
单列角接触轴承车加工沟位置测量的改进
2013-10-31 03:24周玉梅曹国君
科技致富向导 2013年18期
周玉梅 曹国君
【摘 要】针对单列角接触球轴承磨加工外沟工序沟边露黑皮的现象,分析产生的原因,改进原车加工外沟工序沟位置测量方法,从而保证了产品质量。
【关键词】角接触球轴承;沟边露黑皮;车外沟工序;沟位置样板;沟位置测量仪;沟位置基准件
0.前言
车加工的单列角接触球轴承外沟工序测量时,由于历年来我公司在角接触球轴承测量沟位置偏差时,采用沟道位置样板运用光隙法进行检查,此种方法对车加工的环境条件、检查人员的视力、检查技能要求较高,而且测量时必须把套圈和样板擦干净,以免造成沟位置测量误差,从而使在磨外沟工序时造成沟边漏黑皮,因此我们决定更改外沟沟位置测量方法。
1.改进前测量
1.1测量方法
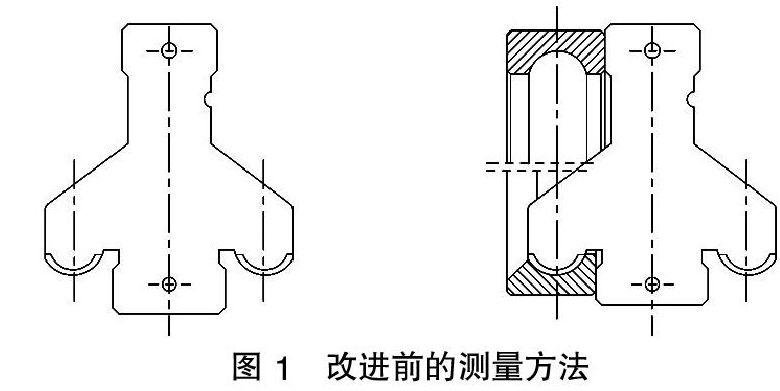
由于角接触轴承外沟是偏沟,沟位置采用沟道位置样板,运用光系法进行测量,此种方法检查时,必须在外沟道圆周上检查三点以上,样板通过被检套圈几何中心,以其定为面仅靠套圈的基准端面,在灯光下观察大、小范的圆弧与套圈外沟道所所形成光系的分布情况,当大范靠近基准端面一边有透缝,小范靠近非基准端面一边透缝,则沟位置合格,当大范或小范靠近基准端面时,两边均不透缝或透缝相等,则沟位置为最大或最小尺寸,当样板小范靠近靠近套圈非基准一边透缝,而大范靠近两边都透缝,且里边缝比外边大,或大范靠近基准端面一边透缝而小范两边都透缝,且外边缝比里边大时,沟位置均合格,当大范靠近套圈基准端面一边透缝,小范也是靠近基准端面一边透缝,或小范两边都透缝且靠近基准面一边比靠近非基准端面一边缝大时则沟位置过小,相反沟位置过大。其测量方法如(图1所示)
1.2测量缺陷
此测量方法不能像仪器一样测出偏差值,测量时套圈、样板必须擦干净否则影响测量,而且每个检查员检查技能、视力不一样,测量结果也不同,因此磨加工外沟工序时,角接触轴承外圈外沟位置反应的质量问题较多,针对这种情况,我们决定改进角接触轴承沟位置采用与所加工角接触球轴承型号对应的深沟球轴承的车加工套圈,自制角接触轴承车外沟工序的沟位置标准件。
2.改进后的测量
2.1加工基准件
设计和加工一个幅高、沟曲率、沟径均与所加工的角接触轴承相同正沟套圈,且沟与端面平行差均在0~0.01㎜之间,以正沟套圈作为测量偏沟套圈沟位置的基准键,以此基准件作为基准对表,在D012沟位置测量仪上测量沟位置。
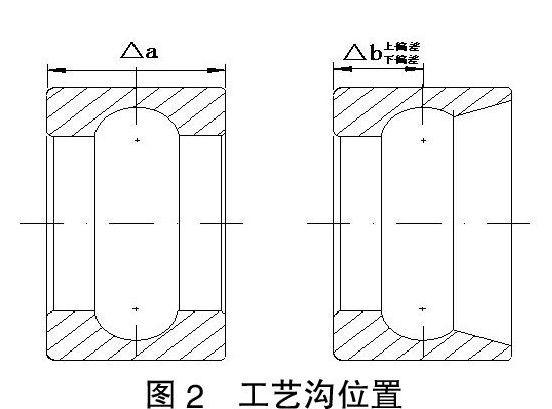
2.2计算出偏沟与正沟位置之间实际偏
根据(图2)给出的工艺沟位置可以算出
两面翻幅测量沟位置偏差△C=2△b-△a
最大沟位置偏差=△C+上偏差
最小沟位置偏差=△C-上偏差
2.3测量方法
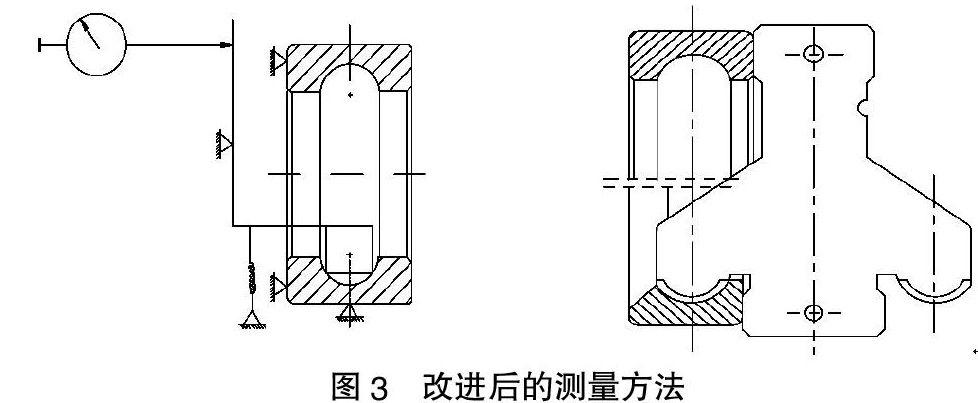
使用D012沟位置测量仪,首先应根据被测沟道曲率半径的数值,选择适当的平头侧头,并要是侧头处于所加工基准件沟道的中性位置,按照基准件的尺寸,将表调到零位后,即可对工件进行测量。测量时一定要使工件的基准面靠紧支承面两面测量。根据测量表头指针所指位置和根据工艺文件规定的偏沟位置计算出的最大沟位置、最小沟位置偏差,即可判断被测工件的合格与否。若测量范围在最小沟位置偏差至最大沟位置偏差范围内即为合格,并使用原来的沟位置样板作为辅助测量校对及检验用具。
3.改进后使用效果
改进后测量方法较用样板测量精度有很大的提高,而且测量数值直观、操作简单、调整方便,并且提高了操作工人、检查员的车加工、检查的技能水平,使其在加工中理论知识与实际操作共同运用,提高角接触轴承外沟工序的产品质量,使角接触产品废品率大大降低,减少角接触产品废品率高给分厂造成的损失。
4.结束语
由以上测量方法的改进使我们的思维得以拓展到加工双列轴承的测量,加工半个工件,以此工件作为基准件对表测量,而且还扩大沟位置测量仪的使用范围,逐渐取替沟位置样板,总之我们应不断改进加工方法及检验方法 ,从而提高产品质量,减少由于加工及测量误差造成的损失。
