己二醇/精对苯二甲酸比值控制的实施策略
2013-11-01 02:16王群中国石油辽阳石化分公司聚酯厂辽宁辽阳111003
石油化工自动化 2013年5期
王群(中国石油辽阳石化分公司聚酯厂,辽宁 辽阳 111003)
己二醇/精对苯二甲酸比值控制的实施策略
王群
(中国石油辽阳石化分公司聚酯厂,辽宁 辽阳 111003)
根据工艺对象特性,对聚酯(PET)生产的原料己二醇(EG)和精对苯二甲酸(PTA)的物质的量浓度比值控制进行分析和方案设计,利用常规仪表,PLC,TPS和EPKS实施策略的分析比较,DCS实现了EG和PTA的物质的量浓度比值的复杂控制功能,能够很好地克服干扰的影响,使控制变得比较平稳,确保了PET产品的产量和质量,提高了生产的经济效益。
聚酯 比值控制 常规仪表 控制系统
在工业生产过程中,常需要两种或两种以上的物料保持一定的比例关系,如果该比例失调,会影响产品的产量和质量,严重的还会造成生产事故。聚酯(PET)[1]生产的原料己二醇(EG)和精对苯二甲酸(PTA)物质的量浓度比值控制具有双闭环比值控制系统的性质,实际上是使副物料(EG和催化剂溶液)随动于主物料(PTA)的随动控制系统[2]。
1 工艺对象特性
EG和PTA配比严格,同时要加入一定量的催化剂(醋酸锑)进行催化反应[3],因而物料要按比例加入浆料配制罐中,制成均匀混合的浆料,在一定温度、压力下进行酯化、缩聚反应,来生产PET。醋酸锑和EG须在配制罐中制成一定质量浓度的催化剂溶液后,再加入浆料配制罐中。EG,PTA,醋酸锑配合比例要求恒定准确,人工操作难以控制[4],而且配合比例是瞬时量之比,要求比值控制必须具有较好的可靠性,能够克服各种扰动因素的影响,保持主、副物料同步变化,因而研究EG/PTA物质的量浓度比值控制的实施策略至关重要。
2 控制方案的设计
2.1比值控制系统
比值控制系统是实现两个或两个以上参数按一定比例关系配比的控制系统,处于主导地位的物料称之为主物料,其流量为qm1;另一种物料按主物料进行配比,随主物料量的变化而变化,称为副物料,其流量为qm2[5],比值控制系统就是要实现qm2与qm1成一定比值关系。
2.1.1双闭环比值控制系统
双闭环比值控制系统[6]由于主物料控制回路的存在,实现了对主物料的定值控制,大幅克服了对主物料干扰的影响,使主物料流量比较平稳,通过比值控制使得副物料流量也比较平稳。双闭环比值控制系统在提降负荷时比较方便,只要缓慢地改变主物料控制器的给定值,就可以提降主物料,同时副物料也自动跟踪提降,并保持两者比值不变,双闭环比值控制系统的原理如图1所示。
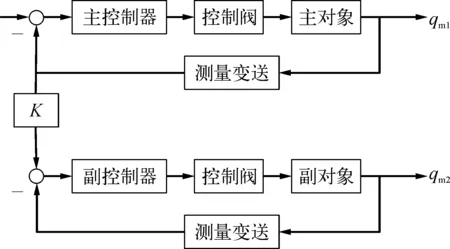
图1 双闭环比值控制系统原理
2.1.2比值控制系统实施方案
比值控制系统运算式有乘法和除法[7],要实现两流量之间的比值关系,即qm2=Kqm1,可以对qm1的测量值乘上某一系数,作为qm2控制器的给定值,称为相乘方案;要实现两流量之比值为K=qm2/qm1,也可将qm2与qm1的测量值相除,作为比值控制器的测量值,称为相除方案。两种方案的实施如图2所示。
2.2EG和PTA流量比值控制设计方案
EG和PTA流量比值控制设计方案如图3所示。主控制器PTA流量控制器采用了定值控制方式,大幅地克服了对主物料干扰的影响,使PTA流量变得比较平稳。通过比值器,按要求的比例乘上某一倍数,作为副控制器EG流量控制器的给定值,使副物料与主物料之间保持一定的比值,在稳定的情况下应满足qm2=aKqm1-bqm3(a,b——常量,换算系数);PTA流量值直接作为催化剂溶液流量控制器的给定值,在稳定的情况下应满足qm3=cqm1(c为常量,换算系数)。当主物料流量不变时,若副物料受到干扰,通过副物料控制回路,改变调节阀阀位来调节副物料的流量;当主物料流量变化时,通过比值控制能快速精确地使副物料随动于主物料变化。这样不仅实现了比较精确的物料流量比值控制,而且也确保了主、副物料总流量基本不变。
EG和PTA流量比值通常控制在1.65左右。醋酸锑作反应所需的催化剂,流量为qm3,其催化剂溶液的质量分数通常为2%,醋酸锑中锑的质量分数通常为42%。若生产1 t PET需要消耗0.862 t PTA和0.336 t EG;每吨PET中锑的质量分数为1.7×10-4。根据工艺状况可以对这些参数进行微调,以达到更优级品的PET。PTA的相对分子质量为166.13;EG的相对分子质量为62.07。EG和PTA流量比值控制设计方案方块图如图4所示。
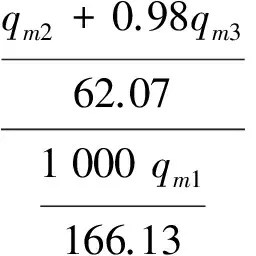
比值器K的测量值PVK的计算公式如下,其目的是验算比值控制器的实际的摩尔比。

图2 比值控制系统实施方案
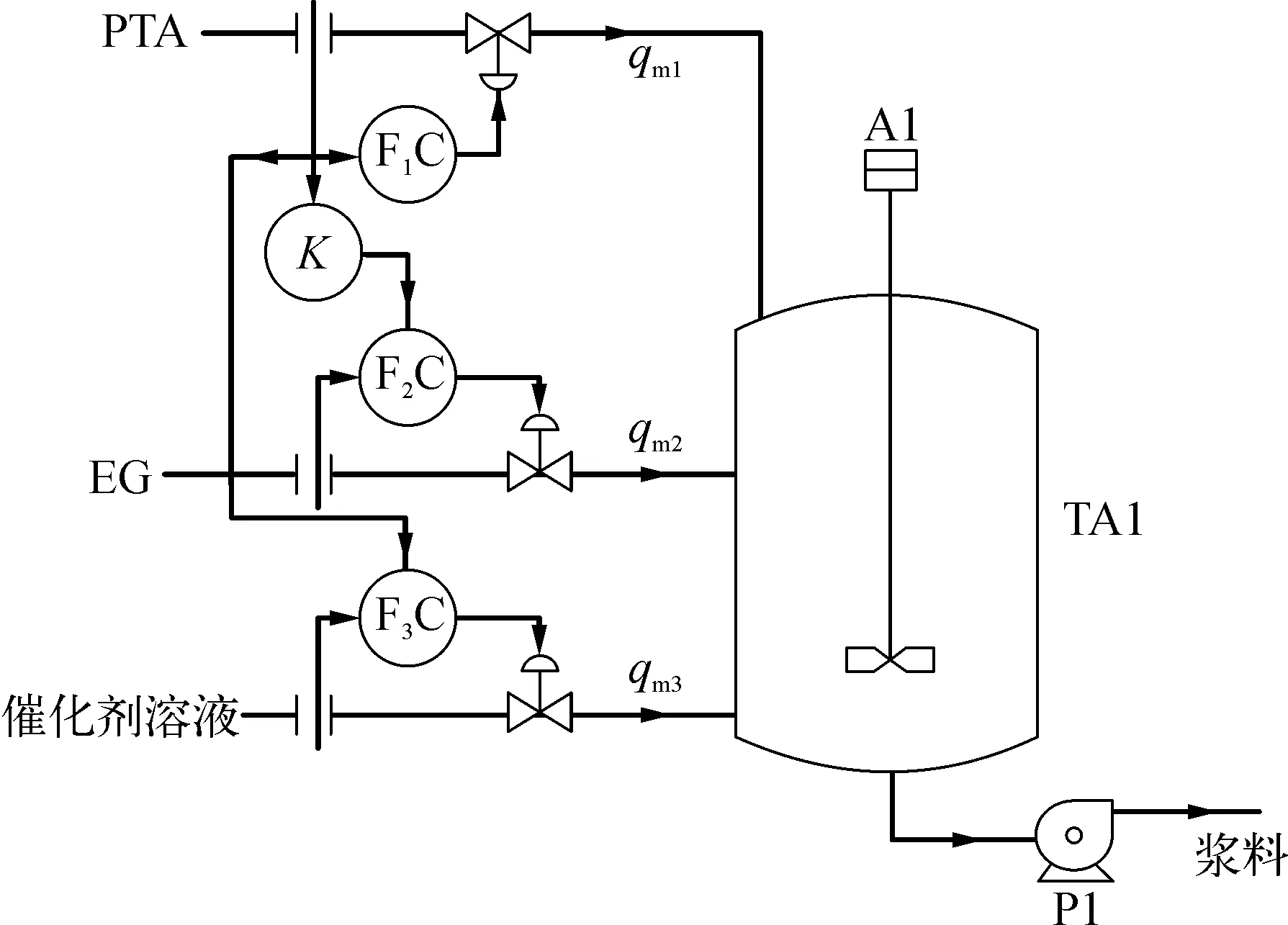
图3 EG和PTA流量比值控制设计方案

图4 EG和PTA流量比值控制设计方案
EG的设定值SPEG的计算公式如下。由

催化剂溶液的设定值SP催化剂的计算公式如下:

2.3采用EPKS系统实现EG/PTA比值控制的方案
采用EPKS系统实施EG/PTA比值控制的方案如图5所示。
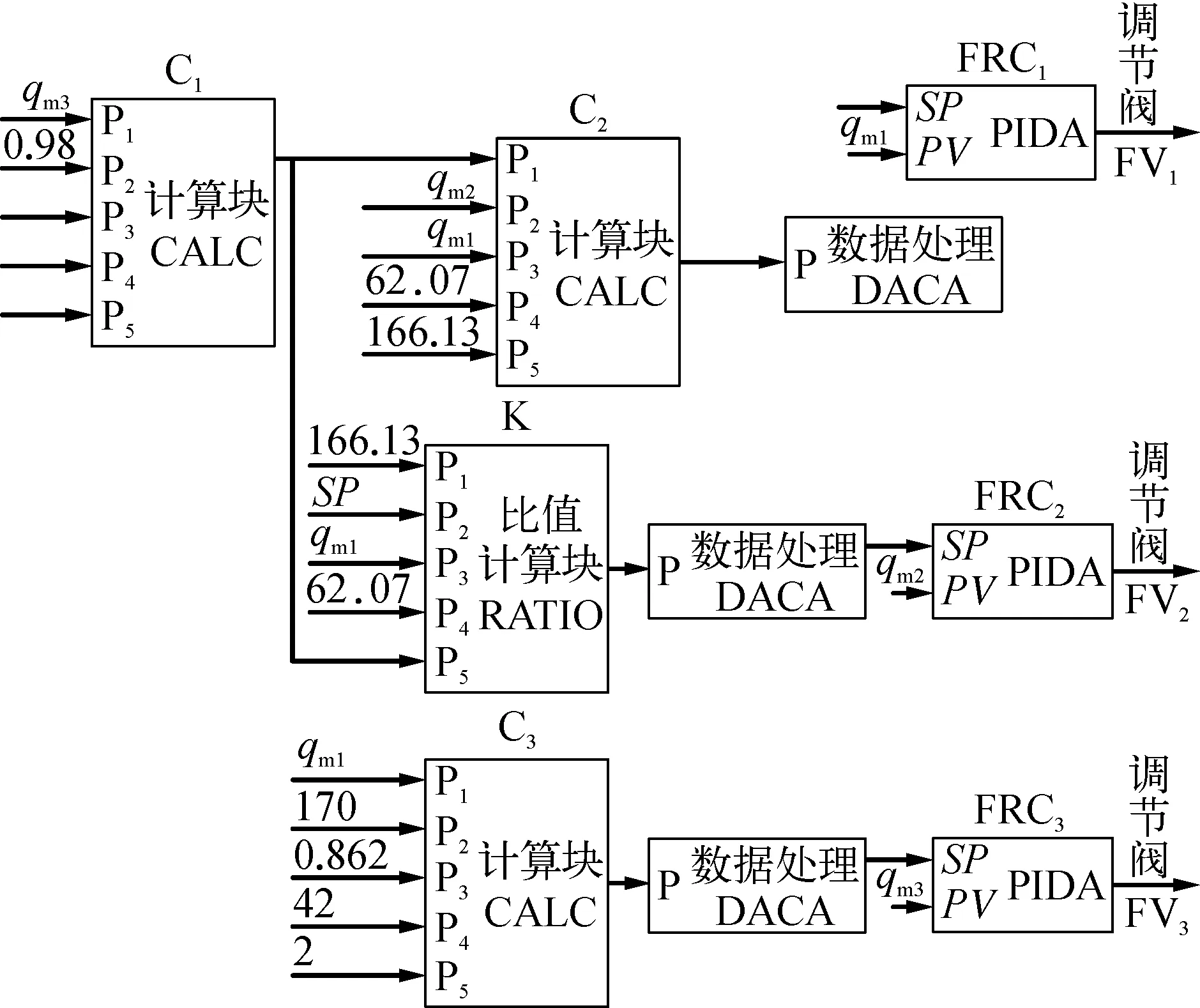
图5 n(EG)/n(PTA)实施控制示意(EPKS)
统,给使用带来了一定的困难,但只要在安装时多考虑工艺现场的实际状况,严谨地完成安装工作,并根据实际情况对仪表进行部分改进,可以使分析仪长期、稳定、准确地运行。
[1]王森.在线分析仪表维修工必读[M].北京: 化学工业出版社,2007.
[2]佟新宇.硫磺装置硫比值分析仪的在线分析及应用控制[J].自动化仪表,2009,30(01): 23-27.
[3]王森,董镇,郭肇新,等.在线分析仪器手册[M].北京: 化学工业出版社,2008.
[4]SHERMAN R E.过程分析仪样品处理系统技术[M].冯秉耘,高长春,译.北京: 化学工业出版社,2004.
[5]田广.SO2分析仪在硫磺回收装置中的应用[J].石油化工自动化,2012,48(05): 15-17.
[6]刘珍.化验员读本: 仪器分析(下册)[M].4版.北京: 化学工业出版社,2004.
[7]李昌厚.紫外可见分光光度计[M].北京: 化学工业出版社,2005.
[8]中国石化集团第十建设公司.SH/T 3521—2007石油化工仪表工程施工技术规程[S].北京: 中国石化出版社,2007.
[9]陈庚良,肖学兰,杨仲熙,等.克劳斯法硫磺回收工艺技术[M].北京: 石油工业出版社,2007.
[10]李昌厚.原子吸收分光光度计仪器及其应用[M].北京: 科学出版社,2006.
稿件收到日期:2013-04-10,修改稿收到日期2013-07-26。
王群(1963—),男,辽宁鞍山人,1986年毕业于抚顺石油学院生产过程及仪表自动化专业,现就职于中国石油辽阳石化分公司聚酯厂,多年从事炼油、化工仪表自动化维护和技术管理工作,任设备副总工程师。
TP273
B
1007-7324(2013)05-0076-02
猜你喜欢
纺织科学与工程学报(2020年1期)2020-06-12
石油石化绿色低碳(2019年6期)2019-01-14
河北遥感(2017年2期)2017-08-07
黑龙江电力(2017年1期)2017-05-17
纺织科学研究(2017年4期)2017-05-17
环境科技(2016年5期)2016-11-10
中国医学影像学杂志(2015年9期)2015-12-15
系统工程学报(2015年2期)2015-02-28
电网与清洁能源(2015年2期)2015-02-28
自动化博览(2014年8期)2014-02-28