基于Tebis的汽车模具开粗工艺试验分析
2013-10-12 05:55天津汽车模具股份有限公司模具技术研究院300308衡思迎张海涛张忠选
金属加工(冷加工) 2013年24期
天津汽车模具股份有限公司模具技术研究院 (300308) 衡思迎 张海涛 张忠选
1.理论分析
模具制造行业越来越多地采用了高速切削的技术,天津汽车模具外板分公司在成熟掌握了高速切削加工技术的基础上,引入了Tebis加工软件。Tebis软件提供了全新的刀路策略、推崇残留加工、支持元素内的安全加工,能够很好地平衡机械加工效率和质量。
高速切削和基于毛坯的加工策略是采用牛鼻子刀开粗工艺的条件。采用基于毛坯的刀具轨迹策略,是提高模具加工效率、提高刀具的使用寿命、保持机床精度和提高产品质量的有效途径。高速切削可以达到模具加工的精度要求,但是汽车外覆盖件模具的复杂程度及精度要求需要更多地注意临界区域的加工策略。Tebis正是基于毛坯提供的加工策略。在应用中,可通过贴点照相扫描的方式获取精确度较高的铸件毛坯。对比牛鼻子刀、球刀开粗加工的优缺点,证明牛鼻子刀开粗可以有效提高模具加工效率。
模具粗加工的主要目标是去除多余的材料,为半精加工提供均匀的残留余量。外板分公司原有的型面开粗工艺是分两次用球刀仿形,效率低下。相对于球刀与工件的点接触,牛鼻子刀与工件制件是面接触,其进给、转速以及移行等参数都可以设得很大。根据刀具排屑量公式

计算出常用牛鼻子刀、球刀的相应参数如表1所示。其中D63R10和D25R2是牛鼻子刀,B40是球刀。从表中参数Q可以看出,牛鼻子刀的排屑量远远大于球刀的排屑量,说明牛鼻子刀能在更少的时间内去除更多的材料,很适合于模具的开粗加工工艺。
2.第一次试切
(1)工件选择 选择背门外板件作为试切工件,该工件具有典型性,凹角较深,型面平坦,且有渐变的立面,如图1所示。
(2)加工工艺 一次开粗采用φ63mm的牛鼻子刀(D63R10)Z向层切,然后用直径25m m的牛鼻子刀(D25R2)进行残留加工,不单独清角。这套工艺旨在验证牛鼻子刀的切削效率及其在应用中的不足,以便在后续的试切试验中进行优化改进。牛鼻子刀切削参数如表1所示。
(3)试切分析 如图2所示,根据基于Tebis编制的程序进行仿真分析理论残留模型,除了凹角处,其他的残留量都在1mm以内。图3所示是D25R2的牛鼻子刀进行了二次开粗的刀具轨迹,从图3中可以看出,凹角仍然没有加工到位。如果对凹角进行清根处理,理论上可以切除绝大部分凹角残留量,可满足半精加工前的要求。
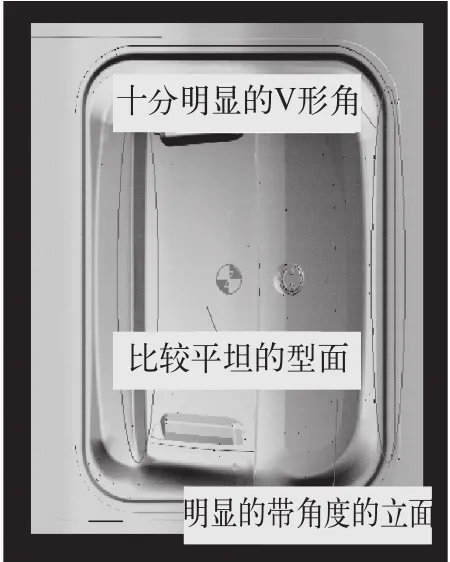
图1 背门外板件
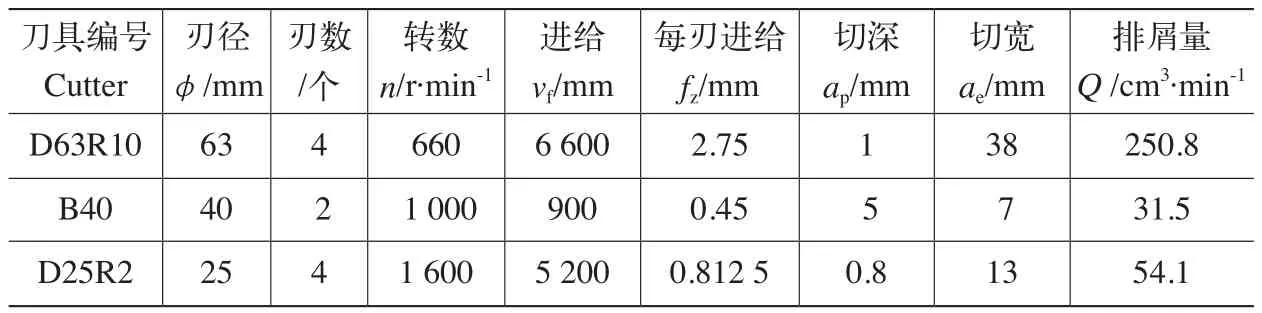
表1 刀具参数(铸铁)
图4所示是一次开粗的实际效果,一次开粗刀路进行移行转移的地方留下了非常大的残留量,特别是在大平面处最大大约留下了5m m的台阶量。理论上二次开粗采用D25R2的牛鼻子刀可以去除一次开粗留下的台阶残留,以及大部分的凹角残留,但是实际上的加工效果并不理想。经过分析以下几条原因都造成了残留台阶的形成:①由于机床的预读减速,导致实际的切削进给比给定的理论值小很多,程序没有达到真正的高速切削。②由于牛鼻子刀的特性,导致不可避免地多次抬刀。③牛鼻子刀的切深参数较小,还可以再设大。
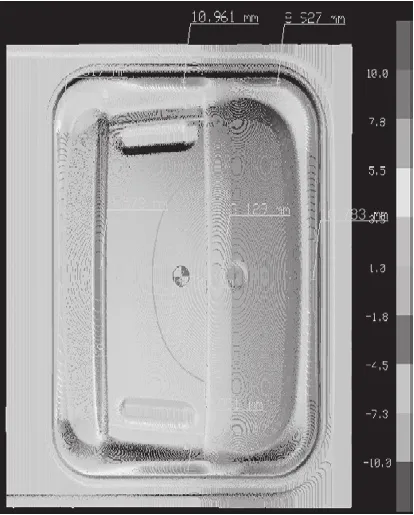
图2 背门外板件一次开粗理论效果
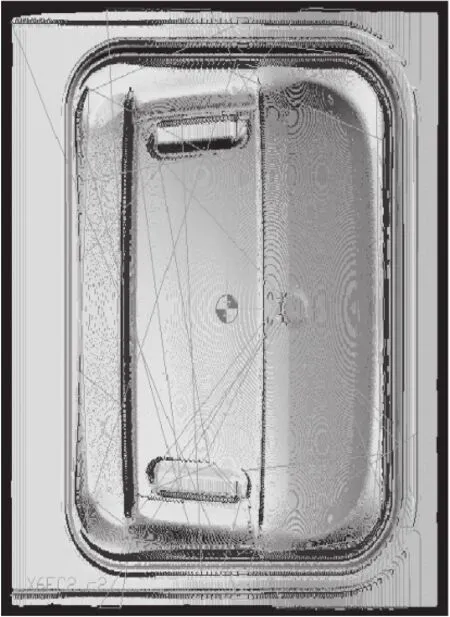
图3 背门外板件二次开粗刀具轨迹

图4 背门外板件一次开粗实际效果
3.第二次试切
(1)工件选择 选择翼子板为试切工件,该件较为典型,有平面、立面、渐变立面及凹角,且该件为对称件,便于和原来的工艺进行对比分析。
(2)加工工艺 根据第一次的试切效果及分析改进工艺,一次开粗仍用牛鼻子刀D63R10进行Z向层切,相对第一次试切增大切深量并减小进给;采用φ40mm球刀单路清根,目的是去除φ63mm和φ40mm之间的凹角残留量;二次开粗采用B40球刀仿形,进给及转速相比清根适当加大,目的是去除平面台阶残留量,使半精加工之前的余量均匀。
(3)试切分析 由第一次试切的经验可知,一次开粗移行转移的地方留下了非常大的残留量,特别是在大的平面处留有台阶。新工艺用球刀进行清根,二次开粗不但可以加工掉凹角的残留量,还可去除大平面处的台阶残留。
图5所示是球刀二次开粗的轨迹,从图中可以看出二次开粗加工掉了平面部分的台阶,也加工掉了φ63~φ40mm的残留量。理论上可以给半精加工留下均匀的余量残留。
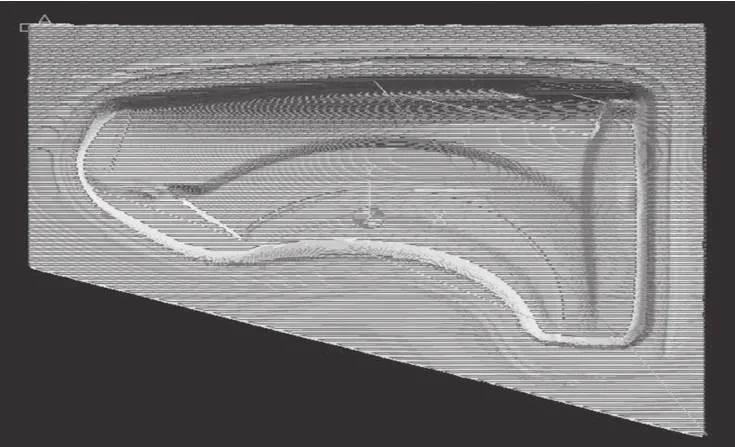
图5 翼子板二次开粗刀具轨迹
在实际加工中,球刀清根去除了凹角的残留量,球刀二次开粗将一次开粗留下的残留台阶也去除了。对比拉延筋可以看出,留给半精加工的余量已经很均匀了。因为牛鼻子刀在一次开粗之后,已经将大部分的余量切除了,所有球刀在二次开粗时的转速、进给等参数可以加大,整个工艺的加工时间明显减少。

图6 翼子板二次开粗实际效果图
4.结语
(1)Tebis进给参数 进行完两次试切之后总结了初步的加工工艺,即在第二次试切的基础上进行进给参数的调整。如图7所示,Tebis中需要设置多个进给参数。在多次试切试验中发现,根据不同的工件及刀具材料设置合理的进给,能够大大提高机加工效率,同时减少刀具的磨损,减轻主轴负载,表面加工残留均匀,能够满足加工的需要。图中所示vf表示的基数进给值。

图7 Tebis参数设置
vz是行距间转折时的进给值,各种机床在转角时都会减速,因此依照设备情况需要进行适当减速,粗加工时也需适当降低。
vt是下切时的进给值,根据材料和刀具是否适合垂直切削,尤其是在粗加工时必须进行减速设置,以降低刀具切入时的冲击力来延长刀具寿命的目的,根据经验一般可设为vf的50%~80%。
vr是斜向进给值,对刀具影响较大。如果用不适合垂直切削的刀具跑斜向,必须进行适当减速,用球刀加工时可以忽略这个参数设置。工件材料对这个参数也有影响。
vv是满刀切削进给值,满刀进给是正常切削速度的80%,这样做的目的是保护刀具磨损,同时也是减少机床主轴负载。
ve是拐角进给值,适当提高Path Smooth值并降低ve值至50%左右,可以延长刀片的使用寿命。
(2)工时数据统计 根据调整后的参数继续进行了多次的试切试验,并采用对称件与原始工艺进行比较。原始工艺采用球刀清根再用球刀仿形。表2为对比件的工时数据,所选制件均是左右件对称制件,其中左件采用旧工艺,右件采用新工艺,数据源是机械车间统计的实际加工时间。
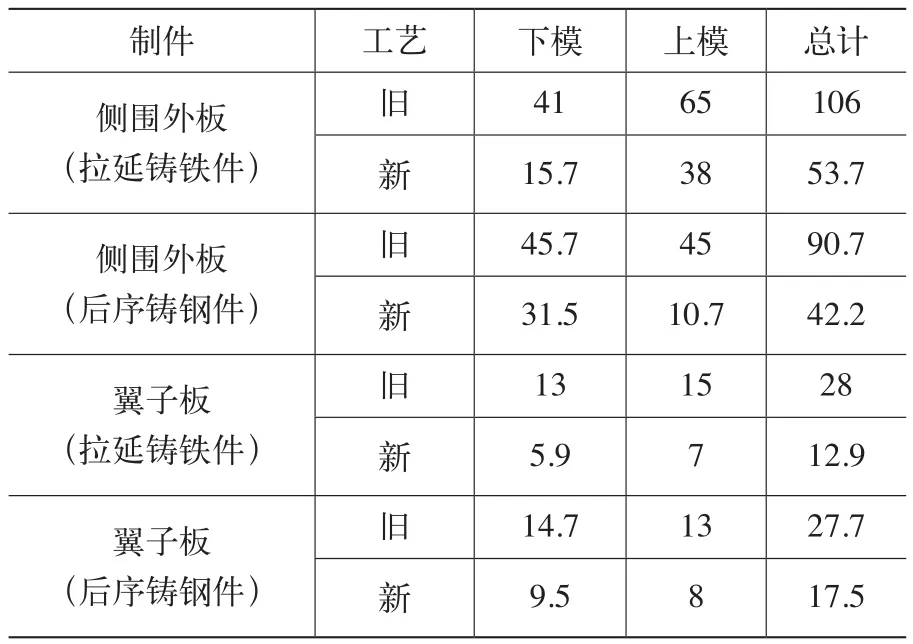
表2 翼子板对称件的加工时间统计
对表中样本数据进行处理分析如下:①单件模具加工最少节约时间31.1%,最多节约时间76.2%,平均每件节约49.0%。②单套模具加工最少节约时间36.8%,最多节约时间53.9%,平均每套节约时间48.4%。
从以上分析可以看出,基于Tebis和牛鼻子刀的开粗工艺,可以将加工效率提高50%左右,效果非常明显。
猜你喜欢
儿童时代·快乐苗苗(2022年6期)2022-08-06
制造技术与机床(2019年11期)2019-12-04
广东茶业(2019年2期)2019-06-18
农药科学与管理(2019年12期)2019-05-20
中成药(2018年1期)2018-02-02
制造技术与机床(2017年7期)2018-01-19
中国老区建设(2016年4期)2017-01-15
中国卫生(2016年3期)2016-11-12
发明与创新(2016年5期)2016-08-21
中国卫生(2016年11期)2016-01-24