安全端异种金属焊缝超声检测中TRL探头的选用及应用技巧
2013-10-25 05:21:48卢威,尹鹏,刘云,聂勇
无损检测 2013年12期
卢 威,尹 鹏,刘 云,聂 勇
(中核武汉核电运行技术股份有限公司,武汉 430223)
安全端异种金属焊缝的结构复杂,材料晶粒粗大,存在各向异性。对其进行超声检测时,声波偏转较明显,超声能量严重衰减,噪声水平较高。采用单晶探头对这类焊缝进行超声检测存在信噪比较低、定量精度不高等困难。目前,根据实际超声检测经验和效果来看,针对这类焊缝使用TRL探头(一发一收式双晶纵波探头)具有较明显的优势。如何正确合理地选用及应用TRL探头成为能否达到较佳检测效果的关键所在。笔者通过实例介绍了异种金属焊缝超声检测中TRL探头选用及应用的一些技巧。
1 安全端异种金属焊缝的结构特点
安全端异种金属焊缝的结构较为复杂,包括多种材料组织,如碳钢、镍基预堆边、对接焊缝、不锈钢材料以及不锈钢堆焊层(如图1所示)。对接焊缝组织为晶粒粗大的柱状晶而且各向异性。

图1 安全端异种金属焊缝的结构
2 安全端异种金属焊缝对超声检测的影响
安全端异种金属焊缝的结构较为特殊,其对超声检测的主要影响体现在如下几个方面[1]:
(1)粗大晶粒的影响:由于异种金属焊缝晶粒粗大,因此当超声波入射到这些粗大晶粒上时,将会产生很强烈的散乱反射,使得检测信噪比大大下降,严重时噪声会湮没缺陷回波。
(2)各向异性的影响:超声波在异种金属焊缝的各向异性介质中传播时,声波衰减和声速大小都受声束方向与晶粒轴向之间夹角的影响。同时,晶粒组织的各向异性还使得超声波声束产生偏转,即超声波能量的传播方向并不与波前相垂直,对于横波而言,这种现象更为明显。
3 TRL探头的结构和优点
TRL探头即一发一收式双晶纵波探头,由两个晶片构成,一个晶片用于发射超声波,另一个晶片用于接收超声波。一般发射晶片使用发射性能好的压电材料,接收晶片使用接收性能好的压电晶片,这样TRL探头的发射灵敏度和接收灵敏度都很高,这是单晶探头无法实现的。同时,TRL探头的两个晶片之间有一吸声性强且绝缘的隔声层,克服了发射声波和接收回波之间的相互干扰,使脉冲变窄,分辨力提高,且由于隔声层的存在,消除了发射晶片和延迟块之间的反射杂波进入接收晶片,从而减少了杂波信号,提高了检测信噪比[2]。
正是由于TRL探头的结构特点,使其在粗晶材料超声检测中存在如下的优越性:
(1)TRL探头的一发一收模式避免了楔块回波造成的杂乱波影响,消除了始波的影响,有效减少了干扰信号,有利于检测工件的近表面区域。
(2)TRL探头的一发一收模式提高了检测灵敏度、信噪比以及分辨力。
(3)TRL探头在工件中的入射波为纵波,与相同频率的横波相比,有助于减弱粗大晶粒的散射影响,减小声波的衰减。
(4)TRL探头减小了各向异性组织结构对超声波传播的影响,声波偏转较小。
4 TRL探头的选用及应用技巧
对于安全端异种金属焊缝超声检测,国内外已经开展了多年的相关研究。根据大量试验和分析,总结出如下安全端异种金属焊缝超声检测中TRL探头的选用及应用技巧。
4.1 探头角度的选择
安全端异种金属焊缝组织主要为各向异性的柱状晶。有研究表明,对于安全端异种金属焊缝,采用纵波折射角为45°的探头进行检测时,其信噪比相对较高,衰减较小[2]。当焊缝厚度较大时,可选择纵波折射角为37°的探头进行检测。当焊缝厚度较小时,可选择纵波折射角为60°的探头进行检测[1]。
2007—2017年世界纸、纸板和纸制品进口额排名前5位的国家包括美国、德国、中国、法国、英国、意大利、比利时和日本,2007年依次为中国、美国、德国、意大利和日本,2017年为美国、德国、英国、法国和意大利。中国曾于2007年位列进口第1,之后退出世界前10,直至2011年重回世界前10;除2007年和2014—2016年外,美国均占据进口额第1位;德国除2007年居第3和2014—2016年居第1外,均位居第2;英国和法国绝大多数年份分别居第2或第3位;意大利绝大多数年份居第4位。但总体来看,绝大多数年份排名前5的国家世界占比差距不大。
当焊缝中纵波声束为45°左右时,声束在柱状晶中的偏转角最小[3],所以当安全端异种金属焊缝超声检测发现缺陷时,应优先采用45°探头来测量缺陷位置、长度和自身高度,对缺陷进行定量。
4.2 探头焦距的选择
由于TRL探头发射晶片和接收晶片存在声束相交区,形成聚焦区域,此即为TRL探头的有效检测区域,如图2所示。在非有效检测区域,探头的检测灵敏度较低,因此,超声检测使用的TRL探头有效检测区域叠加起来要能保证焊缝整个受检深度范围内都被覆盖,以避免缺陷漏检或定量不准确。为了保证检测区覆盖,可以根据焊缝厚度,选择多种焦距的检测探头,每种焦距探头利用不同深度横孔采用-6dB法制作出聚焦区域范围图,然后进行叠加,以验证受检区域的覆盖(如图3所示)。

图2 TRL探头聚焦区域
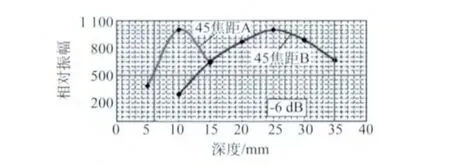
图3 TRL探头聚焦区域范围叠加图
4.3 探头频率的选择
超声波波长与探头的频率成反比关系。一般而言,当声波波长大于焊缝中的晶粒尺寸时,受晶粒散射影响小,可以减小声波的衰减。另外异种金属焊缝中不同材质界面也会导致声波有较大的衰减,频率越高,衰减越大。所以对于检测焊缝深度较深区域的中焦距和长焦距探头,要选择较低的频率,一般为0.5~2MHz。对于检测焊缝深度较浅区域即近表面区域的短焦距探头,在衰减允许的情况下可以选择使用高一些的频率,如3~4MHz,这样可以提高信号分辨力以及提高近表面区域缺陷的定量精度。
4.4 探头频带宽度的选择
由于安全端异种金属焊缝的粗晶材料组织对超声波而言相当于低通滤波器,选择宽频带探头可以减小低通滤波器的影响[4]。同时,宽频带探头产生的声波脉冲宽度较窄,在焊缝组织散射和衰减较高的情况下,具有比窄频带探头信噪比好的优点。宽频带探头的脉冲窄,能够保证在声束方向有更高的分辨力,所以应选择频带宽度较高的探头,一般要求探头频带宽度不小于60%。
5 TRL探头选用及应用实例
目前,对于安全端异种金属焊缝超声检测,一般要求能检测出焊缝及其热影响区的体积型和平面型缺陷,特别是危害性很大的平面型缺陷,如裂纹、未熔合等。对于检测出的缺陷,定量要求一般为高度定量误差不超过5mm,长度定量误差不超过15mm。
5.1 试验试件
选择核电站常见规格为φ913mm×88.5mm的异种金属焊缝试验试件,如图4。不锈钢段材料为316LN,碳钢段材料SA 508,堆焊层材料为E309C和E308C。试块上设计制作有多条不同长度、高度和位置的裂纹,其中裂纹高度最小为4.7mm,裂纹长度最小为18mm。
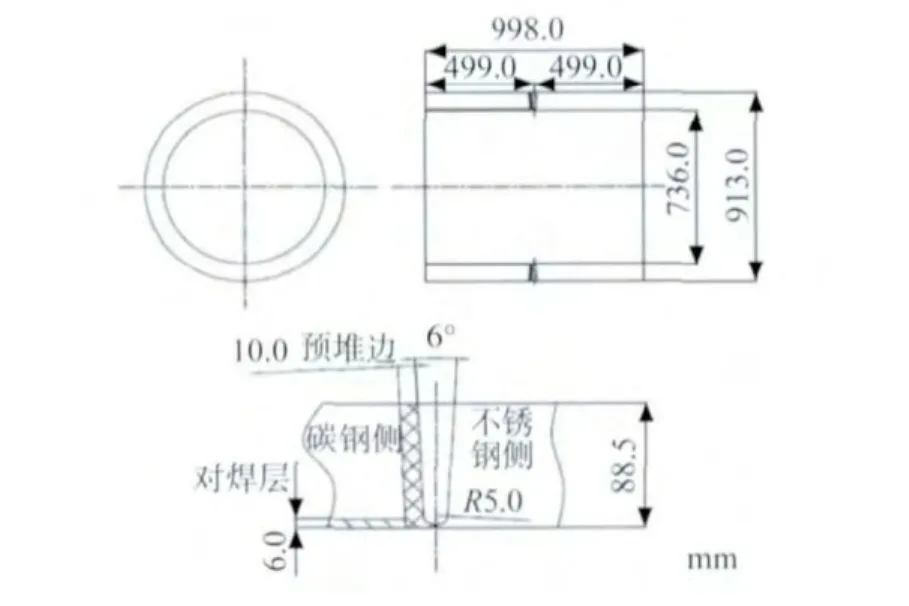
图4 异种金属焊缝试验试块
5.2 探头选用及应用
5.2.1 探头角度选用
选用45°TRL探头进行试验。
5.2.2 探头焦距选用
由于焊缝的壁厚较大,为了确保有效检测区域能够覆盖受检区域,根据检测经验,选择了3种不同焦距(短焦距、中焦距和长焦距)的45°的TRL探头,并对探头有效检测区域进行覆盖验证。
利用含有不同深度φ2mm横孔的参考试块,分别制作出每种焦距探头实际聚焦区域图,然后进行叠加,如图5。根据图示,3个探头的实际聚焦区域组合在一起能够覆盖受检区域。所以,选用了三种焦距的45°TRL探头,以保证整个检验区域的覆盖。
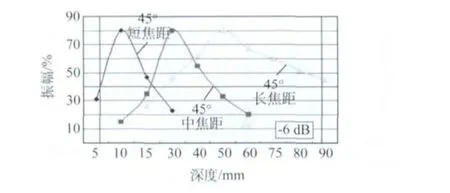
图5 探头聚焦区域
5.2.3 探头频率选用
探头焦距越大,探头有效检测区声程越大,声束传播的距离越远。随着传播距离的增加,衰减也逐渐增大。对于焦距越大的探头,其频率应相应降低,以减少衰减。所以,对于短焦距探头,选用4MHz频率;对于中焦距和长焦距探头,选用1~2MHz频率。
5.2.4 探头频带宽度
为了提高信噪比和分辨力,要求选用频带宽度大于等于0%的探头。上节中选用的短焦距、中焦距和长焦距探头在检测前进行了频带宽度测量,其实测频带宽度分别为62%,84.2%和85.7%,满足对频带宽度的要求。
利用所选用的探头,对试验试件进行实测。试件中所有设计制作的裂纹都能够被发现,裂纹自身高度测量误差范围为-3.0~1.3mm.,长度测量误差范围为-1.6~9.2mm。裂纹的尖端信号均能清楚分辨,信号的信噪比大于6dB,图6~8分别为不同位置裂纹的典型信号显示图。检测结果说明检测效果十分理想,探头选用较为正确。
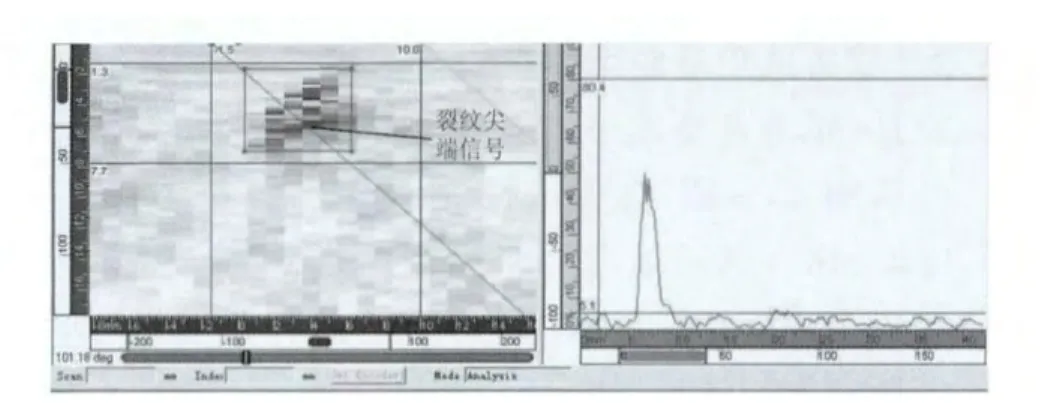
图6 内表面裂纹的典型信号

图7 中部埋藏裂纹的典型信号

图8 外表面裂纹的典型信号
6 结论
正确合理地选用及应用TRL探头,可以提高异种金属焊缝超声检测的可靠性和准确性。使用所述原则和技巧,以及正确合理地选用TRL探头,可以保证在异种金属焊缝超声检测中能够获得较高的灵敏度、信噪比以及较好的分辨力,并在缺陷定量时达到较高的测量精度。
[1] 郑晖,林树青.超声检测[M].北京:中国劳动社会保障出版社,2008:302-304.
[2] 刘凯.正确选择和使用纵波双晶探头[J].无损探伤,2005,29(2):29-32.
[3] 李衍,冯兆国.不锈钢焊缝的超声检测-现状与发展[J].无损探伤,2005,29(3):1-6.
[4] DELAIDE M,MASE G.Design and Application of Low-Frequency Twin Side-by-Side Phased Array Transducers for Improved UT Capability on Cast Stainless Steel Components,2000,5(10):10-15.
猜你喜欢
摄影与摄像(2021年12期)2021-10-01 14:23:33
艺术品鉴(2021年21期)2021-08-15 05:54:58
锦绣·上旬刊(2020年3期)2020-06-08 09:43:52
测控技术(2018年8期)2018-11-25 07:42:16
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
电子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04