/s,即需要根据燃用煤种的特性来确定烟气流速以减小对受热面的磨损。
减少烟气中飞灰浓度,特别是防止局部浓度过高,也是避免受热面严重磨损的有效办法。但总灰量决定于燃料的灰分和发热量,当燃用高灰分、低发热量的劣质煤时,飞灰浓度大,对受热面的磨损也大。
另外还可以通过加装防磨设备来保护受热面。比如,喷涂硬质合金就是为了提高管子的耐磨性,防止因水冷壁管磨损而频繁出现泄漏、爆管或大量换管。
2.3 炉膛水冷壁与密相区的交界处的磨损
CFB锅炉炉膛内存在着大量物料的内循环运动,物料被风带入炉膛上部后向四周移动,然后在炉膛四周形成“贴壁回流”,在下降过程中受到任何的干扰都会在干扰处造成磨损。如果鳍片内被浇筑料、床料、焊瘤等堵塞,物料向一侧或两侧流动,就会形成对水冷壁的磨损。
2.4 影响交界处的磨损的因素
影响交界处的磨损的因素主要有煤种、颗粒度、料层厚度、一次风、二次风、耐火材料的高度、炉膛收缩角度等。燃用煤质较硬、自爆性差的煤对交界处易磨损;煤的颗粒度大,必然采用较大的一次风量,粗颗粒容易被带出密相区,增加对交界处磨损;料层越厚,一次风量越大,床层高度就越高,粗颗粒越易被带出密相区,增加对交界处易磨损;二次风进口距离交界处越近,在交界处越易造成颗粒的不稳定运动,交界处越易磨损;密相区的耐火材料的有效高度越低,粗颗粒很容易被带出密相区,交界处越易磨损;炉膛收缩角度越大,在相同的一、二次风的比例下,布风板上烟气流速越高,粗颗粒在炉膛下部获得动量越大,越易被带出密相区,交界处越易磨损。
3 目前交界处防磨措施现状
经过多年实践,目前有关交界处防磨措施主要有在交界处焊防磨鳍片技术,在交界处一定范围进行防磨耐磨涂层技术,交界处采用软着陆技术,交界处的让管技术等。
3.1 交界处焊防磨鳍片技术
交界处焊防磨鳍片主要是为了消除炉膛内由于内循环形成的贴壁回流的循环灰对管壁的磨损。即在交界处以上200~250mm范围内,布置错列布置的鳍片,用其切碎涡流来消除物料对管子的磨损,如图1所示。
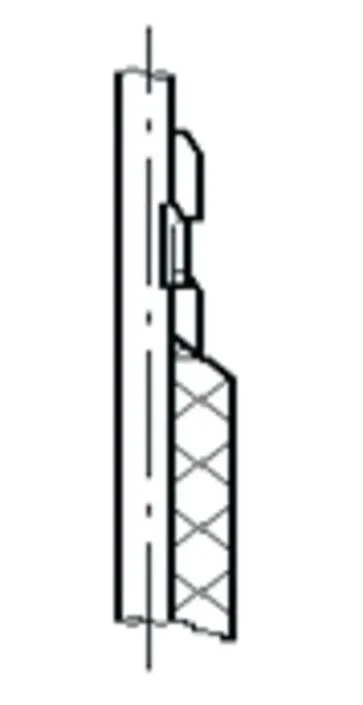
图1 防磨鳍片布置图
交界处焊防磨鳍片较好地解决了对管子的磨损。目前的经验表明,防磨鳍片对小容量锅炉,特别是35t/h以下的锅炉效果较好。
3.2 耐磨涂层技术耐磨涂层的制备方法有火焰粉末或线材喷涂、等离子喷涂、高速火焰喷涂、超音速电弧喷涂。其中,超音速电弧喷涂利用流体力学中的“拉瓦尔原理”,使喷涂时的粒子超过音速,使涂层具有孔隙度低、结合强度高、耐磨损等特点。但由于施工工艺复杂,涂层和管子交界处不能圆滑过渡,产生突起而形成新的磨损点。另外,喷涂丝材性能达不到要求也会使整体耐磨性变差,寿命降低。如图2所示。

图2 电弧喷涂表面
3.3 软着陆技术
软着陆是在交界处用耐火耐磨材料砌筑出宽度为200mm左右的台阶,运行时由于细物料的堆集,形成一个“灰垫”,消除物料下落时的能量,达到防磨效果。其结构见图3,该结构的特点是在耐磨材料终止线处采用了一个平台结构,当锅炉运行时,部分内循环灰会自然堆积在该处,由于产生了一个“灰垫”,可大大的减轻内循环灰反弹问题。但运行时由于灰的流动性好,很难形成理想中的“灰垫”,也就难以达到理想的防磨效果。
3.4 让管技术
让管技术就是在交界处将膜式壁向外折弯,如图4所示,使贴壁回流的物料在交界处不形成涡流,而是将涡流区和由撞击形成的反弹区下移至耐火材料处,从而避免对管子的磨损。
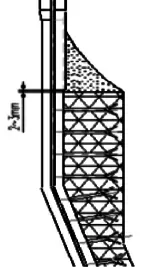
图3 软着陆技术

图4 让管结构图
让管技术是按贴壁回流理论解决交界处磨损的很好的方法。但在锅炉设计、运行中应注意以下几个问题:
1)在设计中必须保证交界处的耐磨耐火材料完全避开贴壁回落的物料。
2)让管部位没有被耐火耐磨材料覆盖的弯头处,必须保证距离布风板和二次风口有一定的高度,否则容易被大量向上流动的颗粒撞击,形成另一种形式的磨损。
3)尽量避免在让管区域进行补焊鳍片或管子对接(这与锅炉制造厂家的制造工艺有关),必须将所有可能造成下落的颗粒流向发生改变的突起或焊缝消除,避免造成新的磨损点。
由于受弯管形状、角度、运行等因素的限制,目前采用让管技术的锅炉交界处也发现有磨损的问题。
3.5 “蓝泥”技术。
蓝泥技术是西欧、日本广泛采用的一种防磨方式,这种方法最大的优点是可以用蓝泥将循环流化床锅炉卫燃带的浇注料平台作平滑过渡,从而消除涡流在此部位的发生,如图5。蓝泥还可将防磨面做到任何高度,而施工厚度不致过厚(壁管前侧0.5cm左右),上部可作平滑过渡。这种方法还有一个优点就是质保期过后,可随锅炉检修做简单修补,仍可获得一个较长的运行年限。蓝泥的弱点是施工面最上部虽然可以平滑过渡,但无法做到和表面一样,因而施工面上部也就成为较薄弱的环节。
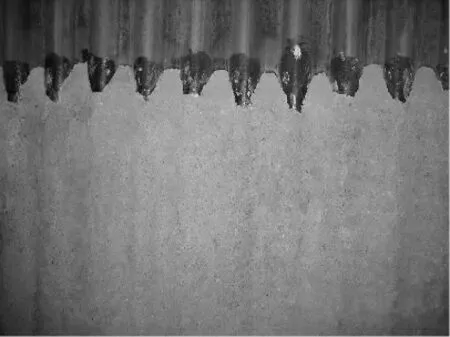
图5 蓝泥防磨施工层面
此外,还有加装防磨梁结构,即在炉膛内耐磨材料以上的膜式水冷壁上,每隔一定高度沿炉膛四周施工一圈防磨隔槽,以减小磨损颗粒的下滑高度和降低炉膛边壁区灰浓度,但该技术可能会影响炉内物料的水冷壁的传热,有待进一步考验。还有的提出采用铁铝瓷护瓦做成的“抗涡流护瓦总成”等。
4 结论
炉膛水冷壁与密相区耐火材料交界处的防磨措施是否有效,在某种程度上决定了锅炉的使用寿命,如果防磨措施不当,不仅会引起受热面管子泄露,影响锅炉的安全运行,而且检修时还要花费大量的工时和钢材来修复或更换被磨损的部件,给使用单位造成很大的经济损失。虽然各个锅炉生产厂家有自己的防磨方法,也达到了一定的预期效果,但仍需要结合现场实际运行情况不断改进,以达到最理想的运行效果。
[1]林宗虎.锅炉手册[M].机械工业出版社,1989.
[2]刘德昌,陈汉平,张世红.循环流化床锅炉运行及事故处理[M].中国电力出版社,2010.
[3]于龙,吕俊复,王智微,等.循环流化床燃烧技术的研究展望[J].热能动力工程,2004(4):336-342.
猜你喜欢
少先队活动(2022年10期)2022-12-09
热力发电(2022年3期)2022-03-25
中国特种设备安全(2021年7期)2022-01-19
特区文学·诗(2021年6期)2021-12-22
中国特种设备安全(2021年8期)2021-02-10
石油石化绿色低碳(2019年6期)2019-01-14
中国特种设备安全(2018年10期)2018-12-18
科学与财富(2017年35期)2018-01-29
山东工业技术(2016年15期)2016-12-01
浙江大学学报(工学版)(2015年1期)2015-03-01