
基于X射线的锂离子电芯测量系统的设计
2013-11-05 06:43唐少琴
电子测试 2013年5期
唐少琴
(西安航空职业技术学院自动化工程系 710089)
1 项目研究的背景
据报导2012年我国手机普及率达到每百人73.6部,中国内地一共拥有8.95亿部手机,是世界上手机最多的国家。手机已成为现代生活的必需品,很多地方的消费者已不止“人手一部”了。但是近年来发生的三星手机爆炸案,iphon4手机爆炸案等,让人们对手机的安全产生了很大的怀疑,有许多人甚至到了“谈锂色变”的程度,人们开始将手机戏称为“手雷”。试想如果您每天寸步不离的手机就在您的衣服口袋里、枕头旁爆炸,恐怕手机也将就此成为我们挥之不去的噩梦吧。
手机爆炸的主要原因为电池内部瞬间放电,致使电池内部快速升温,电池内置在手机壳内,热量无法快速排放造成手机爆炸。就象把汽油装在瓶子里,遇见明火高温燃烧发生爆炸一样。目前,手机所使用的电池多为锂离子电池,锂离子电池以其优良的特性,被广泛的应用于:手机、笔记本计算机、照相机等便携式电子设备中。锂离子电池由电芯和保护电路组成。锂离子电芯的负极为石墨晶体,正极通常为二氧化锂。电芯内部采用螺旋绕制结构,用一种非常精细而渗透性很强的聚乙烯薄膜隔离材料在正、负极间间隔而成,正极包括由锂和二氧化钴组成的锂离子收集极及由铝薄膜组成的电流收集极,负极由片状碳材料组成的锂离子收集极和铜薄膜组成的电流收集极组成,正负极被紧紧的包裹在一个充有电解液的铝壳内。
手机的安全绝大多数取决于这一小小的电芯,虽然电芯在出厂前均要遵守国标GB/T18287—2000,UL1642 IEC61960 进行检测,检测的项目包括电性能检测、电芯自放电性能检测、湿度和热度适应性能检测、振动检测等。这些检测似乎看起来很完善。但是手机在使用的过程中,由于使用状态、使用环境的不同和使用方法的不当,诱发各种危险因素的产生,从而导致不可预知的危害。上面已提到,所有的爆炸大都源于手机内部瞬间放电,使得手机内部集聚高温,而热量不能及时排出,使得手机爆炸。寻找放电原因、避免放电发生确保手机使用安全是我们必须追求的目标。为此,查明手机电芯内部放电点,测量放电间距,将放电间距过小的,可能引起放电发生的电芯检出,将是我们确保手机使用安全的有效途径。
2 基于X射线的锂离子电芯测量系统
2.1 该系统简介
基于X射线的锂离子电芯测量系统主要包括数据采集、数据处理和运动控制两大部分。该系统集成了微电子技术和数据处理技术、软件技术。基于X射线的锂离子电芯测量系统将电芯放电可能性检测从间接的振动检测、湿度、热度检测等变为直接的数据测量,使得测量结果直观、可靠。该系统采用高解析度工业照相机和密封微焦斑X线管组合,通过X射线非破坏性透视检查,实时观测到高清晰的图片,如图一为系统成像原理图。该系统的测量不受人为因素的影响,具有很强的客观性。该系统能对电芯进行连续的测量,并对测试结果进行数据处理和数据存储,对于客观评价电芯提供依据。如图一为该系统的设计流程图。
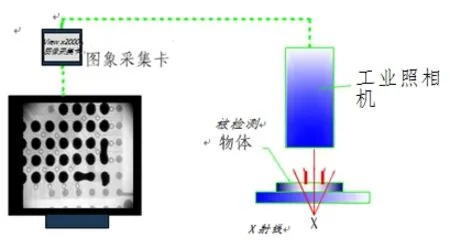
图一:系统成像原理图

图二:系统流程图
2.2 确定放电点和放电间隙
电芯内部的放电主要由正极的铝片、负极的铜片和外部的铝壳之间所组成不同放电间隙,根据电芯内部结构特点确定一共有六个放电点。锂离子电池规格不同则最小的放电间隙不同,又由于锂离子电芯被紧紧包裹在铝壳内无法直接测量放电点之间的距离,并且电芯内部放电点有多个,需要多点测量和多方位测量。下图是朗能锂离子电池规格表中的部分,根据此表中474470A规格的电池,确定此规格电芯最小的放电间隙为0.1mm.

图三:朗能电池部分规格表
2.3 数据采集
数据采集主要由三部分组成:X射线源、载物台和工业照相机。
X射线也叫伦琴射线具有很高的穿透本领,能透过许多对可见光不透明的物质,如墨纸、金属、木料等。这种肉眼看不见的射线可以使很多固体材料发生可见的荧光,使照相底片感光以及空气电离等效应。X射线不能直接测量,在测量前必须把它转化为可测量的量,照相法是X射线检测技术的基本方法。照相法是把X射线的方位和强度转换成照片面积上相应位置的黑度,然后进行直接测量,或辅以测微光度等仪器对低频进行测量。这种方法是最早使用的检测、记录X射线的方法,目前此种方法仍被广泛应用。工业照相机因其成像的高清晰度、高速度和便于数据处理等优点,正在越来越多的被使用在X射线检测技术中,例如:工业生产检测、材料分析、临床检验等。
如下图是在X射线照射下载物台上的锂离子电芯在工业照相机中所成侧立面图和正立面图:

图四:锂离子电芯侧立面成像

图五:锂离子电芯正立面成像
工业照相机也称作:“机器视觉相机”,它由两大基本部分组成,即图像感光芯片和数字化的数据接口。图像感光芯片由数十万至数百万个像素组成。像素把光线的强度转换为电压输出。这些像素的电压被以灰度值的形式输出,所有像素放在一起就形成了图像,发给计算机。数据接口主要有USB,1394和以太网三种。照相机不能对图像或数据做任何处理,进行图像的处理必须有外部计算机。
2.4 数据处理和运动控制
外部计算机上装有基于Visual C++语言自主开发的软件。该软件主要完成图像的处理和运动的控制。图像处理可分为两个模块:图像获取模块和图像处理模块。图像获取模块负责与工业照相机交互,将照相机传输过来的图像数据保存在计算机内存中或通过图像采集卡直接读取整副图片的数据到主机系统内存,然后把这些数据提交给图像处理模块,图像处理模块对图像进行图像增强、平滑、锐化等图像处理,使得图像局部特征明显,然后在图像中定位需要测量的电池电芯。然后再加载测量工具测量出D0、D1、D2、D3、D4、D5的像素值距离,根据机械位置的放大倍数换算出实际电池内部的距离。最后将这些测量结果以图像或数据的形式输出。
如下图六、七是产品从正面和侧面测量的结果显示:
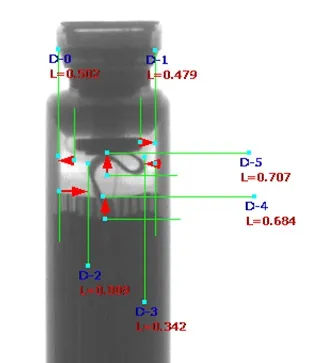
图六

图七
(图六中D0、D1、D2、D3、D4、D5分别代表六个测量点,L代表相应点测量值。图七中,蓝色线段代表正、负极间的距离)
这样的图像看起来很直观,但不利于数据的保存和查看,为了便于数据的保存和查看,测量的数据也可以以数据表的形式输出。图八、图九是测量数据以数据表的形式输出,便于统计、查询相关的产品数据。
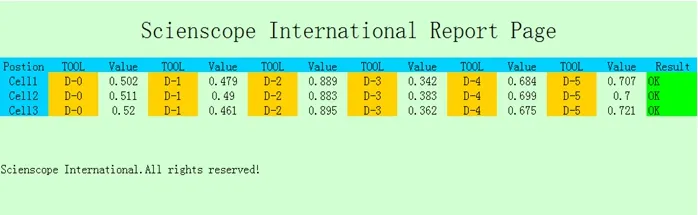
图八

图九
该软件的运动控制部分主要完成产品的移动、定位工作,通过运动控制卡控制各轴的步进电机来完成载物台的移动定位,根据预先编辑好的位置,快速定位到需要测试的不同产品。该软件的运动控制主要包括对X光源、相机、载物台的运动控制。
对X光源的控制主要包括光源的开启控制、电压的调整、电流的调整等。还可根据载物台的位置对光源的位置进行X、Z向的移动控制,Z向用于调整放大倍率,可以针对不同的电池来放大或缩小图片,突出局部特征,以便观看或测量。
对载物台的控制主要根据电芯所放位置以及相机和光源的位置,使载物台沿X、Y方向移动,从而使照相机的图像能够覆盖所有的电芯。
对相机的控制主要根据载物台的位置,相机的焦距和放大倍率,对相机进行X、Z向的移动控制,还可以调整相机的曝光时间,黑白平衡等参数,使得测量差异较大的产品时能够显示比较清楚优质的图像。
总结:该论文只是对整个系统的设计思路和数据处理方式做了概括性的阐述,在此设计中有许多细节,由于篇数的原因没有细说,如:
(1)在数据处理部分,还可以对放电间隙小于最小安全间距的电芯进行报警处理。
(2)在数据采集的过程中,可以一次进行多个电芯的测量。这需要完成一个治具的制作。
(3)该系统能对电芯进行连续测量,这对载物台的重复性定位要求较高。
[1] 《X射线数字成像在管道锈蚀检测中的应用》王明泉,宋文爱《测试技术学报》,2001年04期;
[2] 《X射线在焊接质量检测中的应用》,王磊,《科学技术》,2010年5月
[3] 《数字相机在工业零件检测中的应用》,于晶涛,陈鹰,《遥感技术》,2001年3月
猜你喜欢
中国自行车(2022年3期)2022-06-30
电源技术(2022年2期)2022-03-03
汽车工程师(2021年9期)2021-10-11
汽车维修与保养(2020年11期)2020-06-09
新教育论坛(2019年14期)2019-09-10
中学生数理化·八年级物理人教版(2018年11期)2019-01-31
疯狂英语·新读写(2018年2期)2018-11-29
红蜻蜓·低年级(2015年9期)2016-01-26
电子世界(2014年23期)2014-10-21
卫生职业教育(2011年7期)2011-10-31
