三维激光控制器手持操作站的开发设计
2013-12-07 01:13夏筱筠刘月和
中国设备工程 2013年9期
郭 烽,敖 阳,夏筱筠,刘月和
(1.中航工业沈阳黎明航空发动机 (集团)有限责任公司,辽宁 沈阳 110042;2.中国科学院沈阳计算技术研究所有限公司, 辽宁 沈阳 110168)
目前我国机床数控化率很低,多数人注重数控精度的提高,而忽视其配套装置的辅助作用,由于用户在5轴运动操作控制及多种激光设备开关控制的接口技术方面存在空白,导致人机配合的工作效率较低,影响了制造业的发展。
为此,研制三维激光控制器手持操作站作为数控机床的配套装置,提供对数控机床进行手持操作的用户接口。此配套装置是专门针对激光数控切割机设计的三维激光手持终端控制装置,在显示CNC工作状态的同时把操作者的意愿传达给CNC,从而实现对机床运动及其加工过程的控制。三维表面的切割一般需要五轴联动,激光束的姿态对于三维激光切割的质量有着重要的影响操控,而且零件加工往往有特定的形状且不规则,为更好地解决以上问题所开发的三维激光控制器手持操作站可满足需求。
一、手持站外观
壳体为铝制,操作界面上有开机钥匙、设备急停开关、操作键盘、手摇脉冲编码发生器等。显示由3个状态显示灯和LED多点数码显示灯等组成(图1)。通过手持站,可以对三维激光切割机进行手动控制并实时监控切割机的工作状态。

图1 三维激光手持站的外观结构
二、手持站控制电路
本设备采用单片机(89C51)作CPU,控制电路如图2所示。其中由单片机P0口组成了3对20键(4×5)键盘扫描电路;由单片机的P1口组成了多点点阵LED数码显示,显示LED点阵为5×8点阵构成,可完成0~9数码与A、B……X、Y、Z等34字符显示;P2口同时控制蜂鸣器、告警和3种状态显示;单片机的P3口完成单片机通信(RS232);手摇脉冲发生器、急停和钥匙开关直接控制激光数控设备的CNC系统。

图2 三维激光手持站的控制电路
三、手持站供电系统
本设备的供电系统直接使用CNC系统提供的+5V电源,电源有过压和欠压检测电路,指向脉冲整形系统,脉冲发生器对CPU进行复位并发出警告,电源告警示意图如图3所示。
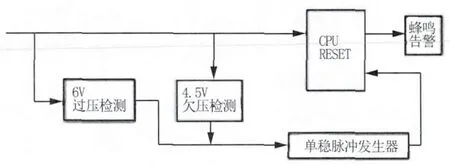
图3 电源告警示意图
四、手持站的键盘扫描电路
由单片机P0口的P00—P07与P1口的P10完成CPU对键盘输入的扫描。如图4所示的键盘扫描电路,以20ms的扫描速度对键盘进行扫描。扫描程序中设有防抖动的功能程序,系统操作有纠错功能。当扫描电路扫描到按键输入时,会把输入的字符通过RS232送入到CNC主机,得到CNC的确认后转回来确认。确认后,手持站的点阵LED显示出按键字符,否则不予以显示和操作处理。
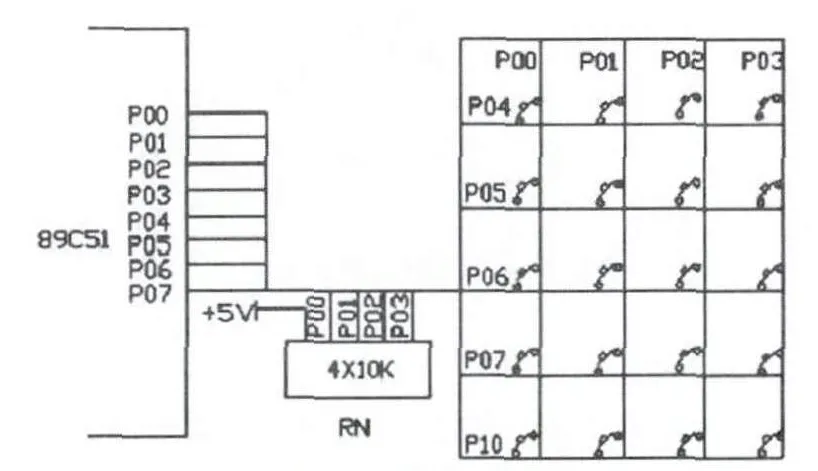
图4 键盘扫描电路
五、手持站的复位电路
采用3HA4095的4位比较器做电源检测电路(图5)。

U4-1做4.5V检测,U4-2做5.5V检测,U3-1为单稳电路。当其中任何一个电路发生警告时,则由单稳电路发出一个高脉冲复位脉冲,脉冲时宽约为10ms,使CPU单片机重新开始工作,同时触发另一半单稳电路,脉冲时宽约为1s,发出1s时宽蜂鸣告警。告警电路除由高低电平告警控制外,还由CPU单片机控制,由CPU的P17完成。CPU单片机控制的告警电路如图6所示。其中,单稳脉冲完成1s时长的告警,CPU的P17口完成输入按键提醒的0.5s蜂鸣。当发出时长为0.5s蜂鸣时,说明有按键成功按下。

图6 CPU单片机控制的告警电路
[1]马锦业,韩滨祥.浅析数控技术和装备的发展趋势及对策[J].中国科技博览,2009(16):113.
[2]李刚,冷俊.浅谈我国数控技术的发展现状及趋势[J].科技资讯,2009(01):27.
[3]朱晓刚,崔岩,赵新明,杜锋.数控技术和装备发展趋势及对策[J].装备制造技术,2009(02):123-124,149.
[4]李力钧.现代激光加工及其装备[M].北京:北京理工大学出版社.1993.
猜你喜欢
电子制作(2021年3期)2021-06-16
科学与财富(2021年34期)2021-05-10
装备制造技术(2020年4期)2020-12-25
湖北农机化(2020年4期)2020-07-24
湖北农机化(2020年4期)2020-07-24
汽车维护与修理(2019年3期)2019-08-08
汽车维护与修理(2018年5期)2018-09-29
数码世界(2018年7期)2018-08-11
汽车维护与修理(2018年23期)2018-07-03
汽车维护与修理(2017年5期)2017-11-17