
压铸模具抽芯和推出机构的结构选择与运动干涉条件建立
2013-11-29 10:44高
黑龙江工业学院学报(综合版) 2013年11期
高
(黑龙江工业学院,黑龙江 鸡西 158100)
压铸模具抽芯和推出机构的结构选择与运动干涉条件建立
高峰
(黑龙江工业学院,黑龙江 鸡西 158100)
在抽芯机构与推出机构特征参数研究基础上,建立了典型抽芯与推出机构的选择规则与运动干涉条件,提出消除压铸模具成型运动干涉方法。
抽芯机构;推出机构;干涉条件
1基于特征的抽芯机构的结构选择
1.1抽芯机构判别及其特征参数。
若压铸件次要形状特征存在:γn≠0°或,γn≠180°且 γm=γ0(1 ≤m≤n) 则该压铸件存在n-m+3个脱模方向,模具分型面的数量为p=n-m+2。此时,压铸模具需要n-m+1个抽芯机构,沿n-m+1个脱模方向,通过各次要形状特征的辅助分型面Sn-m+1,完成压铸件的局部脱模。
压铸时,金属液充填型腔,冷凝收缩后,对活动型芯的成型部分产生包紧力,抽芯时须克服由铸件收缩产生的包紧力和抽芯机构运动时的各种阻力,两者的合力即为抽芯力。因此,次要形状特征完成脱模所需要的抽芯力为Pn-m+1=Fn-m+1p(μcosα-sinα) 式中:Pn-m+1为压铸件第vn-m+1向次要形状特征的抽芯力(N);Fn-m+1为压铸件第vn-m+1向次要形状特征的表面积之和(mm2);p为单位面积包紧力(MPa);μ为摩擦系数;α为脱模斜度。
抽芯后,为保证各次要形状特征应完全脱离抽芯机构,并保证压铸件从主分型面顺利脱离模具,抽芯机构实现的抽芯距离为:ln-m+1=hn-m+1+K式中:ln-m+1为抽芯距离;hn-m+1为次要形状特征vn-m+1向最大尺寸;K为安全系数K=5~10。
1.2斜销抽芯机构结构选择。
斜销抽芯机构以压铸机的开模力作为抽芯力,通过与开模方向成一定角度的斜销和滑块导柱孔之间的斜向运动,产生抽芯方向运动分量,实现抽芯,依靠合模复位。
因此,斜销抽芯机构可实现较大抽芯力的抽芯,抽芯、复位与模具开合模运动同步,压铸成型周期短,自动化程度高。但受到模具尺寸和斜销强度的限制,抽芯距离较短。
结合斜销抽芯机构的工作原理及结构特点,可按如下条件进行压铸件次要形状特征斜销抽芯机构的选择与设计:
(1) 脱模方向vn-m+1与v垂直,即γn-m+1=±90°,且接近主分型面S(v,θ)的压铸件次要形状特征;
(2) 压铸件次要形状特征及其抽芯机构位于动模部分;
(3) 压铸机开模力在vv-m+1向分力PK满足:PKgt;Pn-m+1;
(4) 压铸机开模距H满足:H≥3(ln-m+1/tgθ),θ为斜销倾斜角;
(5) 中小型压铸模具。
1.3 弯销抽芯机构选择。
弯销抽芯机构如图1所示。主要包括弯销1、支撑块2、定位销3、滑块4等零件。
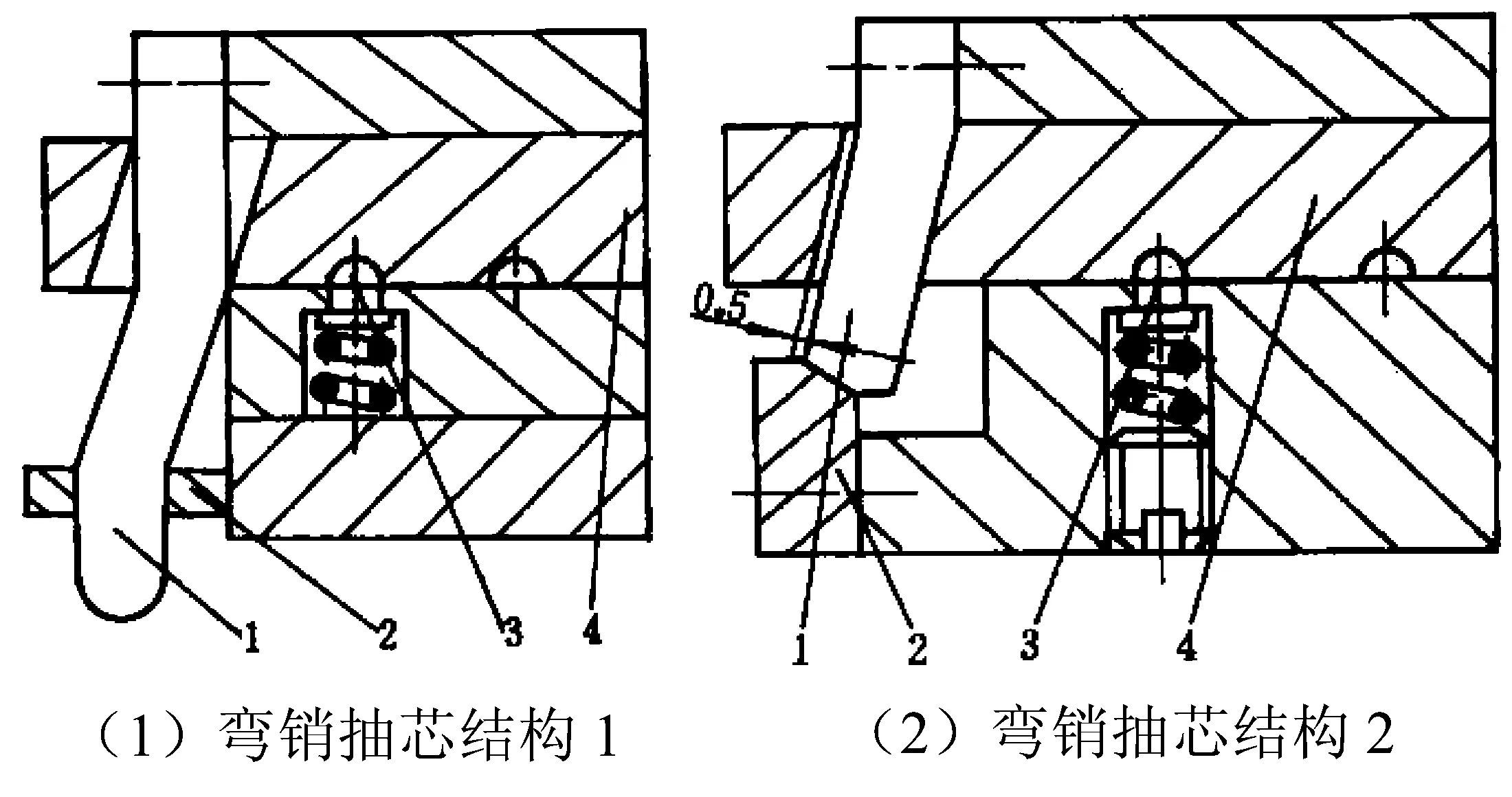
图1 弯销抽芯机构结构及其组成
弯销抽芯机构的原理和斜导柱抽芯机构的原理相同,具有如下特点:
(1) 倾斜角度大,抽芯距大于斜导柱抽芯距;
(2) 脱模力较大;
(3) 工艺性差。
弯销一般装在模板的外侧,一端固定在模板上,另一端由支承板来支承,承受较大的脱模力;弯销和滑块孔之间的间隙为0.5mm,避免锁模时相碰撞;销和支承板的强度应根据脱模力的大小或作用在成型芯上的熔料压力来确定。
1.4液压抽芯机构结构选择。
液压抽芯机构结构及其基本组成如图2所示。包括液压抽芯器1、抽芯器座2、联轴器3、拉杆4、锁紧块5、滑块6、型芯7等组成零件。液压抽芯器是一种通用的抽芯装置,抽芯力及抽芯行程都较大,抽芯动作平稳,可抽出与分型面成任何角度的型芯。同时,液压抽芯器可按程序实现顺序控制,灵活应用于各种场合。
结合液压抽芯机构的工作原理及结构特点,按如下条件进行压铸件次要形状特征液压抽芯机构的选择与设计:
(1)脱模方向vn-m+1与v为任意夹角的压铸件次要形状特征;
(2)压铸件次要形状特征及其抽芯机构可根据需要位于动、定模部分;
(3)液压抽芯器抽芯力PQ满足:PQ≥1.3Pn-m+1;
(4)液压抽芯器抽芯距HQ满足:HQ≥ln-m+1;
(5)根据需要,按程序实现顺序抽芯;
(6)中大型压铸模具。

图2 液压抽芯机构结构及其组成
2基于特征的推出机构的结构选择
2.1推出机构组成及其特征参数。
推出机构主要由推出元件,复位元件,限位元件,导向元件和结构元件组成。
在推出机构推出元件作用下,压铸件主要形状特征和次要形状特征,与其相应的成型零件表面沿v向脱模的相对位移称为推出距离。
根据压铸件各形状特征v向最大尺寸Hz,确定推出距离Ht为:Ht=Hz+5;(Hz≤20 mm)

根据压铸件形状特征的不同,压铸模具推出机构主要分为推杆推出机构、推管推出机构和卸料板推出机构等,如图3~图5所示:
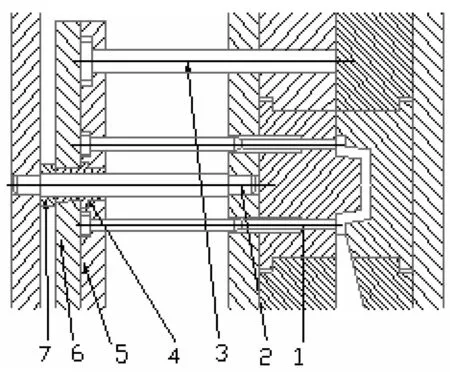
图3 推杆推出机构的结构及其组成
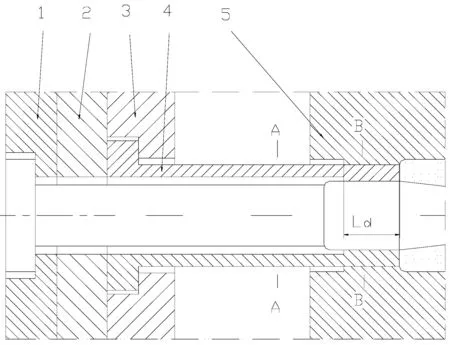
图4 推管推出机构的结构及其组成

图5 卸料板推出机构的结构及其组成
推杆推出机构可根据压铸件对模具的包紧力的大小,选择推杆的直径和数量,推出动作简单精确,不易发生故障,安全可靠。
推管是推杆的一种特殊形式,其传动方式与推杆基本相同,不同之处在于推出元件成管状,设置在型芯外围,用于圆形空心压铸件或压铸件圆形空心次要形状特征部分的推出;推管包围在型芯外围,推出时力的作用点距离包紧力中心较近,推出平衡均匀;推管推出时作用面积大,压铸件承受推出压强小,变形小。
卸料板推出机构是利用动模镶块的推出运动从固定型芯上推出压铸件的机构,压铸件推出时,动模镶块的推力作用于压铸件的侧壁端面上适用于推出压铸件侧壁包紧力大的铸件;压铸件承受推出作用力的面积大,推力分布均匀,变形小;压铸件上没有推出痕迹,不会影响铸件的精度和外观质量;适用于铸件面积较大、薄壁而轮廓简单的盘形深腔压铸件。
压铸件各形状特征沿v向脱模过程中,若推出机构作用于压铸件上的推出力分布不合理,将对压铸件及模具产生如下影响:
(1)压铸件推出时由于受力不均而产生变形;
(2)压铸件因推出部位强度不够而被推裂;
(3)影响压铸件基准面的精度;
(4)影响压铸件表面美观,增加铸件清理工作量;
(5)取出压铸件困难;
(6)影响模具的制造复杂程度和使用寿命。
因此,在压铸模具设计时,按如下原则进行推出力作用方式的选择:
(1)压铸件内表面形状特征周围因包紧力作用,脱模阻力较大,应设置推出元件;
(2)在压铸件凸缘、加强筋及强度较好的形状特征处设置推出元件;
(3)脱模斜度较小或v向尺寸较大的压铸件形状特征端面,应该设置推出元件;
(4)位于动模的浇注系统上应该设置推杆;
(5)受铸件包紧力较大的分流椎周围或内孔,应该设置推出元件;
(6)推出元件在压铸件上的作用部位应均匀对称,防止压铸件在推出时歪斜造成变形;
(7)避免在压铸件的重要表面和基准表面设置推杆;
(8)推出元件的设置应避免与抽芯机构发生干扰,即应尽量避免它们在分型面上的投影重合。
2.2基于成型特征的推出机构选择。
在压铸模具推出机构设计过程中,按如下原则进行推出机构的选择:
(1) 沿v向脱模的压铸件各形状特征为中空回转体,在分型面上的投影面积F≤2000 mm2,且推出部位分布于壁厚δ≤3.5 mm2的各形状特征v向封闭端面上,则选用推管推出机构;
(2) 浇注系统位于定模,沿v向脱模的压铸件各形状特征,在分型面上的总投影面积ΣF≥2000 mm2,推出部位有外观质量要求,且各形状特征推出部位均分布于主分型面上,则选用卸料板推出机构;
(3) 推出部位无外观质量要求和精度要求,各形状特征的推出作用面积满足Ft'≥3.5×3.5mm2,则选用推杆推出机构;
(4) 位于动模的浇注系统,选用推杆推出机构;
(5) 强度低、易变形的压铸件,根据其在分型面上的投影面积的大小,优先选用推杆推出机构或卸料板推出机构。
(6) 根据沿v向脱模的压铸件各形状特征分别满足(1)、(3)、(4),则选用推管与推杆组合推出机构。
3抽芯与推出机构运动干涉条件
压铸模具动模抽芯机构的复位运动与推出机构复位运动的初始位置关系如图6所示:
下图中:h为开模距,Ht为推出机构推出距,e为型芯端面与推出元件侧面复位初始距离。
根据压铸模具成型运动特点,当动模抽芯机构为斜销
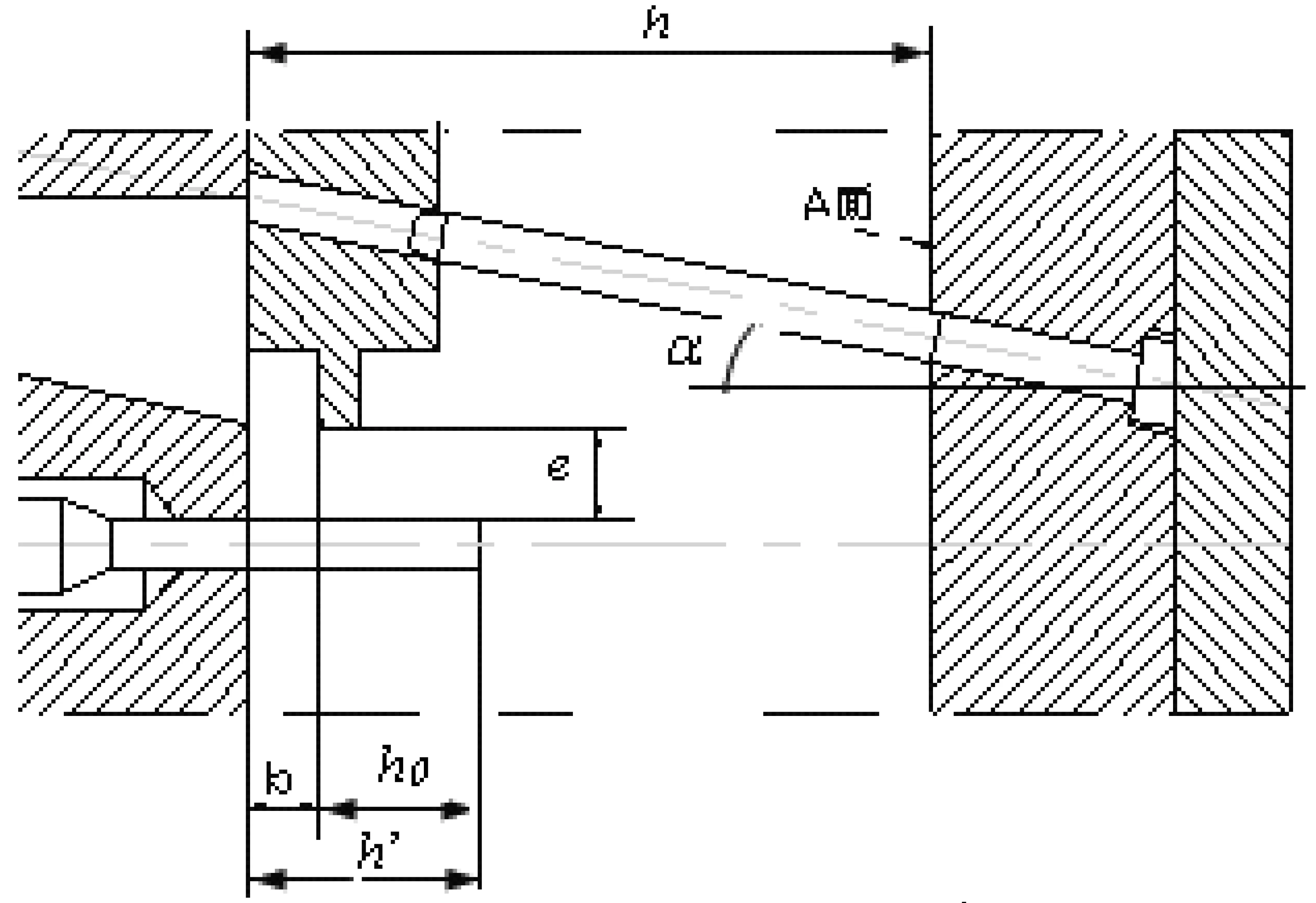
图6 动模抽芯复位运动与推出机构复位运动关系
抽芯机构,推出机构为推杆或推管推出机构时,动模抽芯复位运动、推出机构的复位运动与动定模合模运动同时进行。
此时,若动模抽芯机构活动型芯在模具主分型面上的投影S’cn与推出元件端面在压铸模具主分型面上的投影S’t,以及复位过程中抽芯机构型芯端面与推出元件外轮廓之间距离eo满足如下条件,压铸模具成型运动将发生干涉:
(1)S’cn∩S’t
(2)eo=e-(h-Ht+ho) tgα ≥ 0
为消除压铸模具成型运动干涉,压铸模具推出机构应采用预复位机构,在推出机构的推出运动完成后,即进行模具推出机构的预复位运动。
通过对抽芯机构特征参数研究,建立了三种典型抽芯机构的选择与设计规则;通过推出力对压铸件脱模过程影响分析,建立了推出机构选择与设计规则;根据对压铸模具成型运动特点的研究,确定了抽芯与推出机构运动干涉条件,找到了消除压铸模具成型运动干涉方法。
[1]陈金城.压铸生产与技术[M].北京:中国铸造协会压铸分会,2007.
[2]刘六法.中英日铸造常用词典[M].北京:中国铸造协会压铸分会,2008.
[3]徐纪平.压铸工艺及模具设计[M].北京:化学工业出版社,2009.
ClassNo.:TG249.2DocumentMark:A
(责任编辑:蔡雪岚)
OntheStructuralSelectionandtheMovementInterferenceConditionsofCoreandPullingMechanismofDieCastingMould
Gao Feng
(Heilongjiang University of Technology, Jixi, Heilongjiang 158100,China)
Based on characteristic parameters of core and pulling mechanism of the die casting mould, the paper discussed the selection rules and movement interference conditions of the typical core and pulling mechanism .It proposes the interference method of eliminating the die-casting molding.
core pulling mechanism;ejecting mechanism;interference conditions
高峰,硕士,高级工程师,黑龙江工业学院。研究方向:机械教学与管理。
1672-6758(2013)11-0048-3
TG249.2
A
猜你喜欢
模具制造(2021年9期)2021-11-02
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
数码世界(2018年7期)2018-12-24
纤维复合材料(2018年4期)2018-04-28
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年10期)2017-11-28
中国机械工程(2017年4期)2017-03-09
