
漆包线烘炉出口气流诱导过程及改进方法
2013-11-21 03:56:02伍彬丁云飞吴会军周兴和
建筑热能通风空调 2013年3期
伍彬 丁云飞 吴会军 周兴和
1广州大学土木工程学院
2广东蓉胜超微线材股份有限公司
0 引言
漆包线作为一种电磁能转换和信号传输过程中必不可少的电工材料,其广泛应用于各种电器、电机、继电器、变压器等电子产品及其零配件的线圈绕组中。漆包线的生产经过拉线、上漆、烘焙、冷却等几个过程[1],其中烘焙过程在高温烘炉内完成。当漆包线高速通过烘炉时,会诱导部分炉内有机废气(主要成分是甲酚、二甲苯)进入室内,污染生产环境。本文通过建立漆包线运动过程数学模型,对漆包线在烘炉出口段的空气诱导过程进行了模拟,获得漆包线不同线径和速度条件下烘炉出口段的气流分布,并针对性地提出了防止炉内气体被诱导出烘炉的措施和方法。
1 数学模型
1.1 工作过程
图1为漆包机烘炉的结构模型,由于本文着重研究漆包线在烘炉出口处所诱导出炉膛的有机废气量,所以仅以烘炉出口段作为模拟对象。出口段结构如图2所示,几何尺寸为0.02m×0.15m×0.2m。烘炉工作时漆包线的直径为0.05m~0.8m,线速分为高速线速和低速线速,具体参数见表1。
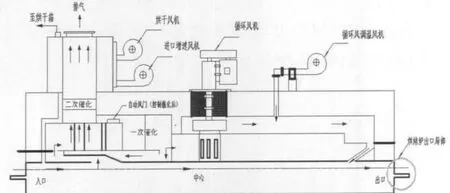
图1 漆包线烘炉结构图

图2 烘炉出口段模型图
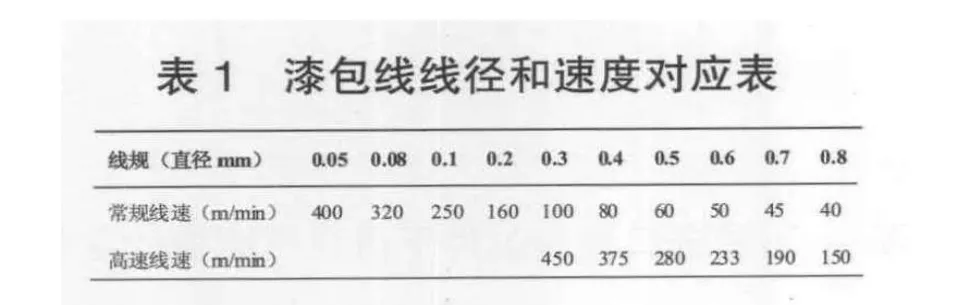
表1 漆包线线径和速度对应表
1.2 数学方程
控制方程可以写成如下的通用形式[2]:

式中:Ф 为通用因变量,本文中 Ф={u,v,w,k,ε,T,表示不稳态项表示对流项;div(ΓΦ,effgradФ)表示扩散项;SΦ表示源项。各方程之间的区别在于各自的对流项、扩散项、源项的不同。本文模拟的流场可视为三维、非稳态过程,采用标准的k-ε方程,控制方程主要包括连续性方程,动量方程,k方程和ε方程。
利用PHOENICS软件进行模拟时,对边界条件的处理采用附加源项法,将边界上的未知量从方程中消去,并在临近边界的节点方程中添加源项。附加源项的统一形式为:

式中:Cp为外界与边界临点上的质量流量系数;Vp为边界临点压力;CΦ为边界条件化为附加源项式的相应系数;VΦ为边界上变量Φ;Φp为边界上变量Φ的值。
运动的漆包线需要自定义源项,采用PHOENICS特有的MOF功能模拟模型中运动的漆包线,编写MOF文件设定漆包线的运动,炉膛出口壁面为固体壁面,采用壁面函数法处理,出口规定为自由出口。网格由PHOENICS自动生成,在漆包线附近加密网格。
通过inform功能在模型的进口、出口及风口处即在Z=0.2m、Z=0.38m、Z=0.4m处设置自定义的流量监测面来监测流量,计算完成后会自动生成气流量的数据文件inforout,3个监测面Z方向从左至右流量分别是 VOL1、VOL2和 VOL3。
2 结果和讨论
2.1 模拟结果
图3是线径0.8mm,速度为150m/min工况下的模拟结果。
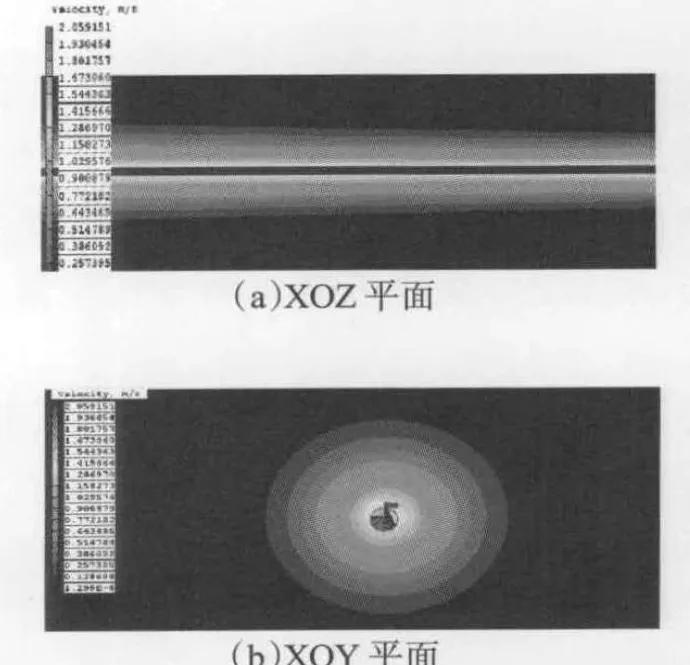
图3 漆包线运功过程速度分布云图
由图3可以看出漆包线从左侧进入烘炉炉膛,以设定的速度向右运动时,漆包线周围的气体随之一起向右运动,且在漆包线径向存在较大的速度梯度,如图4所示。在此工况下得到Z=0.2m截面、Z=0.38m截面、Z=0.4m截面对应的诱导气流量分别为3.48×10-5kg/s、3.58×10-5kg/s、3.52×10-5kg/s,可见各截面的诱导气流量数据基本相同,本文选取出口处Z=0.4m截面诱导气流量作为分析数据,在常规线速和高速线速下,不同线规漆包线诱导气流量分布见图5、图6。
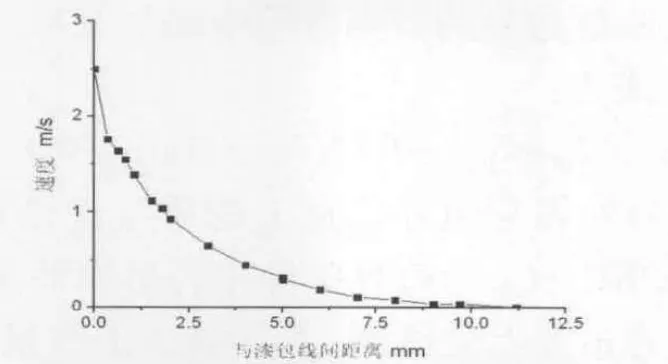
图4 漆包线径向气流速度分布
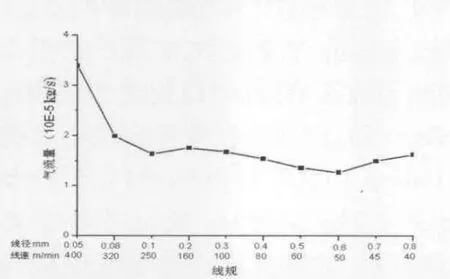
图5 常规线速下不同线规诱导气流量
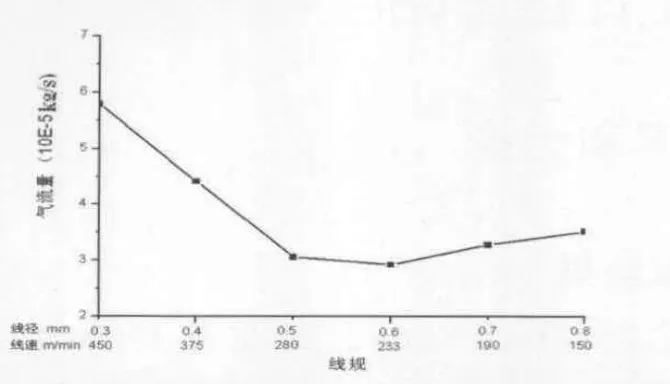
图6 高速线速下不同线规诱导气流量
根据图5、图6并结合表1的数据可以看出,出口处漆包线诱导流出炉膛的气流量随着线径和线速的变化而变化,线径小且线速高的线规,其诱导气流量较高,相同线径时,高速工况其诱导气流量显著高于低速工况。
上述数据仅是一根漆包线的运行分析数据,当一台漆包机有多个线头同时工作,厂房安装有多台漆包机时,由于漆包线的高速诱导作用而进入厂房的污染气体数量将对室内空气质量造成严重影响。
2.2 改善措施及效果分析
为减少漆包线运动诱导带出的有机废气流量,在烘炉出口上下侧各安装一个进风口,进风口尺寸为0.02m×0.15m,进风与炉膛水平面呈一定角度吹向-Z方向(即进风在Z方向的速度分量与漆包线运动的速度方向相反),速度大小由漆包线线规决定,采取改善措施后物理模型如图7。
选取出口处诱导气流量最大对应线规条件下(线径0.3mm,线速450m/min)进行运行过程模拟,进口风速在6~10m/s范围内调节,进风口与Z轴夹角在37~65°范围内调节。
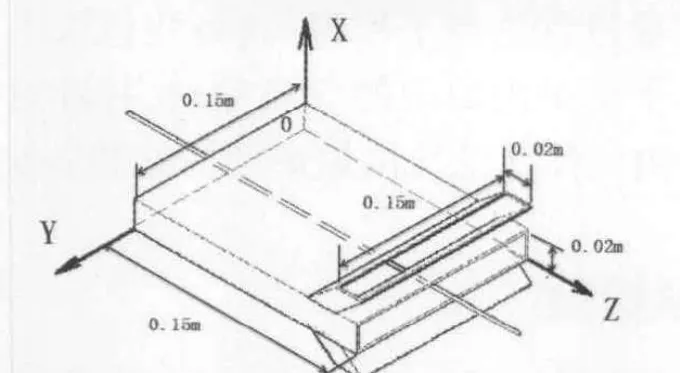
图7 采取改善措施后烘炉出口段模型图
图8为进风口与Z轴间的夹角为53°时诱导气流量随进口风速变化曲线图,图9为进口风速为8.5m/s时诱导气流量随进口风速变化曲线图,结合图8、图9可以看出,随着进口风速的增大,以及进风口与Z轴间的夹角的增大,监测面监测到的诱导气流量呈现逐渐减小的趋势,当进口风速达到8.5m/s,进风口与Z轴间的夹角为53°时,此时监测诱导气流量达到最低,仅为7.13×10-7kg/s,占原来诱导气流量的1.23%。
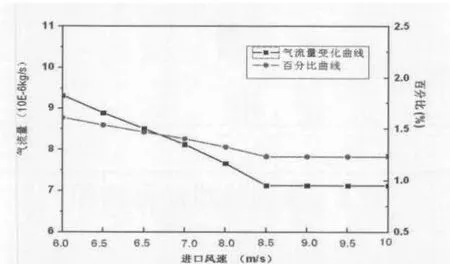
图8 不同进口风速条件下诱导气流量的变化

图9 不同进口角度条件下诱导气流量的变化
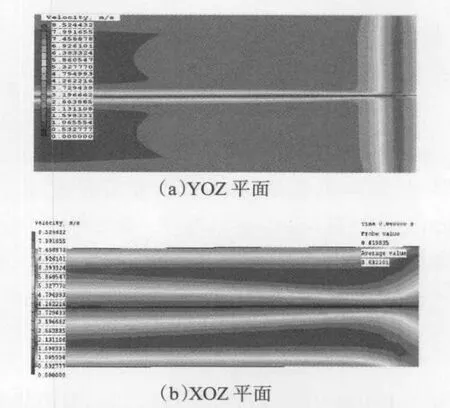
图10 图
图10是进口风速为8.5m/s、进风口与Z轴夹角为53°时的模拟结果,由图可以看出,漆包线从左侧进入烘炉炉膛,运动到进风口处时,漆包线周围诱导气流遇到从进风口吹出的气流阻挡,漆包线周围诱导气流速度趋于0,这表面所设置的进风口能有效阻挡漆包线诱导污染气体进入厂房内,保护了室内环境。
3 结论
针对漆包线烘焙过程中会从烘炉炉膛诱导污染气体进入车间的的实际工艺过程进行了数值模拟,得到了不同线规条件下漆包线诱导气体量,并针对性地在炉膛出口设置进风口,阻挡诱导空气进入室内环境,模拟结果显示,当进风口与炉膛轴线夹角为53°,进口风速为8.5m/s时,漆包线诱导进入室内的污染气体量最小,可以有效改善室内环境。
[1] 楼南寿,凌春华,付金栋,等.绿色化学与漆包线绝缘漆的制造[J].电线电缆,2005,(4):8-11
[2] 段雪淘,邬志敏,刘道平,等.板带式速冻机空栽状况下速度场的数值模拟[J].上海理工大学学报,2005,27(2):131-134
[3] 刘启觉,王继焕.料气射流诱导空气量的计算[J].武汉食品工业学院学报,1994,(1):60-64
[4] 费祥麟.高等流体力学[M].西安:西安交通大学出版社,1989
猜你喜欢
电线电缆(2021年3期)2021-07-21 08:37:14
工业炉(2021年2期)2021-05-24 05:42:30
时代汽车(2018年8期)2018-06-18 08:59:38
电线电缆(2018年1期)2018-03-16 02:19:08
中国科技纵横(2016年4期)2016-11-19 20:22:17
肥料与健康(2016年4期)2016-10-11 01:17:26
科教导刊·电子版(2016年2期)2016-03-12 22:30:52
电焊机(2016年6期)2016-03-06 08:15:37
上海计量测试(2014年5期)2014-03-14 09:06:04
河南科技(2014年8期)2014-02-27 14:07:51
