电化学氧化法对模拟废水中茜素红染料脱色的研究
2013-10-29 09:33:26马红竹
陕西师范大学学报(自然科学版) 2013年5期
郑 博,马红竹,王 博
(陕西师范大学 化学化工学院,陕西 西安710062)
茜素红是广泛应用在纺织工业中的一种人工合成蒽醌染料,具有水溶性和高稳定[1],排放到河流中会影响到人类健康和水生生物的生存.处理这类染料一般从经济和环境两方面考虑.到目前为止,文献中已经报道了许多有关染料脱色的方法,其中最典型的方法有生物法、物理法和化学法.传统的生物法对染料色度的完全去除不是很有效[2].许多国家对于废水排放都出台了新的和更加严厉的条例.为了适应这些新条例,寻找一种新的更加有效的废水处理技术很有必要[3].高级氧化技术(AOPs)是一种非常有用的技术,主要有臭氧氧化、Fenton氧化、光催化氧化、湿式氧化、电化学氧化等[4].高级氧化技术一般通过多步过程产生羟基自由基(·OH),这些自由基有很强的氧化性,几乎可以把各种有机物氧化成可生化降解的小分子或者二氧化碳和水(·OH还原电势为2.8V).在所有高级氧化技术中电化学氧化处理废水受到了更大的关注[5].
本实验以酸化活性白土为催化剂,用石墨作阳极钛网作阴极,用电催化氧化法处理蒽醌染料废水茜素红,通过实验找出最佳操作条件.
1 实验
1.1 主要仪器与试剂
试验仪器主要有500mL电解槽、空气压缩机、转子流量计、磁力加热搅拌器、恒电位仪、UV7504PC型紫外—可见分光光度计、PHS-3C型酸度、环境扫描电镜.
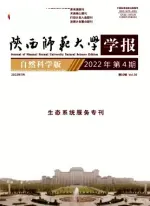
试验主要试剂有蒸馏水、草酸、茜素红(见表1)、硫酸钠、氯化钠、氢氧化钠、硫酸、无水乙醇等,常用试剂均为市售分析纯.
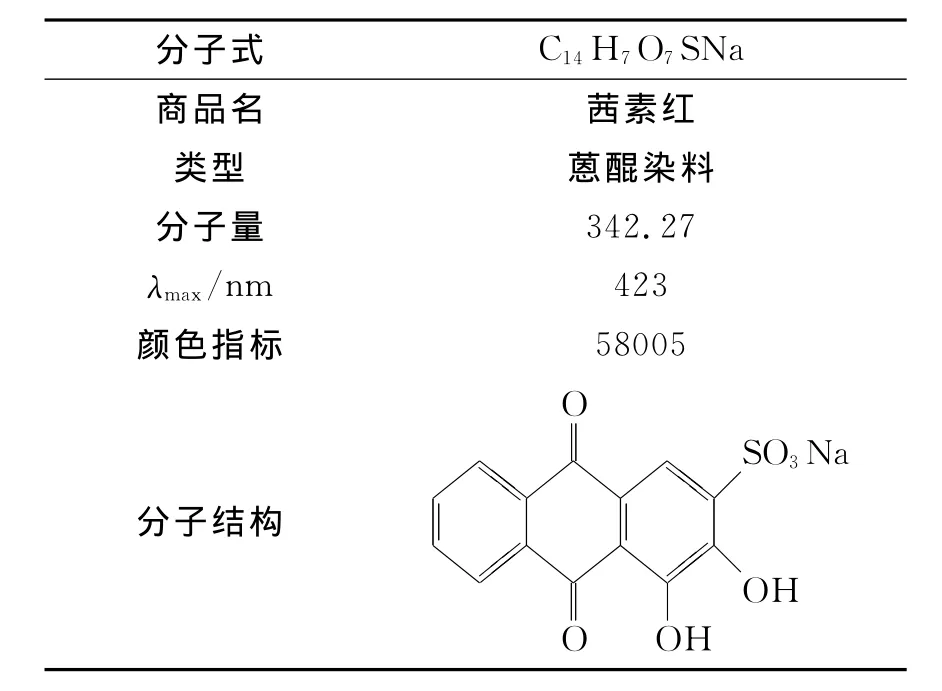
表1 茜素红的基本性质Tab.1 Basic properties of alizarin red S
1.2 实验方法
1.2.1 模拟染料茜素红废水的配制 准确称取一定量茜素红于500mL的烧杯中,加入适量蒸馏水使其溶解.用容量瓶定容,配制质量浓度分别为100 mg/L、200mg/L、300mg/L、400mg/L的茜素红溶液.为避免研究过程中其他因素的干扰,实验均采用蒸馏水配制.茜素红属蒽醌类染料,本身电导能力差,而实际的染色废水中盐含量较高,故本研究中以无水氯化钠或无水硫酸钠作为电解质,以调整模拟废水的电导性能.
1.2.2 催化剂的制备 20g活性白土与200mL,0.25mol/L的硫酸回流180min.然后处理后的活性白土陈化、抽滤,用蒸馏水清洗数次.在373K下用干燥箱烘干燥到质量恒定.在做实验前将干燥好的活性白土放入马弗炉中,在空气气氛下773K煅烧10h.
1.2.3 降解装置及实验 电化学反应器为自行设计制作,如图1所示,反应器用500mL的烧杯,以一定流速的空气由气泵鼓入体系中,再经过多孔曝气头由底部进行均匀布气.先将一定量催化剂放入电化学反应器中,以茜素红染料为目标污染物,加入一定量的氯化钠作支持解质,溶液量为500mL,茜素红浓度从100—400mg/L.以4个钛网(10×4cm)电极相互整齐贴紧排放作阴极,以石墨(10×4cm)为阳极,平行垂直放置间距2cm,以磁力搅拌子控制一定的搅拌速率,恒定电压下,每隔10min,取出水样5mL,过滤后用紫外可见分光光度计分析色度.

图1 实验装置示意图Fig.1 Diagram of the experimental installation
1.3 分析方法

吸光度均在茜素红的最大吸收波长423nm测试,其中A0为初始吸光度,At为在t时刻的吸光度.
2 结果与讨论
2.1 催化剂的形貌分析
图2是活性白土在改性前后的扫描电镜图像.
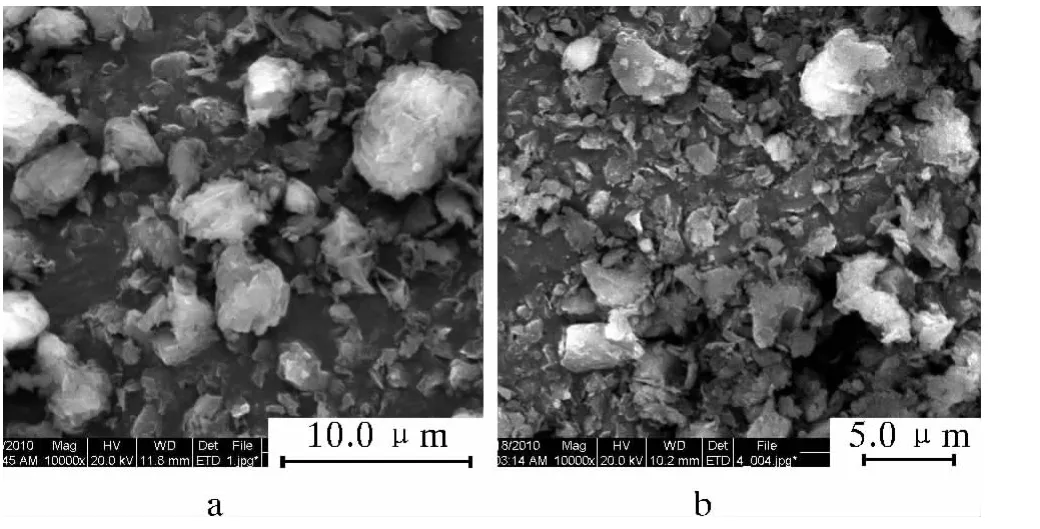
图2 活性白土改性前(a)后(b)的SEM图像Fig.2 SEM images of activated clay before(a)and after(b)modification
从图中可以看出原始的活性白土是由片状结构相互堆积在一起的并且颗粒大小不均.而在酸处理后,片状结构堆积程度下降并且颗粒大小变得更加均匀.这样的结构变化使得活性白土的比表面积增加,从而增加了活性位,有利于提高催化剂的催化活性.
2.2 茜素红的电化学降解实验
2.2.1 初始pH对脱色的影响 图3表示的是不同pH对脱色率的影响.从图可以看出随着处理时间的延长,脱色率均呈逐渐增加的趋势.在前30 min时,脱色率随时间的变化迅速上升,然后变化趋势缓慢.在50min时,脱色率分别达到96.5%(pH=3),91.4%(pH=7),84.2%(pH=11).显然,废水的脱色率随着pH值的升高而减小,这可能是因为电化学氧化主要是由电解产生的强氧化剂(·OH、H2O2等)来氧化有机物的,而在酸性条件下比在碱性和中性条件下,更有利于这些强氧化剂的存在.所以,废水在酸性条件下的脱色率较高,因此,可知废水的初始pH为3时脱色效果最佳.以下的实验均采用此pH.
图3 不同初始pH对脱色率的影响Fig.3 Effect of different initial pH on the decolorization rate
2.2.2 槽电压对脱色的影响 从图4可以看出,随着处理时间的延长,脱色率均呈逐渐增加的趋势.在50min时脱色率分别达65.9%(0V)、72.6%(5 V)、96.5%(10V)和99%(15V).当电压为0V时,脱色率较低主要是因为体系中没有电解产生效果的存在,仅只有催化剂的吸附效果.而当电压上升到15V时,脱色率的增加量增幅并不明显.这可能是因为开始随着槽电压的增大电流密度也随之增大,相应的电化学降解染料废水的效率升高.当槽电压增大到一定值时,继续增大槽电压,主电极上一些副反应也随之增多,如阳极析氧反应和阴极析氢反应,金属主电极的腐蚀反应等[6].对染料废水的降解效果改善不明显,而且会增加能耗,降低电流效率,因此,从节约能源考虑,最佳电压为10V.
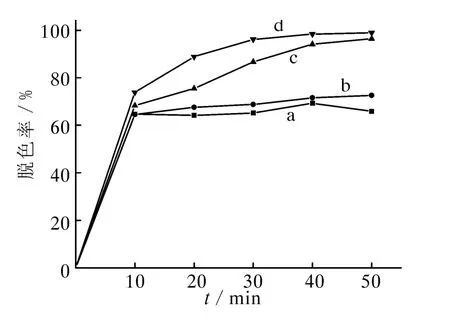
图4 不同槽电压对脱色率的影响Fig.4 Influence of different cell voltage on the decolorization rate
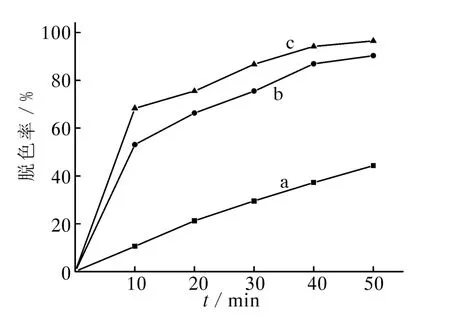
图5 改性活性白土对脱色率的影响Fig.5 Influence of modified activated clay on the decolorization rate
2.2.3 改性活性白土对脱色的影响 从图5中可以明显地看出,当体系中没有催化剂存在时,染料废水的脱色率最低.而当存在活性白土和改性活性白土时,染料废水的脱色率较高,这可能是因为没有催化剂存在时,体系中的染料分子主要是在电极上的直接氧化而降解,当加入活性白土和改性活性白土时,由于它们的比表面积较大,增加了对染料分子的吸附,有利于电化学氧化.改性活性白土结构发生变化使得比表面积比未改性活性白土大,所以对染料分子的吸附也较大,脱色率相应的较高.
2.2.4 通气量对脱色率的影响 不同通气量对脱色率的影响见图6.结果表明,当通气量从0L/h上升到100L/h时,染料废水的脱色率有明显的提高,这是由于向体系中通入空气,空气的通入能够加强对反应体系的搅拌,从而提高传质速率,而且削弱了在电解过程中的电化学极化作用.同时,空气中的氧气分子能够在钛阴极上通过下面两种途径被还原成过氧化氢[7]:
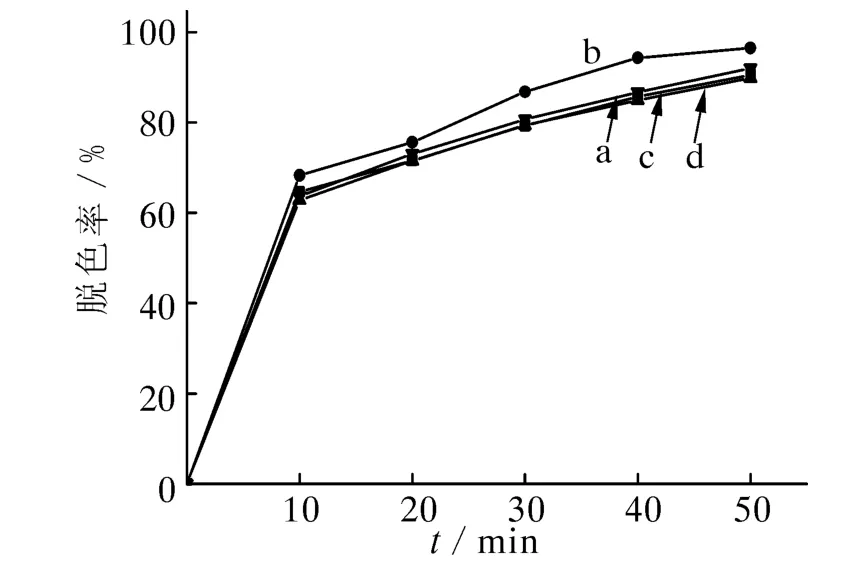
图6 不同通气量对脱色率的影响Fig.6 Influence of different ventilation quantity on decolorization rate
1)在酸性溶液中通过氧气在阴极表面的2电子反应产生:

2)在碱性溶液中发生的反应是

生成的过氧化氢对染料分子有强氧化性,加强了废水的脱色效果.但是,当通气量继续升高到150L/h和200L/h时,氧气的溶解达到饱和,提供的氧气不能完全利用,并且染料废水的脱色率没有明显升高且有不同程度的下降.因此,从经济的角度上考虑,其余实验均用通气量为100L/h.
2.2.5 氯离子对脱色的影响 电解质的加入可以增加溶液的电导率,提高电流效率.通过图7可以看出,随着处理时间的延长,两种电解质的加入都使得脱色率均呈逐渐增加的趋势.在50min时脱色率分别达到97.1%(氯化钠),70.2%(硫酸钠).显然,用氯化钠作电解质时染料脱色率明显高于用硫酸钠作电解质.这可能是因为电解质为氯化钠时,不光起到增加电导率的作用,而且氯离子的存在,在电化学体系中会产生次氯酸等强氧化剂.具体过程如下:首先,溶液中的氯离子会在阳极是电子生产氯气,反应方程为
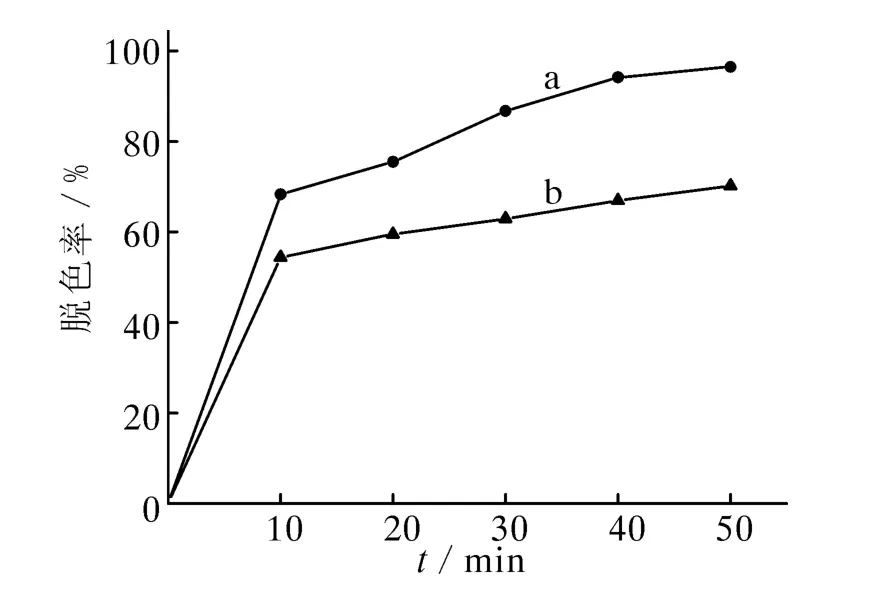
图7 不同电解质对脱色率的影响Fig.7 Influence of different electrolyte on the decolorization rate

其次,氯气再产生次氯酸,反应方程为

最后,次氯酸进一步溶解电离出次氯酸根离子,反应方程为

这些强氧化性物质的存在有利于降解有机物,增加脱色效果.

图8 不同浓度的染料对脱色率的影响Fig.8 Influence of different concentrations of dye on decolorization rate
2.2.6 染料废水初始浓度对脱色率的影响 图8表示不同浓度的染料对脱色率的影响.从图可以看出,随着处理时间的延长,脱色率均呈逐渐增加的趋势.在50min时,脱色率分别达到98.8%(100mg/L),97.1%(200mg/L),89.7%(300mg/L),45.2%(400mg/L).其他条件相同的情况下,染料废水的初始浓度不同,废水的脱色率不同,染料废水的初始浓度越低,废水的处理效果越好.说明废水浓度的增加导致废水中染料分子的增加,从而使得降解茜素红的时间变长,在相同的时间里,相应的脱色率也就降低.
2.2.7 茜素红处理前后的紫外-可见光谱的研究图9是茜素红处理前后的紫外-可见光谱图.通过图可以清楚地看到原水处理前分别在296nm(蒽环中的对醌结构引起的吸收峰)的紫外区和423nm(由对醌结构中==C O引起的吸收峰)的可见区有最大吸收峰.在处理后,可以看到紫外区的最大吸收峰有所减弱并且发生蓝移,而可见区的吸收峰基本消失.这可能是因为在电解过程中,染料分子被氧化成小分子,并且染料分子的发色基团也在此过程中被破坏,从而使染料脱色.
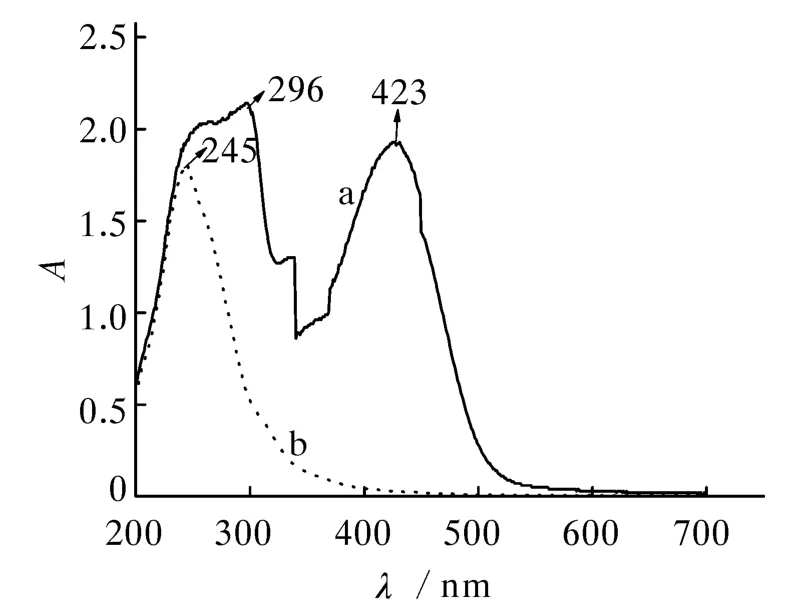
图9 茜素红处理前后的紫外-可见光谱图Fig.9 The UV-visible spectra of alizarin red S before and after treatment
3 结论
通过实验可以得到以下结论:对本实验影响较大的因素分别为:溶液的pH、槽电压、电解质的种类和染料浓度.实验的最佳条件为:在室温下电解50min、浓度为200mg/L、pH为3、槽电压为10V、电解质为3g/L的氯化钠、酸化活性白土20g/L、通气量为100L/h时,染料废水的脱色率能够达到97.1%.
[1]Yunus R F,Zheng Y M,Nanayakkara K G N,et al.Electrochemical removal of rhodamine 6Gby using RuO2coated Ti DSA[J].Industrial and Engineering Chemistry Research,2009,48:7466-7473.
[2]Jain R,Shrivastava M.Photocatalytic removal of hazardous dye cyanosine from industrial waste using titanium dioxide[J].Journal of Hazardous Materials,2008,152:216-220.
[3]Vandevivere P C,Bianchi R,Verstraete W.Treatment and reuse of wastewater from textile wet-processing industry:review of emerging technologies[J].Journal of Chemical Technology and Biotechnology,1998,72:289-302.
[4]Gutierrez M C.A review of electrochemical treatments for colour elimination[J].Journal of the Society of Dyers and Colourists,1999,115:342-345.
[5]Mohan N.Electrochemical oxidation of textile wastewater and its reuse[J].Journal of Hazardous Materials,2007,147:644-651.
[6]Wang Chih Ta,Chou Weilung,Kuo Yiming.Paired removal of color and COD from textile dyeing wastewater by simultaneous anodic and indirect cathodic oxidation[J].Journal of Hazardous Materials,2009,169:16-22.
[7]Mohan N,Balasubramanian N,Basha C A.Electrochemical oxidation of textile wastewater and its reuse[J].Journal of Hazardous Materials,2007,147:64.
猜你喜欢
河北大学学报(自然科学版)(2022年2期)2022-04-22 08:55:42
中国调味品(2022年4期)2022-04-13 02:33:12
昆明冶金高等专科学校学报(2021年1期)2021-05-10 01:52:52
安徽医科大学学报(2020年12期)2021-01-18 11:44:46
分析化学(2018年8期)2018-11-01 06:59:58
广州化工(2016年8期)2016-09-02 00:48:12
湖南农业(2016年3期)2016-06-05 09:37:36
特产研究(2014年4期)2014-04-10 12:54:18
中国粮油学报(2014年8期)2014-02-06 01:34:06
大众科技(2013年3期)2013-08-15 00:49:59