
重型数控立式铣车床的横梁升降装置
2013-10-24 13:09李立强
制造技术与机床 2013年2期
李立强 姜 辉
(齐重数控装备股份有限公司,黑龙江齐齐哈尔 161005)
目前,最大加工直径在12.5 m以上的重型数控立式铣车床,横梁升降一般为移置运动,横梁和左右垂直刀架的总重量在140 t以上,龙门架跨距在13 m以上,横梁行程在4 500 mm以上,横梁的升降速度一般为300 mm/min。横梁升降装置一般采用异步电动机作为动力源,经过双轴伸的大降速比减速器降速后,通过左右两根动力杠将电动机的动力分别传至左右立柱顶部的两套减速箱,经减速箱再一次降速后,通过左右梯形丝杠、螺母驱动横梁沿立柱导轨作垂向移置运动,横梁升降结构中无光栅尺反馈横梁两端的实际位置。由于传动链的误差大,横梁升降时,横梁两端不能保持同步,造成横梁倾斜,使垂直刀架水平移动对工作台面的平行度经常超差,严重影响加工零件的精度。传统重型数控立式铣车床的横梁升降运动不参与数控进给,不能与机床其他数控进给轴联动,因此无法实现滑枕定悬伸等刚度切削,在机床铣削工件侧端面和加工圆柱孔时,只能使用滑枕Z轴垂向移动进行切削加工,由于在滑枕不断伸出时,滑枕的挠曲变形不断增大,造成加工工件的平面度、孔的圆柱度不高。另一方面,传统的横梁升降装置使用梯形丝杠、螺母传动,梯形丝杠传动效率低,梯形丝杠上的铜螺母承载比压小、噪声大,铜螺母磨损快、寿命短,横梁升降梯形丝杠上的铜螺母是机床的主要易损零件,更换铜螺母费时、费力。使用梯形丝杠、螺母结构的横梁升降装置所能输出的提升力小,不能满足机床横梁升降总提升力的要求,因此,横梁升降结构中必需带有机械重锤平衡装置,重锤平衡横梁和刀架等40%以上的总重量,最大加工直径在12.5 m以上的重型数控立式铣车床,其机械重锤的重量一般在60 t以上,机械配重使得龙门架的总重量大大增加,并迫使立柱下面的地基承载能力必需相应提高,机械配重造成机床整机重量和成本大大提高。采用钢丝绳提升机械重锤和梯形丝杠、铜螺母传动的传统横梁升降结构是重型数控立式铣车床的主要安全隐患之一。由于横梁升降速度低、精度低、噪声大、重量大、成本高,传统的横梁升降装置已不能适应重型数控立式铣车床向高速度、高精度、高复合性、低噪声方向发展的需要,不能满足重型电动机、船舶、重型机床和其他重型机器制造业大型零件的加工需要。
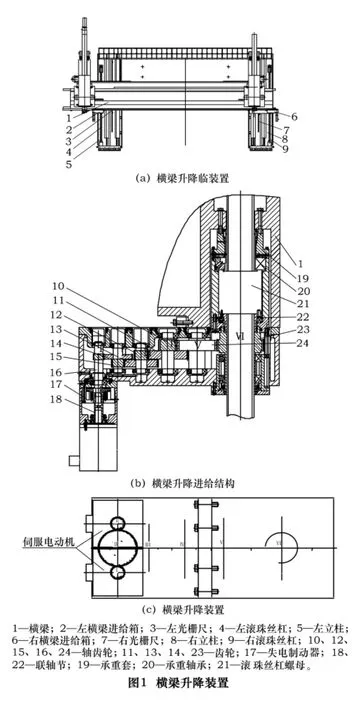
为了解决上述难题,笔者公司研制了参与数控进给运动的横梁升降装置(图1)。实现了滑枕定悬伸等刚度切削。该装置的横梁升降双边同步驱动机构,使用左右各双伺服电动机共4台伺服电动机,通过左右双减速箱降速后驱动双滚珠丝杠螺母传动,满足了重型数控立式铣车床横梁升降W轴重载荷、高刚度、高速度、高精度的要求。该装置使用横梁升降双边同步检测结构,通过位于左右立柱上的双光栅尺闭环反馈横梁两端的实际位置,在横梁升降时,使左右滚珠丝杠的螺母保持同步旋转,使横梁两端始终保持水平。横梁升降装置使用双重制动结构,在机床断电时,使用带制动的4台伺服电动机和左右各双失电制动器共4个失电制动器同时制动横梁,横梁的制动安全、可靠。横梁升降进给装置无需机械重锤平衡装置,大大降低了机床的整机重量和立柱下面地基的承载量,降低了机床总成本,也消除了横梁在升降过程中,摆动对横梁升降W轴数控精度的影响。
1 横梁升降装置的结构组成和工作过程介绍
新型横梁升降装置主要由横梁升降双边同步驱动机构、横梁升降双边同步检测机构、横梁升降双重制动结构组成,其中横梁升降双边同步驱动机构的结构是:横梁1位于左立柱5和右立柱8的前导轨上,左横梁进给箱2安装在横梁1左侧的下端面上,左滚珠丝杠4位于左立柱5导轨的左侧,右横梁进给箱6安在横梁1右侧的下端面上,右滚珠丝杠9位于右立柱8导轨的右侧。失电制动器17安装在左横梁进给箱2、右横梁进给箱6的下部,伺服电动机25安装在失电制动器17的下部,联轴节18上端花键孔与轴齿轮16下部花键配合联接,联轴节18下部定心孔与伺服电动机25输出轴过盈配合联接,两个轴齿轮16同时与齿轮14啮合,轴齿轮15与齿轮13啮合,轴齿轮12与齿轮11啮合,轴齿轮10与轴齿轮24啮合,轴齿轮24与齿轮23啮合,齿轮23的定心内孔套在左滚珠丝杠4、右滚珠丝杠9的外圆柱面上,联轴节22的上端面与滚珠丝杠螺母21下端面固定联接,联轴节22下端的外齿轮与齿轮23上部的内齿部分啮合,滚珠丝杠螺母21装在左滚珠丝杠4和右滚珠丝杠9上,承重轴承20装在滚珠丝杠螺母21的上端面上,承重套19的下端面压紧承重轴承20的上环,承重套19的上端面与横梁1固定联接。
左右横梁升降同步驱动机构的工作过程是:按下按钮站横梁升降起动按钮,左横梁进给箱2的2台伺服电动机25和右横梁进给箱6的2台伺服电动机25共4台伺服电动机同时旋转,4台伺服电动机25输出轴通过联轴节18带动4个失电制动器17和4个轴齿轮16旋转,即左横梁进给箱2和右横梁进给箱6中每个箱的2个轴齿轮16同时与齿轮14啮合,轴齿轮15与齿轮13啮合,轴齿轮12与齿轮11啮合,轴齿轮10与轴齿轮24啮合,轴齿轮24与齿轮23啮合,通过以上齿轮传动将伺服电动机25的扭矩传递给齿轮23,齿轮23通过联轴节22带动滚珠丝杠螺母21和承重轴承20旋转并沿左滚珠丝杠4、右滚珠丝杠9的轴向作升降进给运动,滚珠丝杠螺母21通过承重轴承20、承重套19带动横梁1作升降进给运动。
左右横梁升降制动结构的制动过程是:按下按钮站横梁升降停止按钮,左横梁进给箱2的2台伺服电动机25和右横梁进给箱6的2台伺服电动机25共4台伺服电动机25和4个失电制动器17同时制动,已经制动的4台伺服电动机25输出轴通过联轴节18制动4个轴齿轮16,同时4个失电制动器17直接制动4个轴齿轮16,即左横梁进给箱2和右横梁进给箱6中每个箱的2个轴齿轮16同时制动齿轮14,通过轴齿轮15与齿轮13啮合,轴齿轮12与齿轮11啮合,轴齿轮10与轴齿轮24啮合,轴齿轮24与齿轮23啮合,通过以上齿轮传动将伺服电动机25的制动扭矩传递给齿轮23,齿轮23通过联轴节22制动滚珠丝杠螺母21、横梁1。在机床断电情况下,在4台伺服电动机25出现制动故障时,4个失电制动器17通过以上制动过程可以独立制动横梁1,起到双重制动保护横梁的作用,有效地防止横梁1滑落事故的发生。
左右横梁升降双边同步检测机构的工作过程是:横梁1在左立柱5导轨上进给运动的实际位置信号通过左光栅尺3反馈给数控系统,横梁1在右立柱8导轨上的实际位置信号通过右光栅尺7反馈给数控系统,数控系统根据左光栅尺3和右光栅尺7反馈的信号相应控制左横梁进给箱2和右横梁进给箱6上的伺服电动机25旋转,使左、右滚珠丝杠上的滚珠丝杠螺母21同步旋转,使横梁1在左立柱5和右立柱8导轨上全行程上移动时倾斜小于0.03 mm。
2 横梁升降装置的结构特点介绍
(1)承受载荷大、速度高。在横梁升降进给装置满负载工作时,该装置可以驱动总重量在140 t以上的横梁作垂向升降数控进给运动,横梁的进给速度范围可达0~1 000 mm/min,可以满足重载荷切削时,双刀架总切削力160 kN的要求。通过大量的伺服进给系统计算后,对重型数控立式铣车床的横梁进给装置进行优化设计,该横梁升降进给装置使用左右进给箱同时驱动横梁,左右进给箱上的每个进给箱均使用双伺服电动机驱动,降低了电动机轴齿轮的模数和进给箱的外形尺寸,提高了进给箱的传动效率和输出扭矩。滚珠丝杠螺母使用八圈的高精度重载荷螺母,重载荷螺母与横梁之间使用了重载荷轴承来承受横梁重量。通过上述结构设计保证新型横梁升降装置的精度、精度保持性和使用寿命。
(2)升降进给精度高。本机床横梁升降行程在4 500 mm以上,丝杠总长度约为7 000 mm,单根滚珠丝杠承重在70 t以上,横梁的行程长,滚珠丝杠、螺母的承载要求高,横梁升降进给箱、滚珠丝杠、螺母传动结构是重型数控立式铣车床的核心技术难点,为了解决这个技术难题,笔者公司研制了滚珠丝杠固定、螺母旋转,滚珠丝杠下部轴肩承重的结构,即横梁、刀架的总重量直接作用在滚珠丝杠下部的轴肩上,再通过主承重法兰盘作用在立柱前部的支承体上,再通过立柱地脚垫铁直接作用在地基上,滚珠丝杠的受力状态最佳、精度和精度保持性最好。横梁在左右立柱导轨上作进给运动的实际位置信号通过左右光栅尺反馈给数控系统,数控系统根据左右光栅尺反馈的信号相应控制左右进给箱上的伺服电动机旋转,驱动左右滚珠丝杠螺母旋转,使横梁两端始终保持同步和水平,在横梁的全行程上,保证横梁的倾斜始终满足机床精度要求。
(3)横梁升降装置重量轻、成本低。由于取消了机械重锤,使重型机床整机的重量降低了60 t以上,简化了传统横梁升降装置的结构,彻底解决了钢丝绳提升机械重锤和梯形丝杠、铜螺母传动结构引起的机床主要安全隐患问题,降低了机床的成本,减少了用户维护横梁升降装置的成本,提高了机床的性价比。并使横梁升降由移置运动改进为W轴数控进给运动,并同垂直刀架水平进给运动X轴、工作台转动C轴进行数控三轴联动,实现了滑枕定悬伸等刚度切削。
(4)横梁升降装置的制动安全可靠。新型横梁升降装置使用伺服电动机驱动滚珠丝杠传动结构,由于滚珠丝杠不自锁,使得横梁的制动安全显得尤其重要。新型横梁升降装置选用带抱间的伺服电动机制动横梁,同时,还使用了失电制动器制动横梁,失电制动器位于伺服电动机输出端和减速箱输入端之间的位置,伺服电动机、失电制动器的制动扭矩经减速箱传动后制动扭矩放大,制动扭矩放大倍数与减速箱的降速比相同,这样的结构设计可以使伺服电动机、失电制动器额定制动扭矩的规格参数降至最低。在机床断电时,4台伺服电动机和4个失电制动器经减速箱将制动扭矩放大后同时制动横梁。在横梁升降伺服电动机出现故障时,4个失电制动器经减速箱将制动扭矩放大后可以独立制动横梁,新型横梁升降装置由于使用了失电制动器,达到了双重制动、双重保护横梁的目的,有效地防止了在伺服电动机制动失效时,造成横梁滑落事故的发生。
3 结语
笔者公司生产最大加工直径12.5 m的重型数控立式铣车床,横梁升降行程为5 m,经过在该机床上使用后验证,横梁的快速移动速度达到了1 000 mm/min,横梁升降W轴的定位精度小于0.034 mm,横梁在全行程上移动时的倾斜小于0.03 mm,重复定位精度小于0.012 mm,反向偏差小于0.006 mm。该横梁升降装置已被笔者公司正式申请了国家发明专利,专利申请号为201110402122.X。
猜你喜欢
机电信息(2022年9期)2022-05-07
制造技术与机床(2019年11期)2019-12-04
中国特种设备安全(2019年3期)2019-04-22
制造技术与机床(2019年1期)2019-01-14
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年2期)2017-05-04
汽车科技(2015年1期)2015-02-28
汽车零部件(2014年5期)2014-11-11
中国重型装备(2013年1期)2013-11-18
