
某型飞机铸铝件的数字化射线检测
2013-12-04 03:17:32张海兵孙金立
无损检测 2013年8期
张海兵,孙金立
(海军航空工程学院青岛校区,青岛 266041)
随着铸造业的发展,铝合金压铸件在航空制造业的应用不断拓宽,有资料表明,工业发达国家在飞机制造方面用铝合金铸件代替钢铁铸件正成为发展趋势。
铸铝作为航空材料具有以下优点:①密度小、强度高。铸铝的密度为2 700kg/m3,约为钢材密度的1/3。但是常用铸铝材料的屈服强度通常为200 MPa左右。采用铸铝代替钢材,可以减少飞机的自重。②耐腐蚀性好,尤其适用于有较强腐蚀环境的沿海地区,减少了后期的维护费用。③铸铝材料无磁。适用于航天航空、天文及雷达站等有特殊要求的场合。
1 数字射线检测技术原理与优势
数字射线平板检测系统包括X 射线管、平板探测器、数据采集处理单元、计算机图像处理存储传输系统和图像显示系统等。平板探测器主要由碘化铯闪烁晶体、光电二极管阵列、数据采集系统组成。X射线闪烁晶体材料安装在二极管阵列表面,二极管阵列与图像采集系统连接,可直接将数据送入计算机进行处理和存储。当射线穿过被检测物体后携带了物体内部的组成信息,闪烁晶体将其吸收的X 光信号转换成可见光信号,再通过低噪声光电二极管阵列吸收该可见光,并转换为电信号,然后通过低噪声读出电路,将每个像素的数字化信号传送到图像处理器,由计算机将其集成为X 射线影像。
数字X 射线成像系统在图像传输和成像品质方面有其不可替代的优势,如:检测效率高,可降低辐射剂量;即拍即评,可保证工程连续性,缩短检测周期;不存在暗室处理过程,避免污染物排放,符合绿色无损检测理念;计算机辅助评定,提高缺陷检出率;数字化管理,便于检测影像存储、分析与查询等。
2 检测设备与透照布置
检测设备选取和透照布置均依据GJB 5346-2005《射线实时成像检测方法》国家军用标准实施。
笔者选用比利时ICM 公司CP1201 数字射线检测设备如图1(a),其主要技术特性参数:管电压为40~120kV;管电流为0.1~1.5mA;焦点尺寸为0.25mm×0.5mm。
选用以色列维迪斯科非晶硅超薄平板成像传感器如图1(b),其主要技术特性参数:尺寸为360mm×330mm×13mm;成像面积为223mm×216mm;空间分辨率为3.5lp/mm(线对/毫米);图像传感器种类为大尺寸非晶硅阵列;动态范围为14位(16384灰度)。
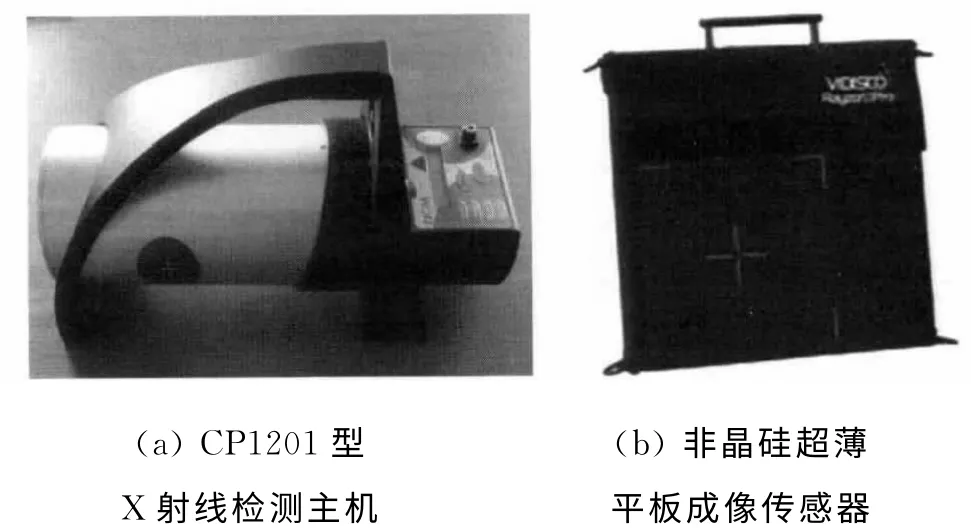
图1 检测设备
其它透照参数选择:数字实时成像质量:像质计灵敏度达到AB级要求。安全距离:使用RAD-60R个人计量仪测试,40°角定向发射,射线发射方向安全距离30m,背面6m。
透照布置如图2所示。
为了得到清晰的检测影像和准确的检测结果,笔者通过铝的曝光曲线和铸铝合金的等效厚度参数(被检铸铝件厚度为4 mm),确定了三组参数进行检测,如表1所示。
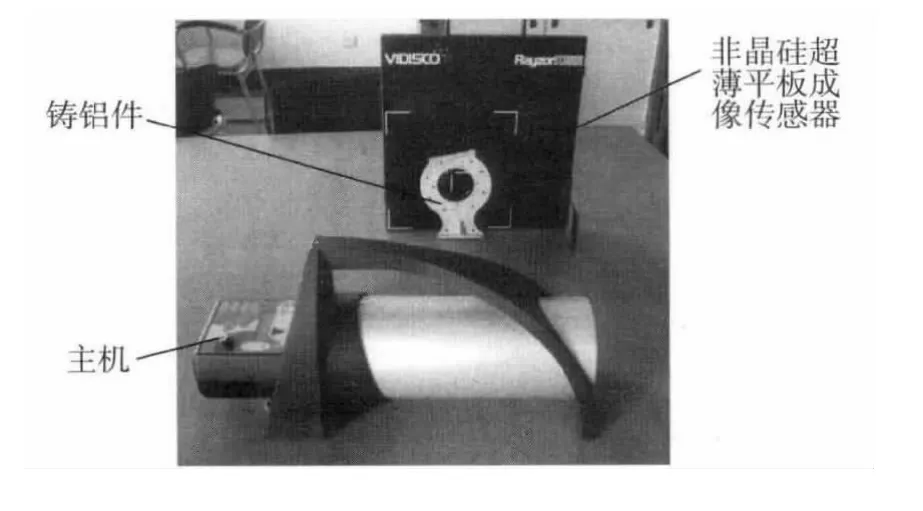
图2 透照布置
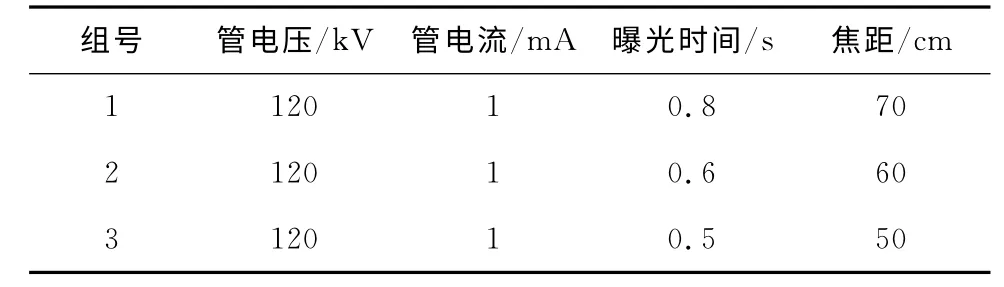
表1 射线检测主要参数
3 检测结果分析
检测过程使用有线连接,得到的检测图像如图3所示:
图3(a)明显存在曝光过度,整体影像黑度较大,疲劳裂纹影像不明显;图3(b)曝光量适中,像质计图像清晰,疲劳裂纹图像明显;图3(c)曝光不足,虽然能够辨识疲劳裂纹图像,但图像边缘模糊,清晰度低。
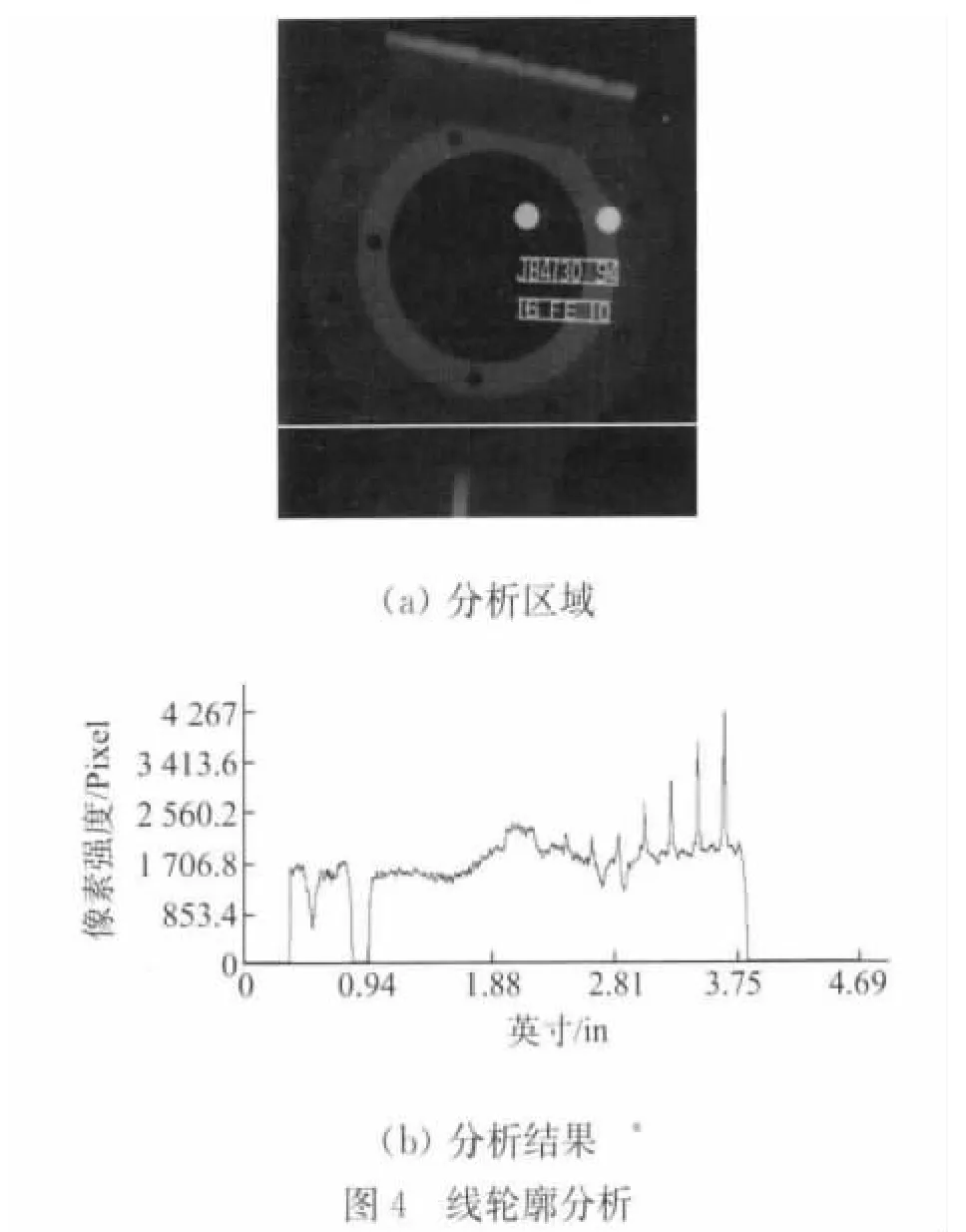
利用图3(b)进行线轮廓分析,在图4(a)中白色直线方向进行分析,可以得出图4(b)。从图4(b)中可以看出,像质计和疲劳裂纹处都出现了强烈的像素强度变化。利用软件的测量功能,可以准确地对缺陷定位以及计算裂纹长度。
经对比,采用曝光时间0.6s,焦距60cm 比较适合该铸铝合金的射线检测。
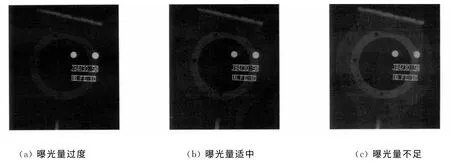
图3 射线检测图像
4 对比度增强技术
上述检测图像均为平板探测器传输的最原始的图像,没有经过任何的图像处理过程,而且在检测过程中对散射线也未采用滤除方法。实际检测时,数字化图像转换设备中的电子放大器、图像传感器、传输机构等都会添加相应的噪声,背面散射线也会对检测结果造成影响,这对原本不是太清晰的图像来说又增加了模糊的因子。主要表现在:①对比度较低,图像灰度集中,在图像中寻找目标困难。②边缘模糊,灰度变化缓慢,起伏较小。③噪声干扰较大。
因此为得到更加清晰的显示效果,必须运用特殊的图像处理方法,根据图像质量的性质,选择性地加强图像的一些信息,抑制另一些信息,改善图像质量。在该铸件的检测图像处理方面,笔者主要采用了对比度增强的方法。
对比度是指被检测试件的厚度或密度变化引起胶片黑度或密度的变化,进而引起胶片黑度或数字图像亮度的变化差异。增强图像的对比度实际上就是增强图像的反差,使图像的细节更加明显,层次分明,以使从射线图像中能够获得更多的信息。
4.1 灰度线性变换
首先采用的方法为灰度线性变换,分析过程如下:
若D′=T(D)是一个线性单值函数,由它确定的灰度变换称为灰度线性变换,也称为线性变换。
设图像灰度值D=f(x,y)可能的值域为[Dmin,Dmax],其表达式为:

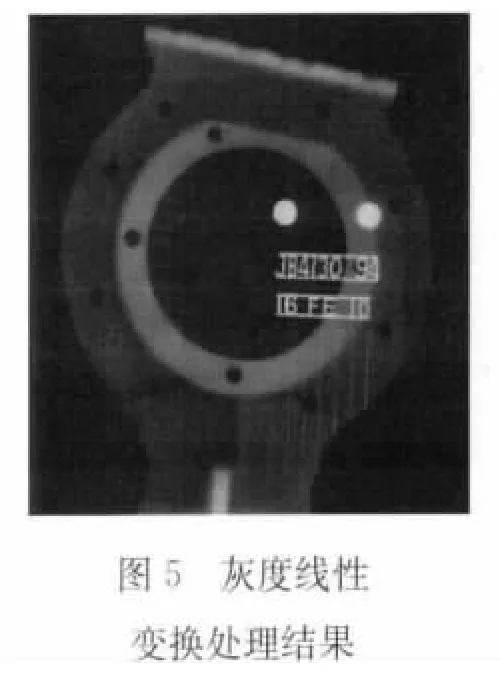
灰度线性变换时,将图像中每个像素的灰度值根据变换曲线进行映射,结果如图5所示。从图中可以看出,在原始图像中极不明显的疲劳裂纹也能清晰地呈现出来。
4.2 浮雕增强技术
浮雕增强是常用的增强处理方法,实现图像浮雕效果的一般原理是,将图像上每个像素点与其对角线的像素点形成差值,使相似颜色值淡化,不同颜色值突出,产生纵深感,达到浮雕的效果,具体的做法是用处于对角线的2个像素值相减,再加上一个背景常数,一般为128。这种算法的特点是简单快捷,缺点是不能调节图像浮雕效果的角度和深度。经浮雕处理结果如图6所示。

5 结语
通过铸铝件的检测试验和后期的图像处理,铸铝件的数字化射线检测可以准确可靠地检测疲劳裂纹等缺陷,方法可行。数字射线检测在航空维修应用处于发展阶段,该技术推广还需继续加强射线实时成像的图像质量和检测灵敏度方面的研究,加强数字图像处理以及缺陷识别方面的研究。
[1] 李家伟,陈积懋.无损检测手册[M].北京:机械工业出版社,2004.
[2] 陈娟.X 射线平板探测器成像条件优化及成像系统建模技术研究[D].北京:北京航空航天大学,2004:9-15.
[3] 刘德镇.现代射线检测技术[M].北京:中国标准出版社,1999:22-30.
[4] 程耀瑜.工业射线实时成像检测技术研究及高性能数字化成像系统研制[D].南京:南京工业大学,2003.
[5] 王俊涛.铝合金焊缝X 射线底片计算机辅助评定的研究[D].广州:华南理工大学,2004:2-10.
[6] GJB 5346-2005 射线实时成像检测方法[S].
猜你喜欢
数学大王·中高年级(2021年4期)2021-04-27 11:21:14
中学生数理化·七年级数学人教版(2020年12期)2021-01-18 06:57:46
家庭影院技术(2019年8期)2019-08-27 02:44:52
中学生数理化·七年级数学人教版(2019年12期)2019-05-21 02:53:50
电子制作(2018年18期)2018-11-14 01:48:20
中国公共安全(2017年8期)2017-10-13 08:12:21
中国公共安全(2017年8期)2017-10-13 08:12:20
中成药(2017年3期)2017-05-17 06:09:16
计算机与网络(2014年9期)2014-03-25 10:57:13
河南科技(2014年1期)2014-02-27 14:04:06
