
轧制强锚杆带肋钢筋时万向轴离合器的调试方法
2013-11-18 13:31:20马贵臣刘景柏
中国重型装备 2013年4期
马贵臣 刘景柏
(宝钢集团八钢公司轧钢厂,新疆 830022)
宝钢集团八钢公司对现有轧制普通螺纹钢的产线进行新品种开发,首选轧制煤矿巷道支护使用的强锚杆带肋钢筋。针对强锚杆带肋钢筋轧制的工艺特点,分析认为万向轴离合器的调试是实现成功轧制的关键。本文从设备角度出发介绍了万向轴离合器的原理及快速调试方法。
1 轧制难点
强锚杆带肋钢筋没有纵肋,横肋以螺旋线方向按一定的螺距变化,上下辊横肋差值a<0.2 mm,上下辊横肋与轴线夹角一致,形成轧制螺纹并使用专制螺母。因轧制工艺不能完全控制上下辊横肋差值并形成轧制螺纹,只能通过设备调试来实现。
2 万向轴离合器调节原理
轧制普通螺纹钢两轧辊相对位置是无法进行调节的,但轧制强锚杆带肋钢筋的万向轴,中间增加了可径向旋转一定角度的离合器,可改变两轧辊相对位置,实现控制上下辊横肋差值。离合器主要有机械式和液压式两种,本文对机械式离合器进行介绍说明。
离合器调节原理如图1 所示。
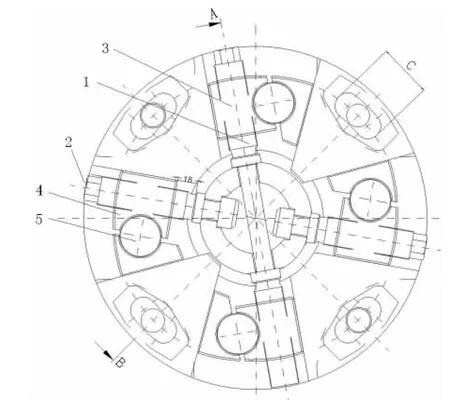
图1 离合器剖面Figure 1 Profile of clutch
离合器调节原理:(1)将主调节螺栓1 向右旋转,带动上下滑块3 和上下滚柱滑块5 做离心运动,产生调节间隙;(2)将调节螺栓2 左旋,带动滑块4 和滚柱滑块5 运动,轧辊A 向旋转;反之调节螺栓2 右旋,轧辊B 向旋转;(3)轧辊旋转到正确位置,锁紧主调节螺栓1,调节完毕。
3 轧制调试
(1)试轧前准备,在可调轧辊上做标记,计为基点;
(2)用铝条试轧,得到图2 所示样品;
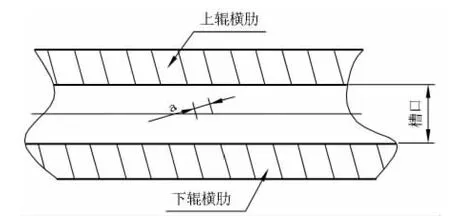
图2 试轧铝条样品Figure 2 Trial rolled Al strip specimen
式中 调节螺栓2 螺距2.5 mm;
b——万向轴离合器半径,b=135 mm;
c——轧管半径,c=175 mm;
d——调节螺栓2 旋转角度。当a<0.2 mm,允许误差d<22°,满足工艺要求。
假如a=1 mm,则d=111°,不满足工艺要求,需要调节螺栓2 要以正确方向旋转90°~130°,以都符合工艺要求。
(3)再次用铝条试轧,直至参数满足工艺要求后可以进行正常轧制。
4 总结
在轧制强锚杆带肋钢筋的试制过程中,总结出通过调节螺栓调节上下辊差值a 是最快捷的一种调试方法,便于现场操作,成功率高。该方法在结构相似的设备上获得了广泛运用。
[1]白光润.型钢孔型设计[M].北京:冶金工业出版社,1995.
[2]王文斌主编.机械设计手册[M].北京:机械工业出版社,2007.
猜你喜欢
安徽冶金科技职业学院学报(2023年1期)2023-08-15 07:32:38
冶金设备(2020年2期)2020-12-28 00:15:34
装备制造技术(2020年2期)2020-12-14 03:09:48
金属加工(热加工)(2020年12期)2020-02-06 05:59:18
工业设计(2016年11期)2016-04-16 02:48:32
设备管理与维修(2016年6期)2016-03-16 02:21:47
中国科技产业(2016年2期)2016-02-09 07:56:35
上海金属(2014年1期)2014-12-18 06:52:03
客车技术与研究(2014年5期)2014-02-28 08:48:29
武汉工程职业技术学院学报(2012年4期)2012-09-07 07:51:26
