
自动焊接操作机焊接船用锅炉装置的设计
2013-11-18 13:31:42郑卫刚
中国重型装备 2013年4期
王 斌 郑卫刚
(1.武汉理工大学能动学院,武汉 430063;2.武汉理工大学工程训练中心,武汉 430063)
本文以时代焊接操作机为例,详细介绍自动焊接操作机的结构及功能,为提高焊接自动化率提供参考。
时代焊接操作机共分为标准型(TZ)、重型(TZH)两种类型,适合各种筒体的内、外环缝及纵缝焊接,可根据用户的要求加装内伸缩臂、载人装置和维护爬梯。操作机控制系统采用数字或模拟两种控制方式,能实现和其它设备联动控制。而自调式焊接滚轮架自动调整摆臂摆角以适应工件直径变化,可以很好的适应锅炉焊接环境,保证焊缝质量。图1 为焊接装置。
1 焊接装置的配置
图1 所示即为焊接锅炉实物图,一般将需焊接锅炉放置在与锅炉参数相匹配的自调式焊接滚轮架上,然后选定相应的自动焊接操作机进行施焊。表1 为时代焊接操作机主要技术参数,可以根据锅炉的参数而选择相应的焊接操作机。而自调式焊接滚轮架的参数也应该和锅炉的参数相匹配,表2 为自调式焊接滚轮架的参数。
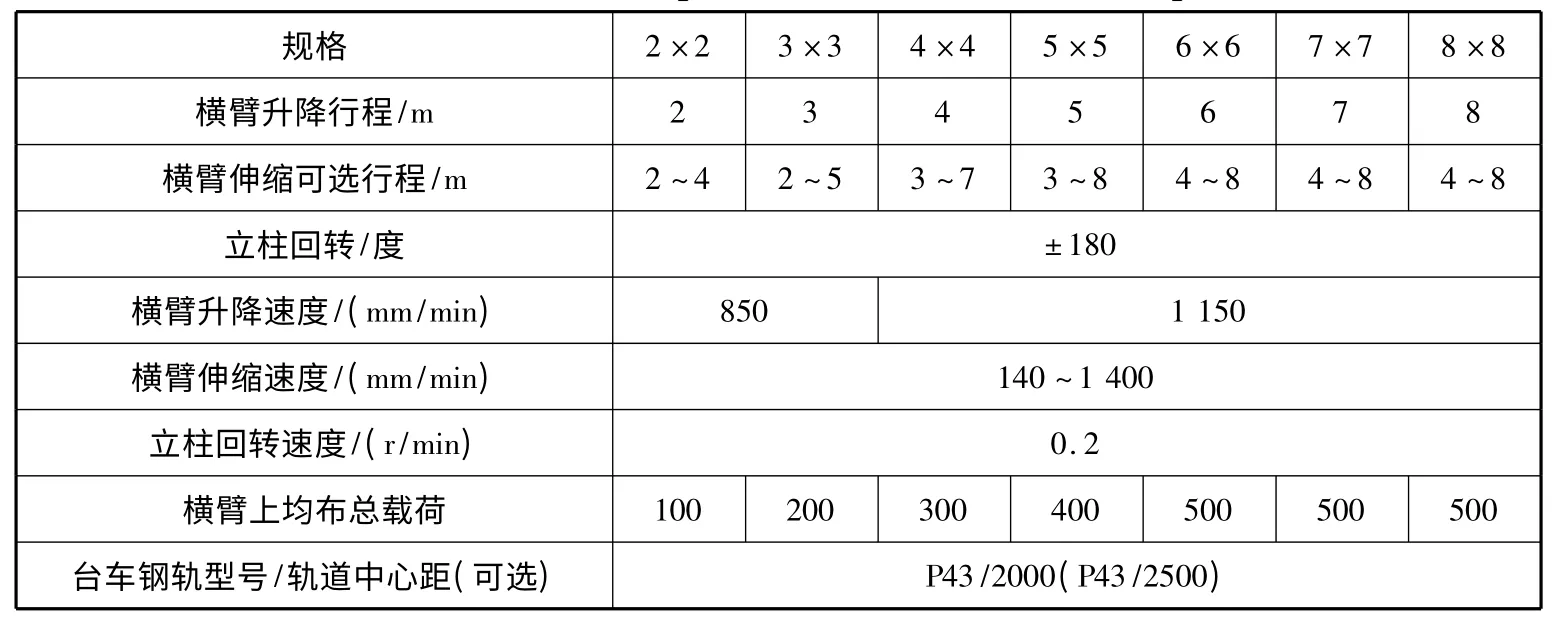
表1 时代焊接操作机主要技术参数Table 1 Main technical parameters of Time weld manipulator

图2 三种控制方式实物图Figure 2 Entities of three kinds of control methods
2 控制系统的配置
时代焊接操作机的标配为开关继电器控制式、按键数字控制式、开关数字控制式。开关继电器控制式可以控制的电流大,但是响应速度较慢,对施工速度要求严格的则不适合采用此种控制方式;按键数字控制式,可控性灵活,响应慢,可控电流小适合小型锅炉的焊接;开关数字控制式,响应速度快,可控电流小,应用最广。图2 为三种控制方式实物图。
3 悬挂机头配置

图3 4 种悬挂机头实物图Figure 3 Entities of four kinds of suspending handpieces
时代焊接操作机的悬挂机头主要有单丝机头、超小机头、双丝单弧机头、双丝双弧机头。单丝机头适用于小型锅炉焊接焊缝宽度较窄,在焊接废气锅炉中应用较多;超小机头操作性强,送丝机构采用无极调速,并有电子弧压反馈提高了稳定性,且体积轻小,适应性强;双丝单弧机头焊接范围广,两根焊丝同时送入焊接,调整方便灵活,机头及焊枪一体升降回转,带有校直机构的双驱动送丝装置,送丝稳定,牵引力大,送丝强劲,送丝电机及行走电机采用伺服电机作为动力,故障少,寿命长;双丝双弧机头 焊接速度快,熔敷率是直流单丝焊接的2.5 倍以上,能保证熔深和熔宽,提高焊缝质量,适用于粗丝焊接。图3 为4 种悬挂机头实物图。
4 焊缝跟踪器
所谓焊缝跟踪,就是焊枪沿焊缝自动导向,使电弧中心实时自动瞄准焊缝中心,也称为自动对中,是实现焊接自动化的重要环节。焊缝跟踪系统由传感器、控制系统和执行机构三部分组成。电子传感器接触工件,采集焊接坡口和工件的高度、横向变化信号,通过控制器的放大、转换,由X-Y 滑块执行焊炬精确地随动。在焊接过程中首先应该使电弧与焊缝对中,这是保证焊接质量的关键。焊缝自动跟踪系统能够保证在自动焊接生产过程中,当电弧偏离焊缝时,及时而准确地将电弧调整回到焊缝中心位置[1]。表3 为时代焊机生产的焊缝跟踪器主要型号和应用范围,图4 为实物图。
5 焊接摆动器
焊接摆动器由控制系统和执行机构组成。通过微机控制给出数字信号,由驱动步进电机来带动滚珠丝杠,最终实现焊枪沿焊缝方向左右精确摆动。传统的焊接摆动器控制是由数字或模拟电路来实现的,其中以单片机为代表的控制系统以其低廉的价格占领了一部分市场。但由于单片机起点低,开发周期长,系统的维护困难,可扩展性低,使其基本上无法移植并与其他系统兼容。时代公司生产的WOS 系列控制器是以高性能微型计算机控制+大屏幕液晶触摸屏为核心的系统,与单片机相比,它的输入输出端更接近现场设备,不需添加太多的中间部件或更多的接口,这样可以节省用户的时间和成本。表4 为焊接摆动机的主要技术参数,图5 为实物图。
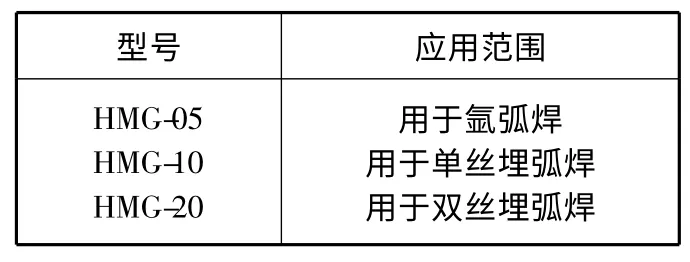
表3 焊缝跟踪器主要型号和应用范围Table 3 Main types and applicable range of weld tracker

图4 焊缝跟踪器实物图Figure 4 Entity of weld tracker

图5 焊接摆动器实物图Figure 5 Entity of weld weaving machine
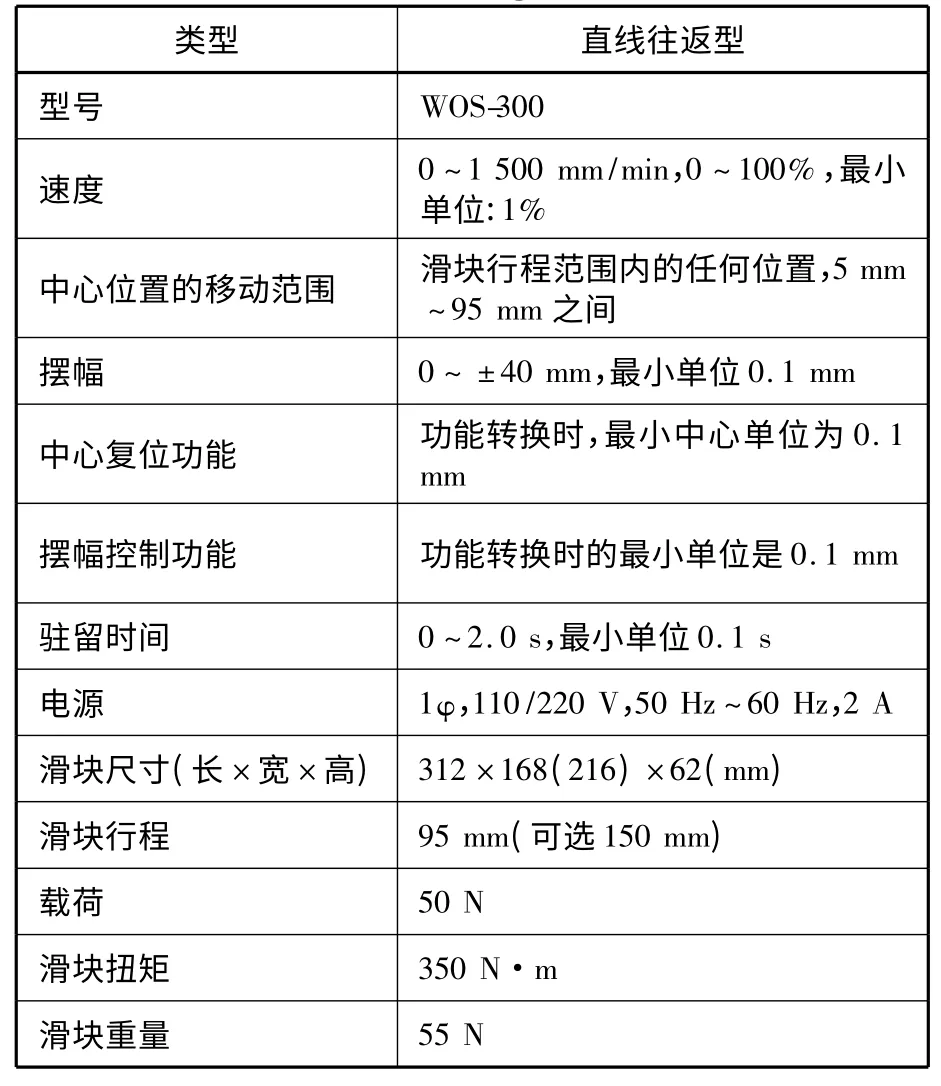
表4 焊接摆动机的主要技术参数Table 4 Main technical parameters of weld weaving machine
6 焊剂回收装置
焊剂回收装置装配在焊接中心横梁上。它可采用进口风泵总成或普通国产风泵总成,利用风泵总成的吸力把焊接时未熔化的焊剂回收到机内的集料筒内,然后放置到送料机构中,通过外接气源(0.4 MPa~0.6 MPa),把焊剂直接送到机头小料斗内,放料到工件上保证焊接的需要,实现了焊剂回收、送料、下料的往复使用。图6 为实物图。

图6 焊剂回收装置实物图Figure 6 Entity of flux recycling device
7 总结
目前,我国的焊接自动化率不足30%,与发达国家近80%的自动化率差距甚远。使用时代焊接操作机配合自调式焊接滚轮架可以实现锅炉焊接自动化、精确化、焊接质量可靠化。同时采用了先进的焊缝跟踪器、焊剂回收装置,使焊剂的消耗量明显降低,降低了焊接成本,提高了焊接的经济性[2]。
[1]黄石生,王秀媛,等.焊缝跟踪控制系统及发展状况.焊接.2001.
[2]杨光.焊接自动化技术的现状与展望.现代制造.2004(11):36-37.
猜你喜欢
太阳能(2022年3期)2022-03-29 05:15:50
初中生学习指导·中考版(2020年10期)2020-09-10 07:22:44
江苏教育(2020年5期)2020-04-26 10:02:38
太阳能(2020年3期)2020-04-08 03:27:10
当代工人·精品C(2019年2期)2019-05-10 00:13:22
数理化解题研究(2018年8期)2018-04-21 03:05:44
计算机应用与软件(2017年7期)2017-08-12 15:45:55
新课程·小学(2017年2期)2017-03-25 07:20:02
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
