
聚苯硫醚注塑成型技术
2013-11-05 05:35陈金亭
天津化工 2013年1期
陈金亭
(天津市合成材料工业研究所,天津 300220)
1 概述
聚苯硫醚又称聚次苯基硫醚(PPS),PPS 的结构比较简单,分子主链由苯环和硫原子交替排列,大量的苯环赋予PPS 以刚性、大量的硫醚键又提供柔顺性。分子结构对称,易于结晶,电性能好,PPS 吸水率极小,一般只有0.03%~0.05%,纯PPS 是一种高结晶度,硬而脆的聚合物,一般使用时都进行改性。具体改性品种有碳纤维增强、玻璃纤维增强、无机填充、与其他工程塑料共混等[1]。
PPS 的特性:1、阻燃性:PPS 阻燃性非常好,达到UL94v-0 级;2、加工性能十分优异:是具有高刚性的结晶聚合物,其流动性好,结晶速度快,成型周期短,而且制品切削加工、熔接、粘接、锡焊等二次加工性也非常好;3、耐热性能优异:其热变形温度达到260℃,可以在200~240℃以下长期使用。短期耐热性和长期连续使用的热稳定均优于目前所有的工程塑料;4、电性能优异:PPS 树脂具有很高的表面电阻率和体积电阻率,介电常数和介电损耗角正切值又比较低,即使在高温、高湿、高频条件下仍具有优良的电性能。其体积电阻率和表面电阻率变化极小,介电常数几乎不随周波数和温度变化;5、机械性能良好:表面硬度高,刚性极强,并具有优异的耐蠕变性和耐疲劳性。在高温高载荷下仍有优良的耐蠕变特性,对于循环应力也显示出优良的耐疲劳特性;6、优异的耐化学药品性:在200℃以下未发现可以溶解PPS 的溶剂,对无机酸、碱和盐类的抵抗性也很强。PPS 制品在大多数酸碱环境状态下工作时,尺寸、性能非常稳定;7、耐磨性突出:PPS 树脂耐磨性非常好,加入碳纤维和氟塑料,可以大幅度提高耐磨性和润滑性;8、良好的尺寸稳定性:PPS 成型收缩率非常小,吸水率极低,在高温高湿载荷下仍具有良好的尺寸稳定性;9、良好的耐辐射性:PPS 树脂即使在比较强的γ 射线照射下其物理性能也非常稳定;10、良好的焊锡耐热性:PPS 制品可以在260℃焊锡槽中浸蘸10 s,比较适用于电子部件的表面封装技术。
PPS 应用领域[2,3]:电子电器:用于广泛制造线圈架、接线器、插座、继电器、马达壳、电容器等;汽车工业:点火器、轴承支架、风扇、反光镜、加热器、齿轮箱等;仪器仪表:计时器、传速器、传感器、仪表壳体、热风筒等;机械工业:泵壳、叶轮、风机、齿轮、法兰盘、管件、孔板、密封环、垫等;航空工业:飞机行李架、座椅骨架等。
2 PPS 注塑成型工艺
PPS 是一种综合性能十分优越的高分子材料,它所具有的优良的加工性能、可以注塑成型,使其在特种工程塑料制品中被越来越广泛应用[1]。
2.1 模具的设计
2.1.1 圆角
由于PPS 树脂是脆性结晶性树脂,成型品在尖角处容易有应力集中现象,导致制品开裂变形,因此在设计模具时,尽量不出现尖角、直角,而采用角R设计。对于薄壁及不等壁制品,可以通过增加加强筋,提高刚性,防止制品变形。同时设计时使成型品的厚度尽量均匀一致。
2.1.2 浇口
浇口可采用针点式、隧道式、侧浇口,由于PPS制品一般采用玻璃纤维增强且成型收缩率小,树脂硬度大,所以注塑成型时不适于使用潜伏性浇口。通常情况下浇口直径要大些,最好选取1mm~1.2mm。
2.1.3 流道
为了方便的脱模,流道的侧壁必须光滑,流道形状为锥形、圆形、梯形,有一定的锥度2~3 度。主流道为锥形,分流道为梯形或圆形,在主、分流道末端设置冷料。
PPS 树脂成型收缩率小,而树脂硬度大,为便于脱模,模具应选用稍大的脱模角。
2.1.4 排气槽
如果模具排气不充分产生内气泡则会导致制品性能下降,光洁度差,熔合缝强度低下,注射不满及制品烧焦等问题,所以为了得到优良的PPS 制品,必须在模具上开设排气槽。
2.1.5 模具温度控制
PPS 增强料,一般的模具温度要求达到125℃~150℃,采用热水循环加热已经满足不了模具的要求,通常模具加热使用电热棒(板)进行温度控制,同时在定、动模上也要安装加热装置,并在模具与动、定模板之间加装石棉隔热板。
2.2 物料预干燥
为了得到外观良好的制品,防止流涎,预干燥条件要保持一定,且成型机内的滞留量一定要恰当,尽可能避免中途变更成型机容量。推荐干燥条件为120℃~140 ℃,2~3 h。
2.3 推荐的注塑成型工艺条件(见表1)
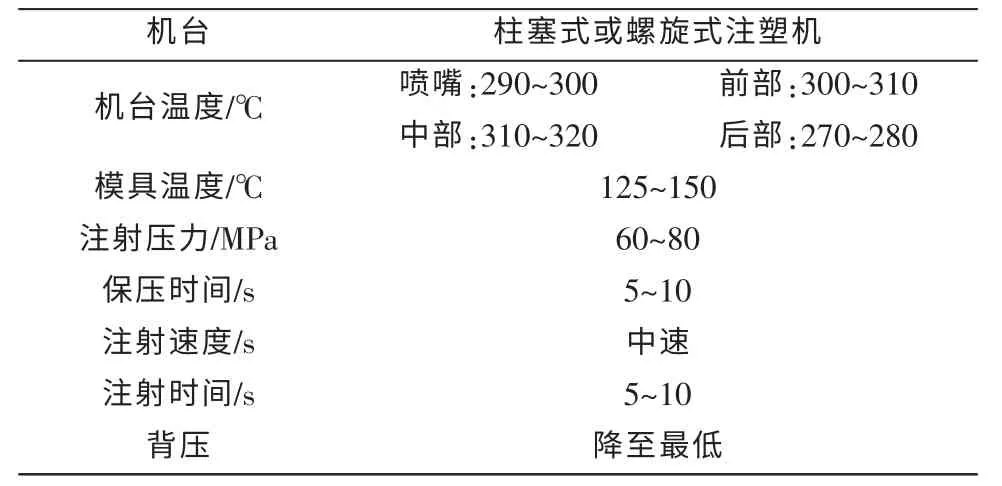
表1 推荐的注塑成型条件
2.3.1 模具温度
模具温度对产品性能影响非常大,当成型时、模具温度较高时制品表面光洁度好、耐热性增加、弯曲模量增加、表面硬度高、耐蠕变性好等优点,但是它的弯曲强度、拉伸强度又有所降低。为了使制品尺寸稳定,外观光滑,建议模具温度125℃~150℃。
2.3.2 料筒温度
PPS 熔融温度285℃左右直到分解这个温度范围很宽,因此PPS 在加工过程中很少出现物料分解等情况,PPS 注塑加工温度要求也不是很严格,然而温度过低则树脂塑化不好,注塑时容易出现分层、产生熔合痕,而且机筒、螺杆磨损会增大。如果料筒温度太高,物料就会出现部分分解碳化,导致物料变色,为了防止物料分解使机筒产生气体及内压力,树脂温度不得高于360℃,在机筒内物料停留时间原则上不高于0.5h,在保证流动性的前提下,尽量降低机筒温度,减少物料变色,推荐机筒温度280℃~320℃。
2.3.3 注射压力
一般注射压力愈高,得到的PPS 制品越优良,外观愈美观,但是注射压力太高,则制品容易出现飞边、翘曲,一般选择60~80 MPa。
2.3.4 注射速度
注射速度越快,一般获得的制品外观越良好,但是容易使成型品发生烧焦、翘曲等现象,因此一般情况下,使用中等注射速度。
2.3.5 螺杆转速
螺杆转速一般设定为40~100rpm,当转速高于200rpm 时,容易造成玻纤断裂,影响制品性能。
2.3.6 制品的后处理
为了提高产品的结晶度,消除内压力,保持产品尺寸稳定,在条件允许的情况下,可以将制品进行退火处理。处理温度:160~180℃,处理时间:4~16 h。
2.3.7 回料的使用
在实际注塑成型时,经常遇到回料的使用问题,回料因为玻璃纤维断裂等原因,耐热性能下降,材料变色,所以建议使用量尽可能控制在25%之内。
3 注塑成型加工中遇到的问题、解决方法
表2 为加工中遇到问题产生原因和处理(解决)方法。PPS 拥有十分优良的综合性能,优越的加工性,良好的流动性,其加工温度范围宽、熔融流动性好,容易填充模具,成型收缩率低,尺寸稳定,具有高刚性、高抗蠕变性[5]。关于注塑成型加工中遇到的问题及解决方法详见表2。因此,只要掌握好增强聚苯硫醚的工艺特性,采用合理的注塑工艺,就会注塑出优质、完美的成型制品。
4 结语
聚苯硫醚作为第六大工程塑料,与其它同等耐热性特种工程塑料比较,不仅价格低,而且具有耐焊锡性,耐辐射性,以及优越的加工性。PPS 树脂的应用已从要求非常严格的电子领域开始向各个领域发展,其产品已经在核工业、航天、汽车、化工、机械等行业广泛应用,目前我国聚苯硫醚市场发展正处于高速增长期,聚苯硫醚产业发展进入了一个黄金时期。探讨、开发、提高、解决好聚苯硫醚的注塑成型技术对扩大聚苯硫醚的应用领域,生产出高性能、高品质、美观的聚苯硫醚成型制品是非常必要的。

表2
[1]吕新荣.塑料注塑技术手册[M].香港生产力促进局,1994.
[2]管从胜,等.聚苯硫醚涂料及应用[M].化学工业出版社,2007,5,1.
[3]杨杰.聚苯硫醚树脂及应用[M].化学工业出版社,2006,1,1.
[4]樊新民,车剑飞.工程塑料及应用[M].机械工业出版社,2006,4,1.
[5]吴忠文,方省众.特种工程塑料及应用[M].化学工业出版社,2011,11,1.
猜你喜欢
西部交通科技(2022年2期)2022-04-27
食品安全导刊(2021年21期)2021-08-30
黑龙江科学(2020年2期)2020-01-18
中成药(2017年6期)2017-06-13
中国塑料(2015年6期)2015-11-13
中国科技信息(2015年21期)2015-11-07
安徽农学通报(2015年4期)2015-07-30
质量与标准化(2015年11期)2015-07-21
汽车零部件(2014年1期)2014-09-21
中成药(2014年7期)2014-02-28
