Pro/E后置处理程序的研究
2013-10-16 12:15葛卫京智红英谢汝兵
太原科技大学学报 2013年4期
葛卫京,杜 娟,智红英,谢汝兵
(太原科技大学机械工程学院,太原 030024)
CAM系统根据加工零件的结构特征,结合工艺决策,生产描述加工过程的刀具轨迹信息文件,即刀位文件CLF(Cut Location File),刀位文件与采用哪一种特定的数控机床无关,是一种中性文件,这一过程被称为前置处理。由于数控系统的多样性,刀位文件还不能做为数控机床的控制指令,必须经过后置处理器从其提取相关的信息,最终生成数控机床所能直接识别的NC程序。
由于不同的数控机床采用不同的数控系统,所以不同的机床能识别的NC程序格式不同,而且,一般的情况下CAD/CAM软件系统所配通用后处理器与机床的数控系统不匹配,生成的代码需人工做大量的修改,严重影响了CAM模块的应用效率[1]。
因此,必须充分利用CAD/CAM后置处理软件的开放性,提高数控编程的效率。本文以Gpost为平台,在选配文件的通用设置的基础上,研究了如何利用FIL语言编写宏程序编写专用后置处理器,提高了Pro/E后置处理的能力,并为充分发挥CAD/CAM一体化的作用奠定了坚实的基础。
1 Pro/E后置处理工作过程
Pro/E首先根据加工对象的特征,加工参数和工序设计生成加工刀具路径文件(CL文件),并以此文件做为后置处理输入文件,然后读取通过机床选配文件生成器生成的选配文件(Option文件),最后后置处理程序把刀位文件转化成机床能识别的格式,并输出机床控制文件(MCD)和处理过程文件(LIST)。
对于Option文件无法解决的问题,可以利用FIL(Factory Interface Language)语法结构对数控系统结构特性进行二次开发。
其中选配文件(Option)文件是通过询问、开关、选择的设定等方式对Pro/E的后置处理平台进行相应的修改来满足机床的NC代码。主要包括机床类型定义、文件类型定义、NC程序的开始和结束的定义等。FIL文件主要针对的是相应数控机床格式及数控输出方面的控制,使其满足数控机床的正确配置。机床控制文件(MCD文件)即NC代码文件,可以直接传输到数控设备上,驱动和控制数控机床进行数控加工。处理过程文件(LIST文件),我们可以得到后处理过程的几乎所有信息,其中包括刀具轨迹文件名,采用的后处理选配文件名称,后处理程序的宏命令,生成的NC代码的长度,循环的时间,和警告的次数,日期和时间等[2]。
选配文件的设置包括基本的准备工作、选配文件的初始化、参数文件的设置三个过程[3-4]。基本的准备工作:收集机床结构特征和数控系统参数;选配文件的初始化:根据实际需要创建新的选配文件;参数文件的设置:对选配文件的参数进行详细设置。
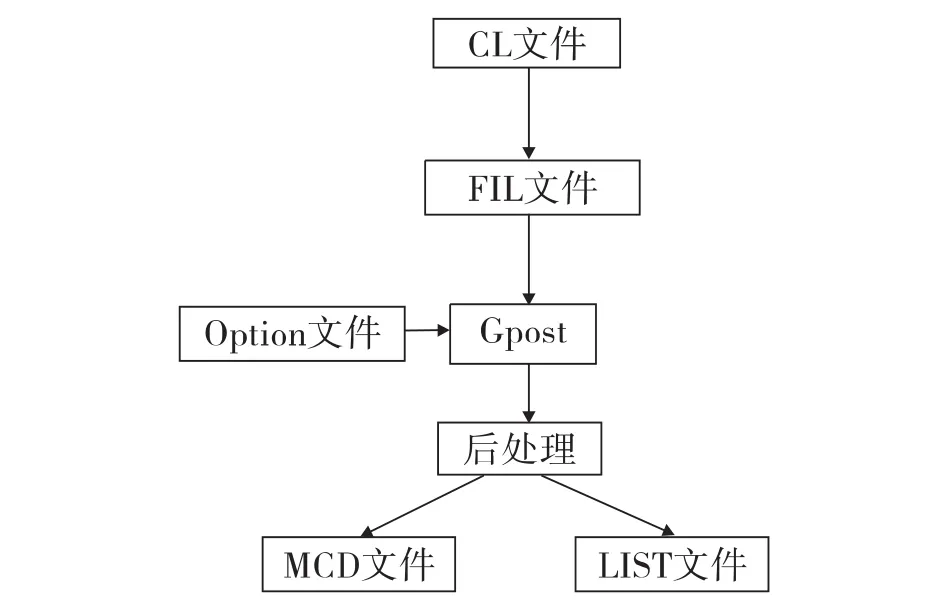
图1 Pro/E后置处理工作过程Fig.1 Post Processing's working process of Pro/E
参数文件的设置如下图所示:
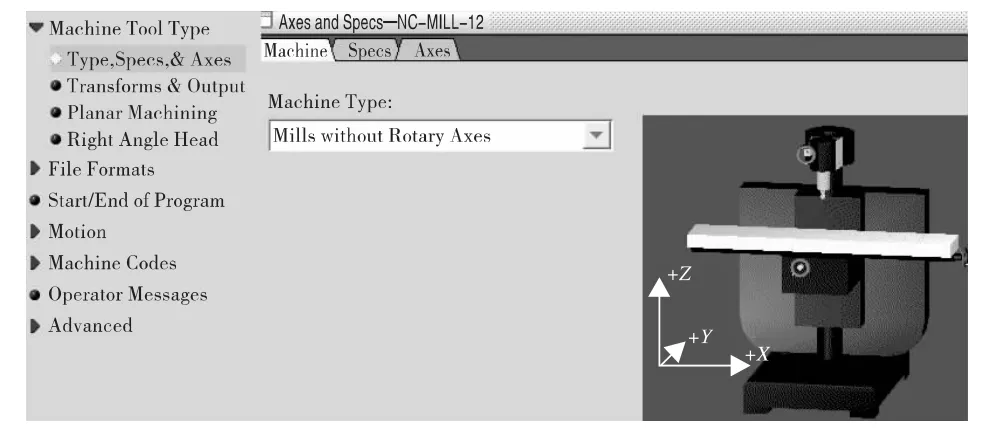
图2 选配文件参数设置Fig.2 Parameter settings of option file
2 后置处理二次开发基础
Pro/E的后置处理模块Pro/NC POST中的机床后置处理器Gpost由两个文件组成(以铣床为例):uncx01.pnn-机床的选配文件;uncx01.fnn-针对机床做的二次开发文件,前面所介绍的机床选配文件的就是uncx01.pnn文件。尽管各数控系统有它们的共同之处,但是对于无法通过设置选配文件进行自动输出或者只能通过手工输出的的特殊指令,可以通过FIL进行宏程序编制,以此完成后置处理程序的二次开发。
开发后置处理需要具备以下条件:
A.熟悉FIL的逻辑能力;
B.熟悉刀位文件的结构;
C.熟悉FIL的语法结构;
D.阅读Gpost,FIL后置处理参考手册;
FIL宏程序是Gpost提供的专业后置处理程序开发语言包,尤其适合用户进行定制开发。通过FIL宏程序来提供完善的数控机床系统的后处理程序,包括宏程序完成的基本功能如添加删除或修改刀位文件功能,控制后处理代码输出功能添加或修改APT功能,读写或合并文件控制功能及应用程序调用功能[5]。
(1)FIL有自己的语法结构和编程语法,现对部分语法及功能进行分析。详细的语法结构见有关的手册。
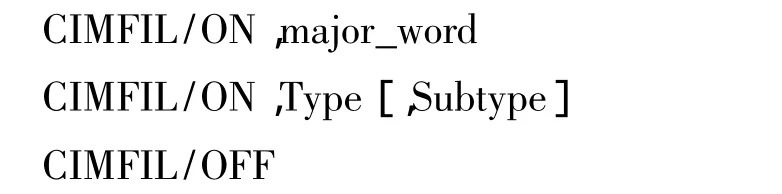
CIMFIL/ON表示执行FIL程序,Major_word为主关键字,包括Macro(宏)、MACHIN(后置处理)、LOADTL(刀具)、COOLNT(冷却)、SPINDAL(主轴)、FEDRAT(进给速度)、FINI(结束)等。Type是任意刀位文件记录类型,例如3表示圆弧插补,5表示直线插补,9表示多轴联动,14表示完成。子类型是可选项,可以不使用。在刀位文件后处理器遇到主关键字或TYPE类型关键字时执行FIL程序中相应的命令。CIMFIL/OFF表示FIL程序结束。
下面是一些关键字及其示意:

符合条件的刀位文件:
符合条件的刀位文件:

符合条件的刀位文件:CUTCOM/LEFT(左刀补)
(2)刀位文件记录格式
刀位文件的记录格式为每种刀位文件类型分配逻辑地址,为功能函数POSTF(Post Function)所调用。
例如刀位文件为 N100 SPINDL/300,CLW[6],其记录结构为:

表1 刀位文件记录结构Tab.1 CL record structure
记录类型有1000、2000……9000、14000 十种,每种具体含义不同。2000记录的是后置处理器命令。第三栏记录的是主关键字SPINDL,其用整数值1031表示。300、CLW表示其类型及值,其中300用浮点值300.表示,CLW用整数值60表示。
(3)命令语言
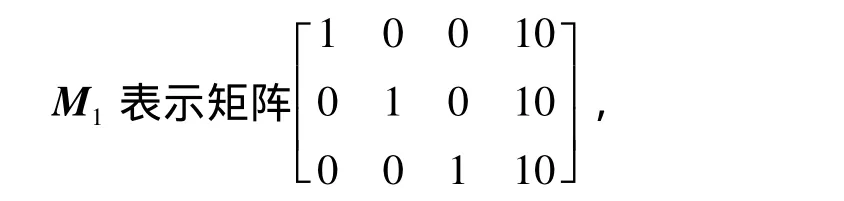
FIL的命令语言做为一种非常强大程序工具,它能十分有效地增强后置处理器的能力,包括:计算能力、文本处理能力、几何定义和其他FIL的功能。其语法结构和功能都有它的书写格式及方法。包括词汇的定义、名字的定义、参数的调用等。例如一个矩阵乘以一个向量的表示[6]:
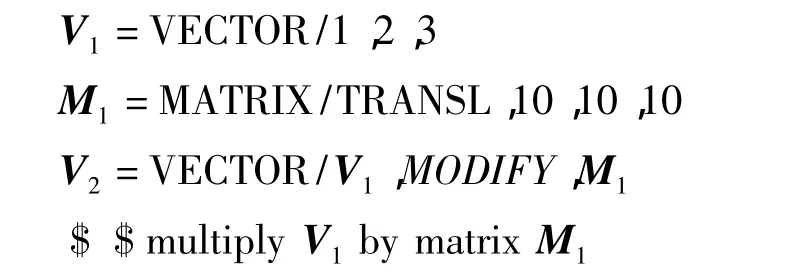
上述声明表示向量V1乘以矩阵M1,
其中 V1表示向量(1,2,3),
V2表示新的向量。
(4)POSTF函数
POSTF函数为FIL语言开发的基本,通过关键字定位刀位文件后,再使用POSTF函数对其特定信息完成后置处理转化。
POSTF函数总共有31中功能函数,另有3种未定义。其格式如下:

其中rslt是函数值,function_type为函数类型,arg1,arg2,arg3,argn为函数参数。不同的函数能实现不同的功能,用1~34不同的整数表示,具体功能号如下:获取刀位信息05、06、07、08、28、29;加载刀位文件信息09、10、12、13、20、21;设置操作 COMMON 值01、02、03、04、19、22、23、25;定位刀位文件 14、15、26、30;调试后置处理程序24、27、34;输出宏31;大容量数组中存储/检索数据32、33;16、17、18 未定义。
3 创建FANUIC_Oi_Mate后置处理器
3.1 具体要求
本案例建立一个三轴数控铣床后置处理器(FANUIC_OM系统),实现具体的要求如下:
1)程序号用O加上数字表示;
2)删除程序头和程序尾“%”;
3)数控代码前加上刀位数据名称、加工零件名称,方便程序员检查和管理;
4)加上一段安全程序段“G90 G80 G40”;
5)冷却液由操作员来控制。
3.2 具体操作过程
进入Pro/E Gpost模块,建立一个FANUIC_OM系统的铣床,机床特征参数和数控系统指令根据实际机床结构和编程手册进行设置,下面介绍如何针对以上要求进行设置。
3.2.1 程序号用“O”加上数字,删除程序头和程序尾“%”.
这两条任务可以通过在参数设置面板添加字母“O”和取消“%”显示功能来实现。
3.2.2 数控代码前加上刀位数据名称、加工零件名称;加上一段安全程序段“G90 G80 G40”;冷却液由操作员来控制。
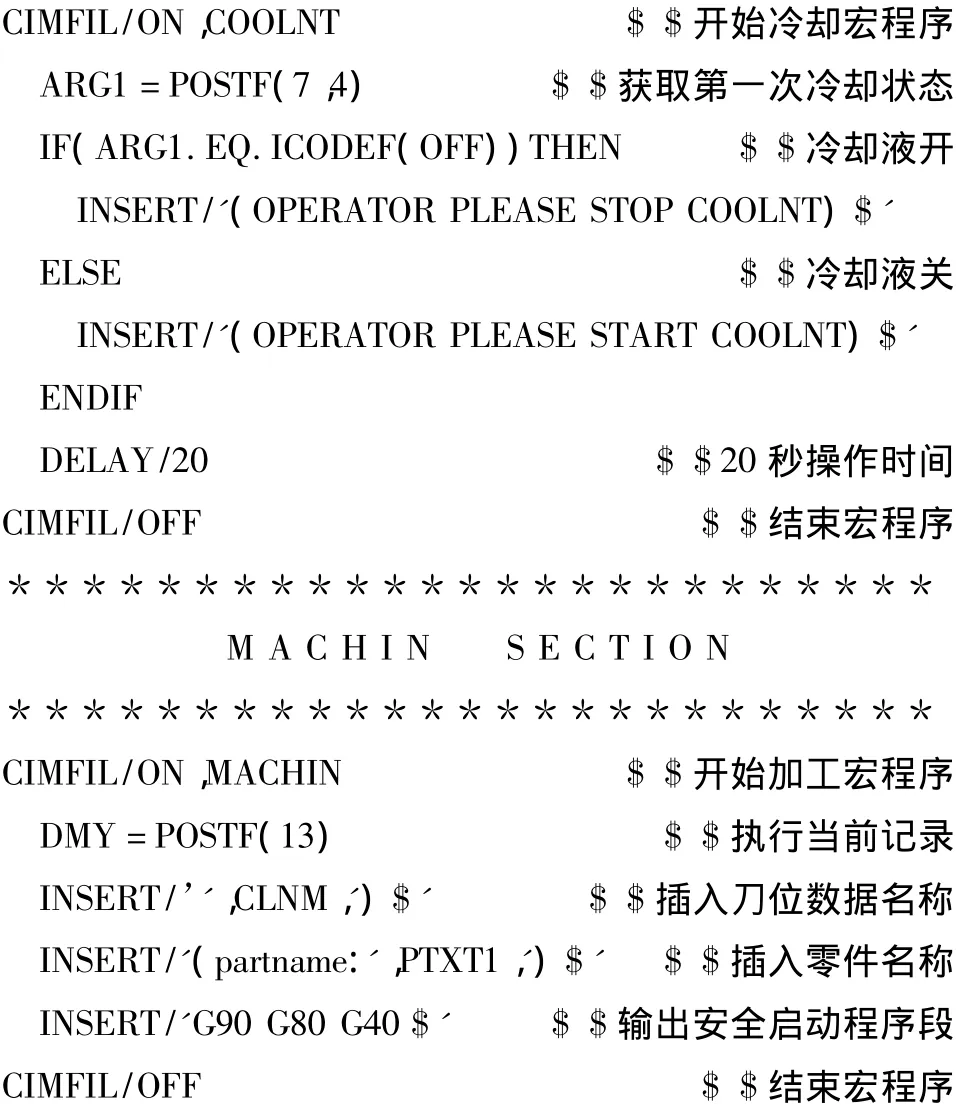
这三条任务可以通过编写FIL来实现,输入页面如下:
源代码如下:
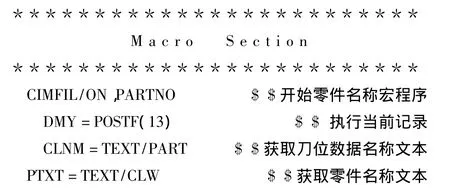
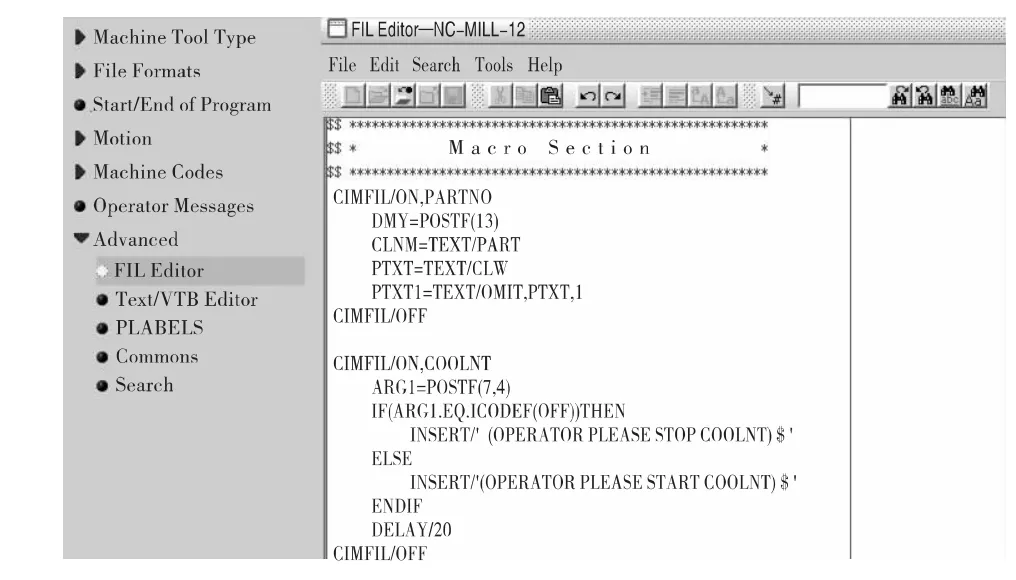
图3 FIL界面图Fig.3 Interface diagram of FIL

3.2.3 实例验证
三维零件图如下:
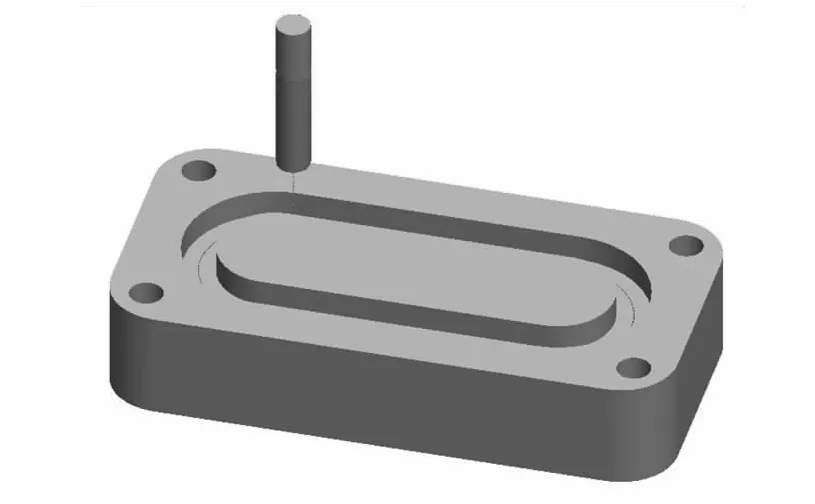
图4 实例验证Fig.4 Sample verification
利用上述后置处理程序完成对零件的刀位文件的后置处理,以下为原NC程序与定制NC程序对比:
通用NC程序:

定制NC程序:
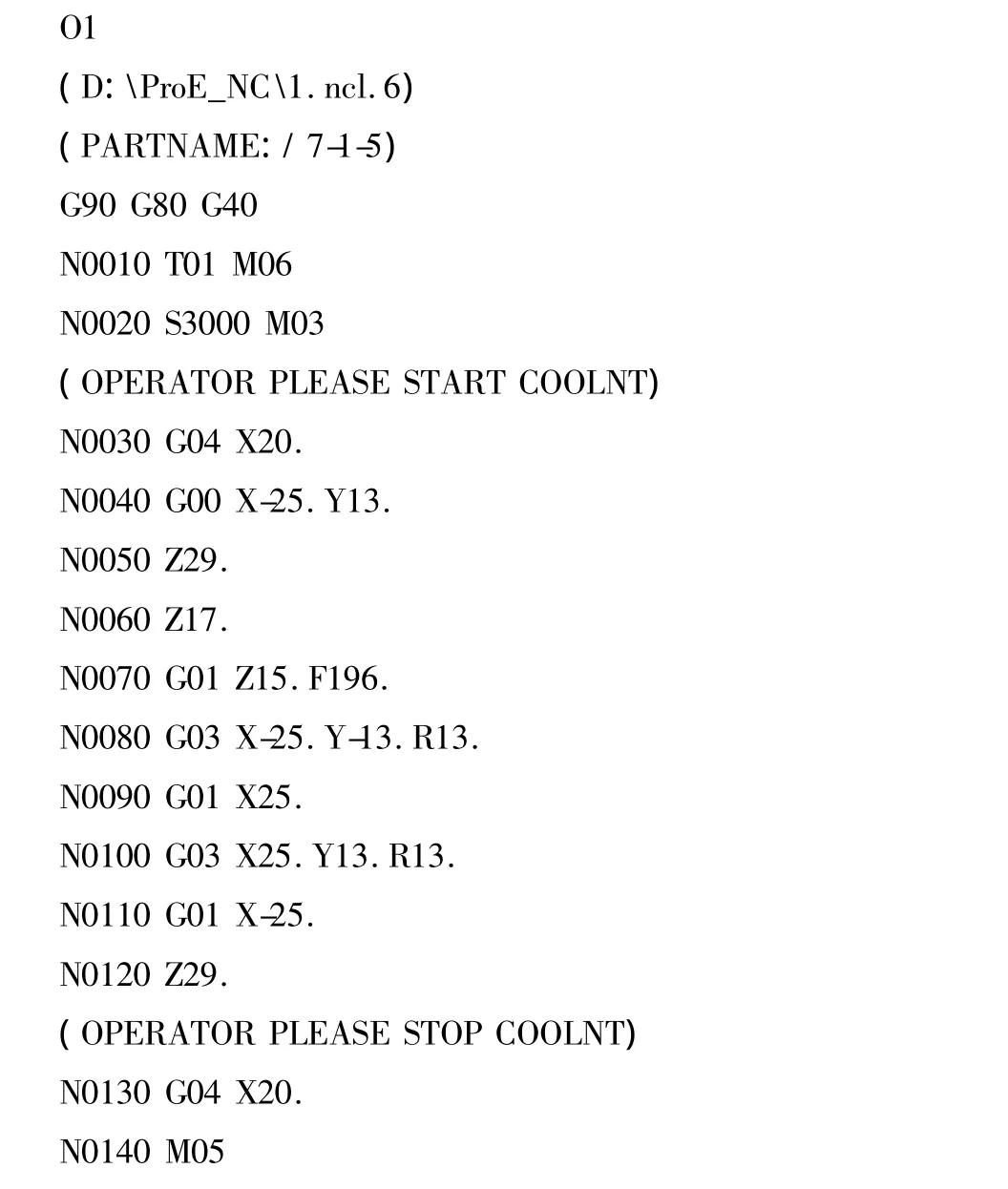
上述程序已经经过了编辑、校对等操作,没有语法错误,能准确的产生目标数控程序。
4 结语
Pro/E后置处理是Pro/E_CAM应用的关键技术之一,充分研究其后置处理技术有着必要的现实意义与重大的经济效益。本文简述了创建Pro/E后置处理程序的一般步骤,在此基础上,用户可以根据机床的特定结构和数控程序的特殊要求,利用GPOST的高级功能FIL来创建后置处理二次开发文件,处理后的程序符合要求,不用进行手工改写,极大的提高了后置处理的效率。另外,五轴联动机床由于在三个平动轴的基础上增加了两个旋转轴,运动形式复杂,基于Pro/E Gpost的五轴联动机床的后置处理程序是下一步需要研究的工作。
[1]王兴军,吴达.通用NC后处理工具的开发与应用[J].新术新工艺,2000(7):2-3.
[2]潘祝新,郭 勇,王继群.基于pro/e数控加工后处理技术研究[J].机械与电子,2011(17):122-123.
[3]曲晓杰,陆 源,马金仓.Pro/E的后处理程序开发与应用[J].通信与测控,2003(1):14-20.
[4]AUSTIN N C Inc.G-PostTM Reference Manual Version 6.3[M].USA:Austin N C Inc,2009.
[5]王华侨,王德跃,费久灿,等.基于Pro/E五坐标数控铣削编程后处理开发应用研究[J].金属加工:冷加工,2009(17),62-65.
[6]AUSTIN N C,Inc.Factory Interface Language(FIL)TM Manual Version 6.3[M].USA:Austin N.C.,Inc,2009.
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年4期)2019-04-04
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
电子制作(2017年20期)2017-04-26