用纵波直探头测量新型耐热钢材料横波声速的方法
2013-10-25 05:21张纪周袁世丽何顺开
无损检测 2013年12期
张纪周,袁世丽,何顺开
(北京巴布科克·威尔科克斯有限公司,北京 100043)
为了节约能源、提高发电效率、减少污染,超临界、超超临界发电机组已经成为我国火电发展的必然趋势。机组运行参数(温度、压力)和单机容量的增加,促进了更高强度耐热钢的开发与应用。目前在建的多台超临界、超超临界机组的关键部件(高温集箱、主蒸汽管道等)都使用了P91、P92等新型耐热钢材料。
P91、P92钢与普通碳素钢材料的声学特性存在很大差异。由于P91材料与普通碳素钢材料的声速不同,使得同一横波斜探头在两种材料中的折射角度不同。因此,对P91对接焊缝进行超声波检测时,仪器扫描时间的校准和横波斜探头K值的测定,不能只使用CSK-ⅠA标准试块。否则,会造成定位误差,严重时极有可能发生漏检及误判的情况。检测中,为避免上述情况,可以采用以下两种方法:
(1)制作P91材料的CSK-ⅠA、CSK-ⅢA等专用标准试块。
(2)采用普通材质试块调试后,测定P91材料的横波声速,然后计算并修正。
理论上,使用与工件同种材料的标准试块校准更准确,但是生产中却并不适用,无法做到为每一种新材料做一种标准试块,那样也就失去了标准试块的意义。相反,如果能在现有条件下测量出该材料的横波声速,那么用计算后修正的方法反而更适用。
使用数字超声波探伤仪探伤时,声速是影响探伤定位、定性的重要因素。只有准确输入被检材料的横波声速,才能对缺陷的深度、位置进行精确的测量。因此测试P91材料的横波声速cSP91是解决问题的关键所在,必须选择一种可以有效测试横波声速的方法。笔者介绍一种简单、可行同时又适用于大部分钢材料的横波声速测试方法。
1 原理分析
1.1 单晶直探头探伤中的变形横波现象
在使用单晶直探头对上下表面平行的锻件进行检测时,经常会遇到在一次底波B1之前没有任何缺陷回波,而在B1与二次底波B2之间及B2与三次底波B3之间……总存在着幅度很小且位置相对固定的回波。当从锻件的另一面检测时,该回波仍然出现在B1后的相同位置。
很多人将其判断为小缺陷波。当然也有人不认为是缺陷波,而将其解释为侧壁干涉、声波叠加等现象。笔者觉得将其解释为迟到波更合理。
所谓迟到波,即当探头置于细长(或扁长)工件或试块上时,扩散纵波波束在侧壁产生波型转换,转换为横波,此横波在另一侧面又转换为纵波,最后经底面反射回到探头,被探头接收,从而在示波屏上出现一个回波。由于转换的横波声程长,波速小,传播时间比直接从底面反射的纵波长。因此,转换后的波总是出现在第一次底波B1之后,故称迟到波。
可见,产生迟到波的必要条件就是波束扩散。扩散纵波波束倾斜入射侧壁发生波型转换,从而产生变型横波。那么试想扩散纵波波束相对于底面同样也属于倾斜入射,因此必然也会产生变型横波。
1.2 变型横波产生原因分析
直探头所发出的纵波也不是一条直线,而是以一定角度扩散的锥形。那么,既然有扩散,其自身也会产生波型转换。以下以单晶直探头(2.5P14Z)为例说明此问题。半扩散角θ0的公式为:

式中:λ为波长;Ds为晶片直径。
已知探头频率f=2.5MHz;晶片直径Ds=14mm;钢中纵波声速cL=5 900m/s;钢中横波声速cS=3 230m/s。则,纵波波长λL为:

纵波半扩散角:

同理,横波波长:

横波半扩散角:

那么,可以认为单晶直探头(2.5P14Z)在钢中产生的纵波声束包含着一个同轴的横波声束,其半扩散角约为6.4°,如图1所示。该横波由于能量非常微弱,通常不会被发现。只有在检测需要较高灵敏度的工件(如锻件等)的情况下,才有可能被发现。

图1 半扩散角声束示意
1.3 推导横波声速计算公式
将单晶直探头 (2.5P14Z)置于 RB-Ⅲ 试块40mm厚度位置,将仪器灵敏度调整为80%B1+30 dB。在一次底波B1和二次底波B2之间出现两个波幅相对较小的回波BLS和BSS,如图2所示。以下逐一分析B1、B2、BLS和BSS四个回波的路径,其对应的深度值分别为 HB1,HB2,HBLS和 HBSS。

图2 标准试块的波形
图3为一次底波B1的回波路径。可见,B1回波是纵波声束在试件中往复形成的,声程是试件厚度H的两倍。超声波探伤仪记录的声程(深度)都是单程。所以,B1的显示深度正好为试件的厚度。用公式可表示为:

推导可得:

图3 B1回波路径

图4为BLS的回波路径图。可见,BLS回波包括纵波与横波,其能量为变型纵波与变型横波之和。由于包含了横波的成分,其回波时间滞后于纵波的一次反射波B1。用公式可表示为:

推导可得:

代入式(2)得:

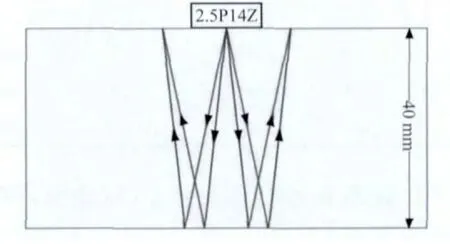
图4 BLS回波路径
图5为BSS的回波路径图。可见,BSS为横波产生的回波,不包含纵波的成分。因此,其往复时间要长于包含纵波的BLS,回波的位置也滞后于BLS。用公式可表示为:
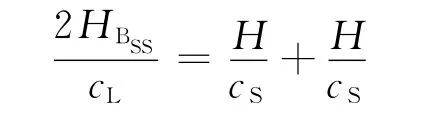
推导可得:
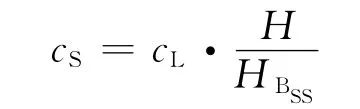
代入(1)式得:

图6为二次底波B2的回波路径图。可见,B2回波是纵波声束在试件中往复两次形成的,声程是
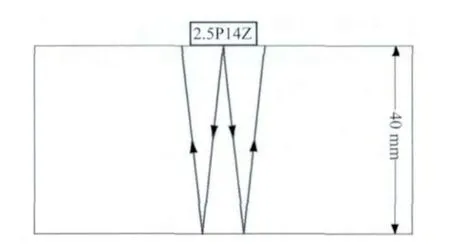
图5 BSS回波路径
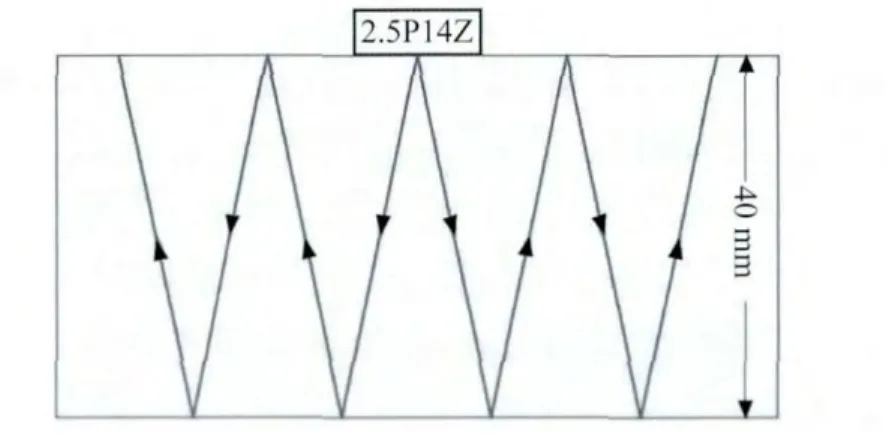
图6 B2回波路径图
试件厚度H的四倍。其显示深度为试件厚度的两倍。用公式可表示为:

推导可得:

2 试验验证
2.1 试验设备
仪器选用HS610,HS610eA型脉冲反射式数字超声波探伤仪。探头为单晶直探头2.5P14Z。试块为CSK-ⅠA标准试块;CSK-ⅠB标准试块。试件为 φ447.5mm×65mm 的 P91钢 管;φ773.5mm×146.5mm的P92钢管。辅助工具为游标卡尺。
2.2 验证过程
(1)将探头置于普通 CSK-ⅠA 标准试块100mm处,采用自动调校的方式调整扫描时间为1:1,从而得到该探头的零偏值L0。所谓探头零偏值,即超声波在探头内从晶片至接触面的传播时间。
(2)用游标卡尺精确测量P91试件的厚度H。
(3)将探头放置于P91试件的表面并调整扫描范围至能够显示出二次底波B2。
(4)将L0输入仪器参数,用闸门圈住一次回波B1,调整仪器的声速值,当仪器显示B1的深度值HB1与P91试件的实际厚度H相吻合时,此时的声速即为P91钢实际的纵波声速cLP91。
(5)提高仪器增益30dB以上,使得B1与B2之间出现回波BLS和BSS。用闸门圈住BLS或BSS,记下仪器显示深度HBLS或HBSS。
(6)利用公式(3)或(4)来计算P91钢的横波声速,得:

通常BSS的波幅远低于BLS,甚至由于试件表面粗糙度或晶粒度的原因而没有明显的BSS。因此大多数的情况下要以式(3)来计算横波声速。值得注意的是,在读取回波B1,BLS及BSS的显示深度时,必须使得其波高达到相同的波幅(通常选择80%),以尽可能地减小误差。
以CSK-ⅠA标准试块为例进行验证:
(1)用游标卡尺测量CSK-ⅠA标准试块实际厚度H=25mm。
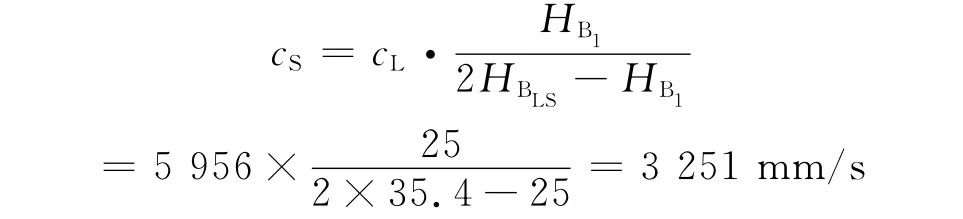
(2)如图7(a)所示,用闸门圈住一次回波B1,调整仪器的声速值,使得B1的显示深度HB1=H=25mm,读取此时的纵波声速cL=5 956m/s。
(3)如图7(b)所示,用闸门圈住回波BLS,自动增益到与B1同一幅度,读取回波BLS的深度HBLS=35.4mm。代入式(3)求得试块中的横波声速cS:
同理对 CSK-ⅠB标准试块、P91钢管φ447.5mm×65mm、P92 钢管φ773.5mm×146.5mm试件的验证结果如表1。
2.3 结果分析
由上述结果可知:
(1)标准试块为普通碳钢的横波声速为3 251m/s,与已知的碳钢、低合金钢横波声速实际横波声速3240m/s相差不大;同种材料的两种标准试块,所测的横波声速也不相同。(2)P91钢横波声速为3308m/s;P92钢横波声速为3284m/s。试验误差会对声速的测量有一定的影响。产生的原因有:
(1)仪器的水平线性存在误差,例如仪器的水平线性误差为小于0.1%。
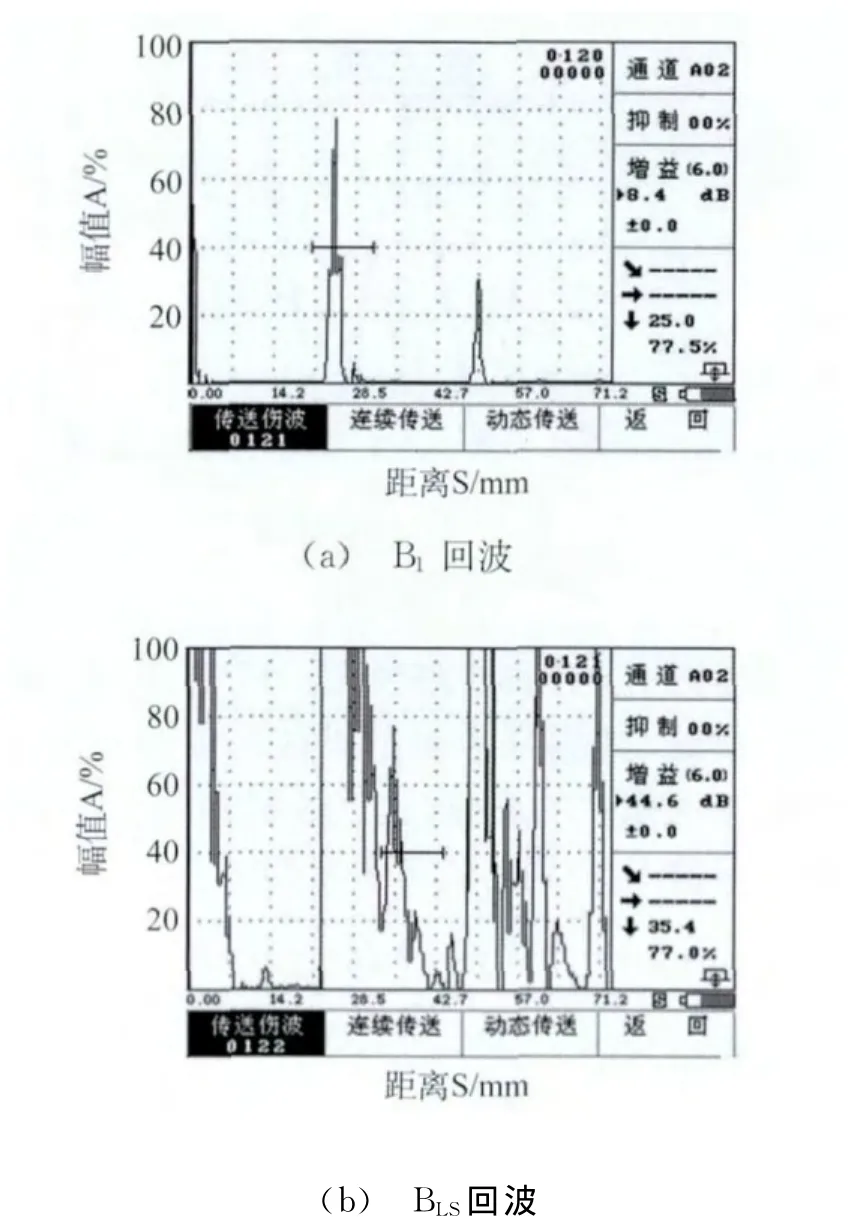
图7 CSK-ⅠA标准试块回波
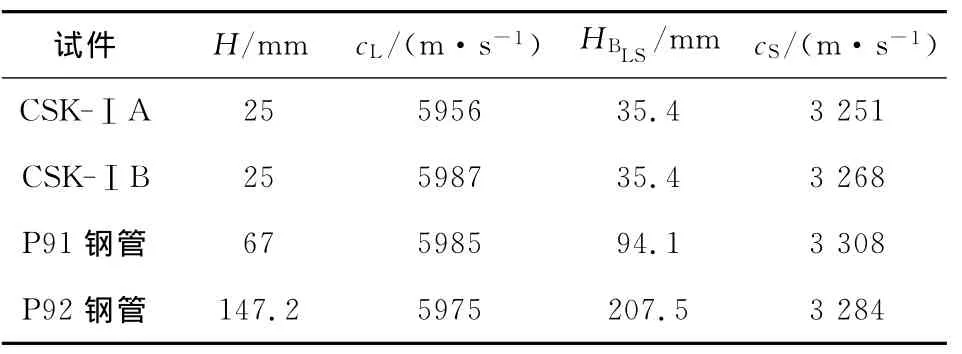
表1 验证横波声速结果
(2)试块加工时存在误差,试块允许存在0.05%的加工误差。
(3)不同仪器之间数/模转换方式不同引起的误差。
(4)仪器产生超声波时触发和振铃时间的不同造成的差异,都可能引起测试误差。
3 应用实例
检测人员在对材质为P91的集箱管座角焊缝进行超声波检测时,选用K2横波斜探头(实测K=1.97)检测集箱管座角焊缝(规格为φ325mm×64mm)。在管座上大约3点的位置,检测到一个超标缺陷(显示深度为62mm,指示长度为40mm)。通过笔者阐述的测试方法测出P91材料的横波声速cS913 313m/s,而钢中横波声速cs钢=3 237m/s。两种声速下计算所得折射角分别为β钢=63.1°,βP91=65.9°。
对于仪器指示深度H=62mm处的缺陷,则仪器指示的声程为:

仪器指示的水平位置为:

而缺陷在P91材料中的实际声程为:
缺陷在P91材料中实际深度为:

缺陷在P91中的实际水平位置:

可见缺陷的实际位置与仪器指示位置相比深度差:ΔH=57.2-62=-4.8mm;水平差ΔL=128-122.2=5.8mm。
即,缺陷的实际深度比显示深度浅了4.8mm,缺陷的实际水平距离比显示水平距离远了5.8mm。
4 结语
综上所述,采用推荐的横波声速测量方法与其它方法相比,操作简单、方便,最大限度地排除了人为误差,可以快速准确地测量出超声波检测中所需要的不同钢种的横波声速,能保证超声波检测缺陷定位的准确性,尤其对较厚部件根部缺陷进行定位时,减少误判。此方法的优点归纳为:
(1)针对不同材料的工件无需制作不同的试块,无需对材料进行取样加工。
(2)检测结果不受材料的批次及环境温度对声速影响的限制。
(3)对于薄板的检测,考虑近场区的影响,可以适当延长扫描时间,以提高测量的准确性。
(4)对于现场无法测量工件厚度的情况,可按工件公称厚度计算。
(5)由于材料不同引起的衰减问题可以按JB/T 4730-2005标准[2]所提出的方法来测试并加以修正。
[1] 郑晖,林树青.超声检测(第二版)[M].北京:中国劳动社会保障出版社,2008.
[2] JB/T 4730-2005 承压设备无损检测[S].
猜你喜欢
北京大学学报(自然科学版)(2022年2期)2022-04-08
建材发展导向(2021年19期)2021-12-06
城市道桥与防洪(2019年5期)2019-06-26
中学生数理化·八年级物理人教版(2016年7期)2016-12-24
陶瓷学报(2015年4期)2015-12-17
航空学报(2015年4期)2015-05-07
航空学报(2015年4期)2015-05-07
浙江大学学报(工学版)(2015年6期)2015-03-01
传奇故事(破茧成蝶)(2015年6期)2015-02-28
火花(2015年1期)2015-02-27